Встроенное качество в бережливом производстве
Вы будете перенаправлены на Автор24
Определение и необходимость встроенного качества
Встроенное качество делает акцент не на контроль вырабатываемой продукции методом пост-фактум, а напротив на устранение происхождения дефектов. При действии концепции встроенного качества осуществляется последовательный анализ несоответствий, выявление их причин, обработка корректирующих действий и контроль последствий.
Встроенное качество – это все события, нацеленные на недопущение выпуска некачественной продукции.
Готовые работы на аналогичную тему
Для удачного внедрения концепции встроенного качества нужно, чтобы операторы на рабочих местах осмысливали, то, что при возникновении дефекта, его в каждом случае необходимо будет устранять, но, тем не менее, есть разница в том, на каком этапе будет определен и устранен брак. Существует принцип, когда в случае перехода дефекта на следующую стадию переработки, затраты на его розыск и предотвращение возрастают десятикратно.
Принципы бережливого производства
Традиционно, к основным принципам бережливого производства относят:
Помимо данных принципов, выделяют следующие:
Это достигается при помощи разделения рисков, затрат, а также информации. Основной бережливого производства является работа по устранению потерь.
Потери включают в себя определенное действие, которое направлено на потребление ресурсов. Важно отметить, что потери не создают ни какой ценности для потребителя.
Принцип встроенного качества
Данный принцип представляет собой комплекс различных мероприятий (по стандартизации работ, обеспечению обратной связи, проведению анализа и т.д.) для перемещения места обнаружения дефекта как можно ближе к месту его возникновения.
 Для начала необходимо понять различия таких понятий как место выявления дефекта (там, где его обнаружили) и место возникновения дефекта (там, где в процессе произошла ошибка, в результате которой был заложен дефект). Чем дальше по ходу технологической цепочки находятся эти места и чем дальше ушёл дефект от места возникновения, тем дороже он стоит (тем больше суммарные затраты). Понятно, что дефект, обнаруженный самим же работником, будет стоить в разы дешевле, чем дефект, прошедший дальше по потоку несколько операций и обнаруженный позднее. Дороже всего стоит дефект, обнаруженный Заказчиком. В таком случае его стоимость складывается не только из затрат на инструмент, материалы, рабочую силу, электроэнергию и т.п., это еще и потеря потенциальных или существующих клиентов (Заказчиков). Возрастание стоимости дефекта наглядно можно представить в виде рисунка (см. ниже).
Для начала необходимо понять различия таких понятий как место выявления дефекта (там, где его обнаружили) и место возникновения дефекта (там, где в процессе произошла ошибка, в результате которой был заложен дефект). Чем дальше по ходу технологической цепочки находятся эти места и чем дальше ушёл дефект от места возникновения, тем дороже он стоит (тем больше суммарные затраты). Понятно, что дефект, обнаруженный самим же работником, будет стоить в разы дешевле, чем дефект, прошедший дальше по потоку несколько операций и обнаруженный позднее. Дороже всего стоит дефект, обнаруженный Заказчиком. В таком случае его стоимость складывается не только из затрат на инструмент, материалы, рабочую силу, электроэнергию и т.п., это еще и потеря потенциальных или существующих клиентов (Заказчиков). Возрастание стоимости дефекта наглядно можно представить в виде рисунка (см. ниже).
Разумеется, лучший вариант – это дефект, остановленный на стадии проектирования конструкторской и технологической документации, однако на практике приходится работать с тем, что есть. Традиционным решением при выявлении дефекта является введение дополнительного контроля на различных этапах изготовления продукта. Как известно, контроль – потеря по определению, несмотря на то, что иногда он бывает необходим в качестве контрмеры, предотвращающей распространение бедствия. Но часто после решения проблемы контроль остаётся «на всякий случай». Хотя это уже тема отдельного разговора. Как с этим обстоят дела в вашей организации?
Говоря о контроле, принципиально можно выделить три вида:
Принцип встраивания качества предполагает обеспечение возможностей наиболее раннего обнаружения дефекта, если отсутствует возможность вовсе его исключить. Ближе к этой идее третий вариант: самоконтроль. В традиционном понимании, самоконтроль – доплата работникам за определённое количество проверенных изделий, изготовленных ими. Но здесь существует несколько идеологических противоречий, препятствующих внедрению встроенного качества в традиционном мышлении.
Для полного изучения принципов и подходов к встраиванию качества, рекомендуем прочитать книгу «Встроенное качество«.
Встроенное качество
Содержание
Определение «Встроенного качества»
Встроенное качество опирается не на контроль изготовленной продукции методом пост-фактум, а на предотвращение возникновения дефектов, основанное на цикле PDCA. При реализации концепции встроенного качества осуществляется последовательный анализ несоответствий, выявление их первопричин, разработка корректирующих мероприятий и контроль результатов.
Необходимость «Встроенного качества»
Принципы «Встроенного качества»
Увеличение затрат на поиск и устранение дефектов
Для успешного внедрения концепции встроенного качества необходимо, чтобы операторы на рабочих местах понимали, что при возникновении дефекта, его в любом случае нужно будет устранять, однако есть разница в том, на каком этапе будет определен и устранен дефект. Существует общий принцип, когда в случае перехода дефекта на следующую стадию обработки, затраты на его поиск и устранение возрастают десятикратно.
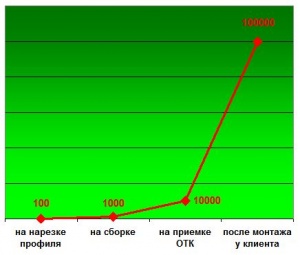 График увеличения затрат на поиск и устранение дефекта заготовки профиля.
График увеличения затрат на поиск и устранение дефекта заготовки профиля.
Таким образом, принимая данный принцип, сотрудники на каждом рабочем месте стремятся максимально полно удовлетворить потребности следующего процесса, как своего непосредственного клиента. В рамках встроенного качества такой подход определяет ограничения по возникновению дефектов и выводит третий принцип встроенного качества:
Не принимай, не производи, не передавай брак
Внедрение концепции «Встроенного качества»
Важно, чтобы внедрение не начиналось с «инструментальной» транформации цеха, т.к. без внутреннего принятия и вовлечения сотрудников инструменты вряд ли приживутся на постоянной основе. Действительно, можно над фурнитурной станцией закрепить видимый с каждой стороны лозунг: «Я не принимаю, не произвожу и не передаю брак!». Хороший визуальный инструмент, но без понимания сотрудником, о чём он говорит и как это связано с работой и успехами именно этого сотрудника, можно ожидать, что через две-три недели предлоги «не» на лозунге чем-нибудь будут закрашены, а сбоку появится забавная улыбающаяся рожица. Способом преодоления таких ситуаций является командная проектная работа в процессе которой сотрудники не только начинают понимать и разделять принципы встроенного качества, но и вносить предложения по улучшениям и реализовывать их. Когда команда по преобразованиям готова включится в процесс, то можно переходить к внедрению инструментов встроенного качества.
Инструменты «Встроенного качества»
Основными инструментами встроенного качества являются отработанные методикой Кайдзен решения:
Комплексное и последовательное применение инструментов встроенного качества должно осуществляться командой (рабочей группой) непосредственно в Гемба.
Заключение
Контрольный план для управления «встроенным качеством»
Каким должен быть план и зачем он нужен для управления системой встроенного качества?
Система «встроенное качество» подразумевает контроль не постфактум, а на каждом этапе производственной цепочки. Чтобы сделать такую систему максимально эффективной, был разработан контрольный план управления качеством. Что это за инструмент и какие задачи он позволяет решить?
Управление начинается со стандартизации
Инструменты и методики, призванные повысить эффективность различных процессов, оптимизировать затраты, снизить «потери», активно внедряются организациями. Это влияет на рабочую атмосферу и ключевые показатели.
Закрепление положительного результата и последующее устойчивое развитие компании и ее сотрудников становится приоритетной задачей и вектором дальнейшей работы.
Притом логическим завершением любого внедрения, улучшения и т.д. является стандартизация. Часто этот важный этап не принимается во внимание. Но стандартизация – понятие обширное, рассматривать его необходимо в контексте каждой внедренной меры, методики, инструмента.
Деятельность по стандартизации – важное звено в системе «встроенное качество», применяемой сегодня на многих предприятиях, преимущественно производственных.
Справка
Встроенное качество – система организационных мер, направленных на недопущение выпуска некачественной продукции.
Для достижения этой цели элементы контроля качества встраиваются непосредственно в процесс производства на каждом этапе.
В числе ключевых задач данной системы:
Проведение последовательного анализа отклонений от установленного стандарта.
Выявление коренных причин.
Оперативное реагирование с принятием эффективных мер.
Для решения этого перечня вопросов был разработан контрольный план по качеству. Инструмент приоритетно применяется в международных организациях. Он особенно актуален для тех компаний, где существуют производственные процессы с множеством параметров, оказывающих влияние на качество выпускаемой продукции.
План устанавливает четкие критерии по всем параметрам и описывает регламент управления с каждым контролируемым элементом. Однако, чтобы приступить к его составлению, нужно подготовить почву.
Подготовка к внедрению плана
Для создания контрольного плана по качеству потребуются человеческие ресурсы, поскольку необходимо:
собрать все технические данные в единую базу;
установить систему сбора и управления информацией на каждом процессе.
Если информацию не удается найти, то нужно провести исследовательские опытные испытания, чтобы определить недостающие критерии и параметры.
Перед составлением плана в активе должно быть 5 важных составляющих:
Карта потока процесса (картирование). В ней указана целиком технологическая цепочка, элементы процесса, оказывающие влияние на свойства продукции, и точки контроля параметров качества.
Стандарты и требования к качеству продукции. Это исчерпывающая информация о характеристике продукции и возможные допустимые отклонения.
Перечень возможных рисков, оказывающих влияние на качество продукции. Он составляется опытным путем, с применением различных методов тестирования продукции.
Параметры и критерии качества, которые устанавливаются исходя из целей компании, финансовых возможностей и других факторов.
Ответственный персонал определен. Не требуются специально обученные сотрудники, но необходим специалист или группа ИТР. Они не только смогут составить контрольный план по качеству, но и донесут необходимые требования до персонала, обучат его элементарным приемам контроля элементов системы встроенного качества.
Структура контрольного плана по качеству
Контрольный план по качеству – документ в формате Excel, в который внесены все элементы управления контролируемого процесса производства продукции. Он состоит из двух блоков – контроля и плана реагирования – и разделов к ним.
Блок контроля
1. Номер контролируемого параметра
Его можно применять при разработке стандартов по качеству, также он позволяет идентифицировать параметр.
2. Наименование процесса/операции:
нанесение краски и т.д.
3. Контролируемый объект
В данном случае имеется в виду непосредственно то, что является элементом контроля. Это может быть рабочий процесс или оборудование: транспортер, раствор, компоненты, манипулятор, фильтр, станция, перчатки и т.п.
В некоторых «чистых» производствах множество факторов, которые могут оказать влияние на качество. Значит, необходимо досконально оценить все элементы при оценке рисков.
Может быть как визуальный, так и инструментальный – с применением измерительных приборов и инструментов: гигрометра, линейки, термометра, измерительного стакана.
Если объектом является рабочий процесс, то методом контроля может являться соблюдение технологической инструкции.
5. Спецификация, в которой указан диапазон допустимых отклонений
В частности, это минимальный и максимальный параметры, а также нормальное (среднее значение) состояние объекта. Иногда в спецификацию также вписывают такие критерии, как:
Это вполне допустимо, если под каждый критерий будет разработан стандарт. Так, существует стандарт для «чистого» помещения, в котором прописано, что «чисто» означает не более 10 пылинок размером более 2 мм на квадратный метр.
6. Единица измерения
Относится к критериям, указанным в спецификации
7. Регулярность или частота проводимого измерения
Это может быть выборочный или постоянный контроль. Если регулярность контроля не указана в технологической документации, то она определяется опытным путем.
В данную ячейку вставляется гиперссылка на бланк контроля. Необходимо применять указанный формат бланка или заносить показатели в определенный документ, который будет применяться для дальнейшего анализа.
Указывается конкретное рабочее место или место, где необходимо контролировать установленный показатель.
10. Ответственный за контроль
Указана позиция или должность, ответственный за контроль на конкретном рабочем месте специалиста.
Здесь обычно размещают комментарии или ссылки на материалы, которыми необходимо руководствоваться при контроле.
Блок плана реагирования
В данном блоке описывается и/или схематично указывается порядок реагирования на выявленные отклонения. В норме существует несколько ступеней реагирования для следующих специалистов:
сотрудника, ответственного за снятие показателей;
руководителя, ответственного за оперативное реагирование на отклонение;
специалиста или инженера, который может провести анализ и скорректировать дальнейшее развитие ситуации, а также не допустит появления отклонения в будущем.
Управление качеством
Управлять планом рекомендуется при помощи единого центра, обычно это инженер по качеству.
Чтобы план работал, необходимо:
разработать стандарты и инструкции для мест контроля;
настроить систему сбора информации, которую можно оперативно анализировать и, основываясь на объективных данных, принимать управленческие решения.
Подобный контрольный план есть смысл разрабатывать, если существует множество факторов, влияющих на продукцию. Этот инструмент можно использовать полностью или частично, выбрав необходимые элементы управления.
Управление качеством в производственных процессах
Существует 2 широко известных подхода к управлению качеством в производственных процессах, и в этой статье мы постараемся ответить на вопрос «Почему необходимо встраивать качество в процесс?», рассмотрим различия и общие элементы подходов и то, как совместить сильные стороны подходов для обеспечения приемлемого качества производственных процессов и продукции.
Почему необходимо встраивать качество в процесс?
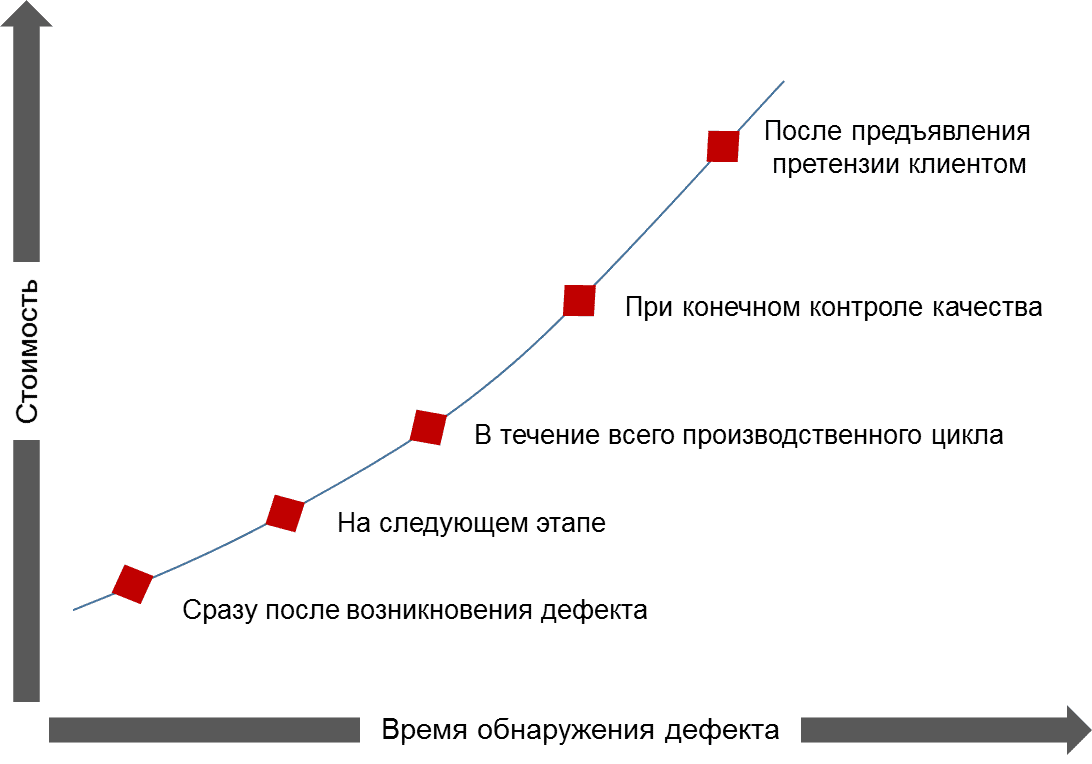
Рисунок 1. Общая стоимость дефекта в зависимости от этапа его обнаружения.
Различия подходов стандартов ISO серии 9000 и концепции «Бережливое производство» к управлению качеством
Существует несколько подходов к управлению качеством процессов, и в этой части статьи будут рассмотрены различия подходов к управлению качеством процессов по стандартам ISO серии 9000 и концепции «Бережливое производство». Основная задача сравнения подходов не показать, какой подход лучше или хуже, а рассмотреть суть обеих концепций.
Принципы системы менеджмента качества (СМК) полностью согласуются с философией «Бережливого производства», что отражено на рисунке 2.
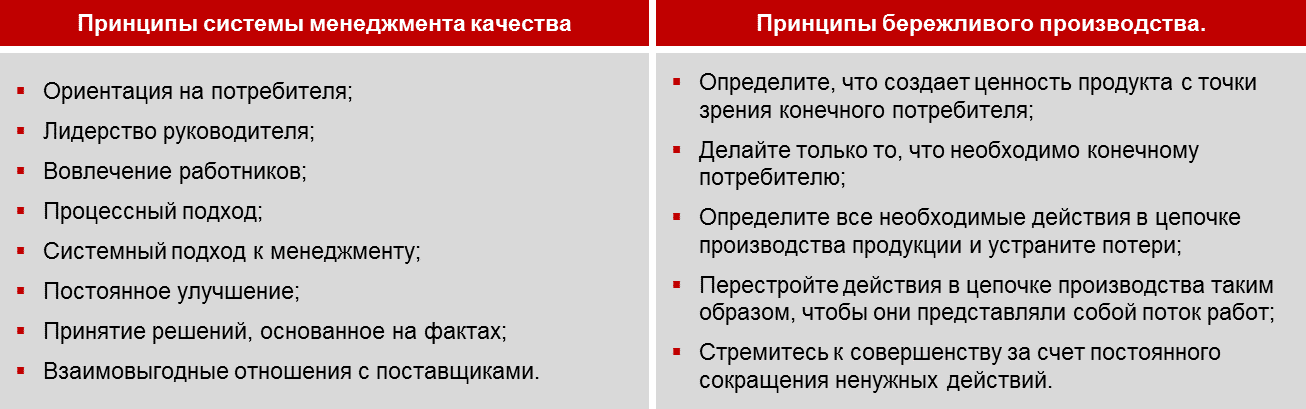
Рисунок 2. Основные принципы ISO и концепции «Бережливое производство».
Обе концепции построены на основе процессного подхода к управлению организацией и предполагают совершенствование процессов как обязательное условие достижения долговременной стабильности в современных рыночных условиях.
Если подойти к проблеме встраивания качества в производственный процесс более предметно (в концепции «Бережливого производства» такой подход называется «подходом Дзидока»), то разница концепций становится более заметной, что отражено на рисунке 3.

Рисунок 3. Сравнение концепций ISO 9000 и «Дзидока».
Посмотрев на рисунок 3, можно сделать вывод, что в случае со стандартами ISO процессы жизненного цикла продукта находятся под прессом системы менеджмента качества, а подход «Бережливого производства» является действительно философией, по принципам которой должно жить все предприятие.
На самом деле для достижения приемлемого уровня качества необходимо использовать комбинацию из инструментов различных подходов. Например, если в качестве результативности процессов жизненного цикла продукта использовать в том числе и показатели восьми видов потерь, для управления процессами применять инструменты бережливого производства, а саму систему менеджмента качества рассматривать как часть управленческой системы «Бережливое предприятие», то различия останутся только в части используемой терминологии и организационной структуры предприятия.
Введение в MTQ
В качестве примера комбинированной системы управления качеством рассмотрим систему MTQ, которая применяется множеством предприятий в различных отраслях.
Аббревиатура MTQ(management through quality) означает управление через качество, управленческая система, комбинирующая принципы ISOи концепции «Бережливого производства».
В рамках данной системы применяются технические и организационные принципы, с описанием которых можно ознакомиться на рисунке 4.
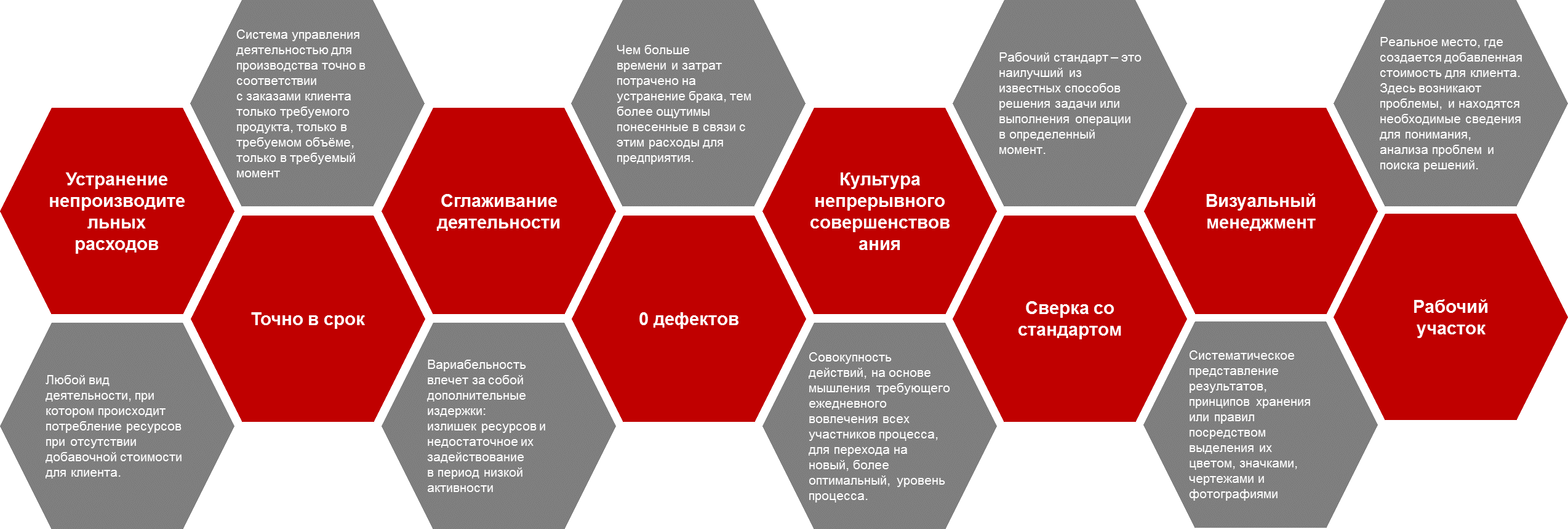
Рисунок 4. Технические и организационные принципы системы MTQ.
Для реализации принципов, упомянутых выше, используются методы и инструменты, которые в рамках статьи рассмотрим обзорно, предварительно отсортировав по областям применения. Методы и инструменты системы MTQ визуально отражены на рисунке 5.
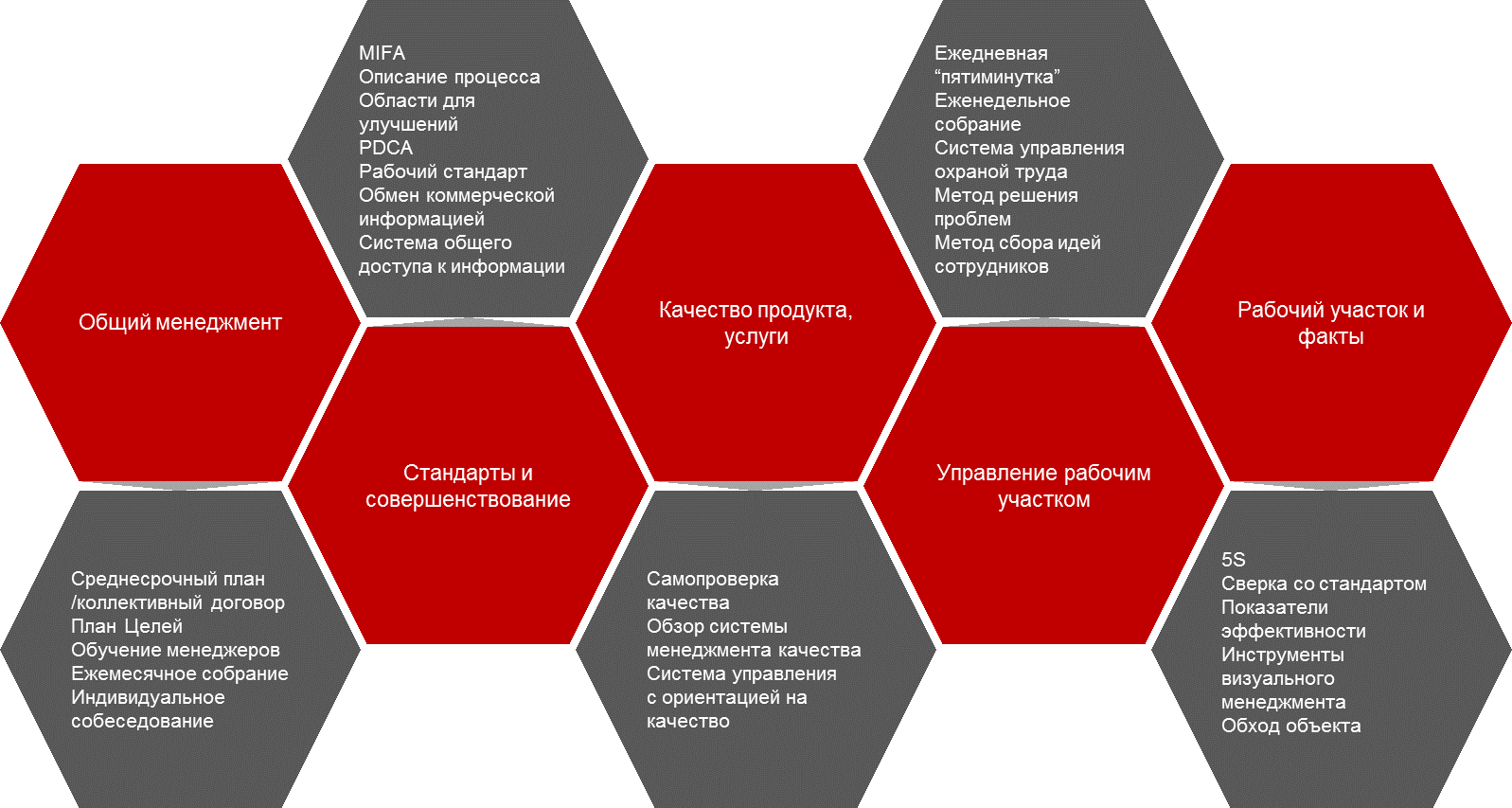
Рисунок 5. Основные инструменты и методы системы MTQ.
На рисунках ниже представлено более подробное описание некоторых инструментов из различных областей применения.
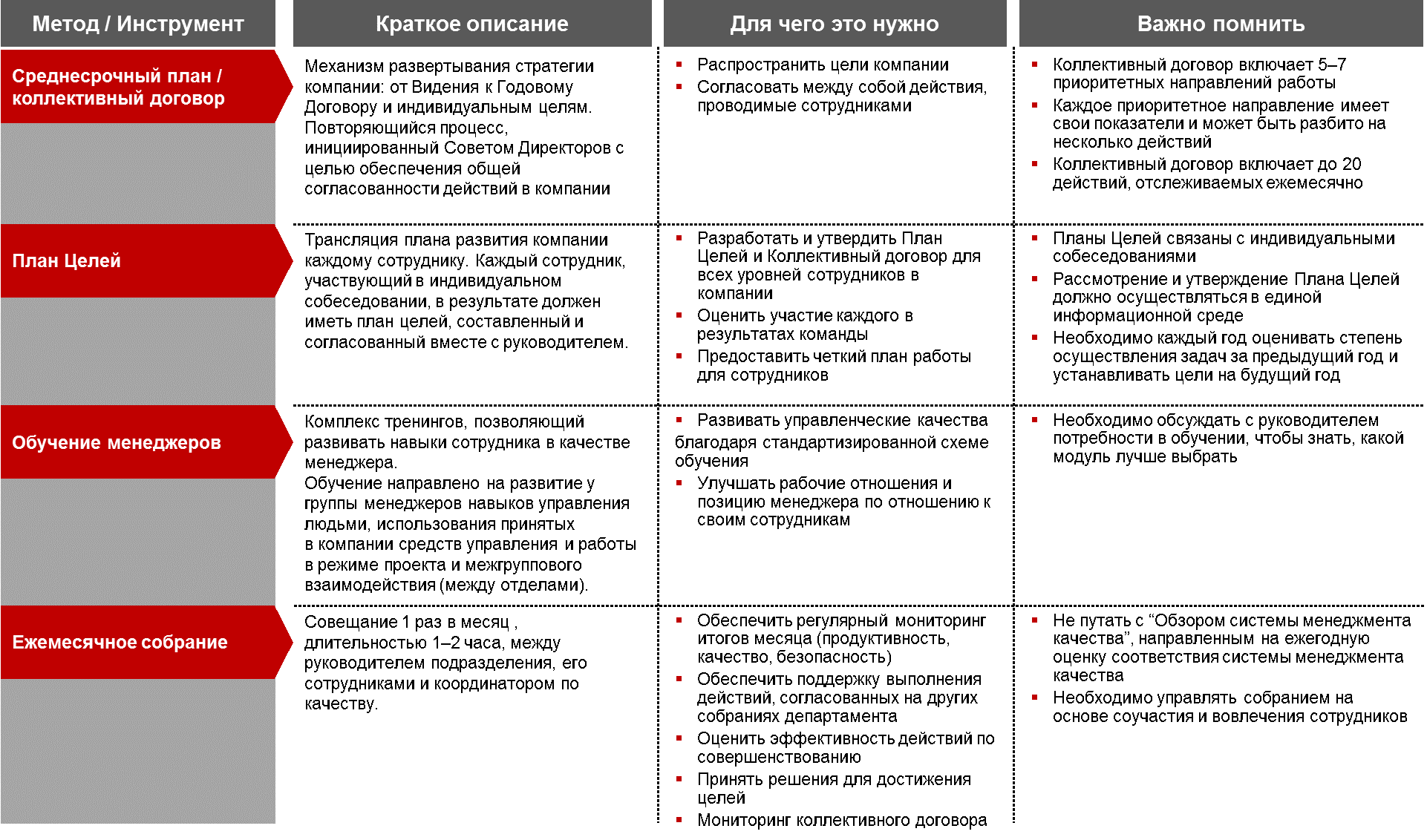
Рисунок 6. Инструменты и методы в области общего управления компанией.
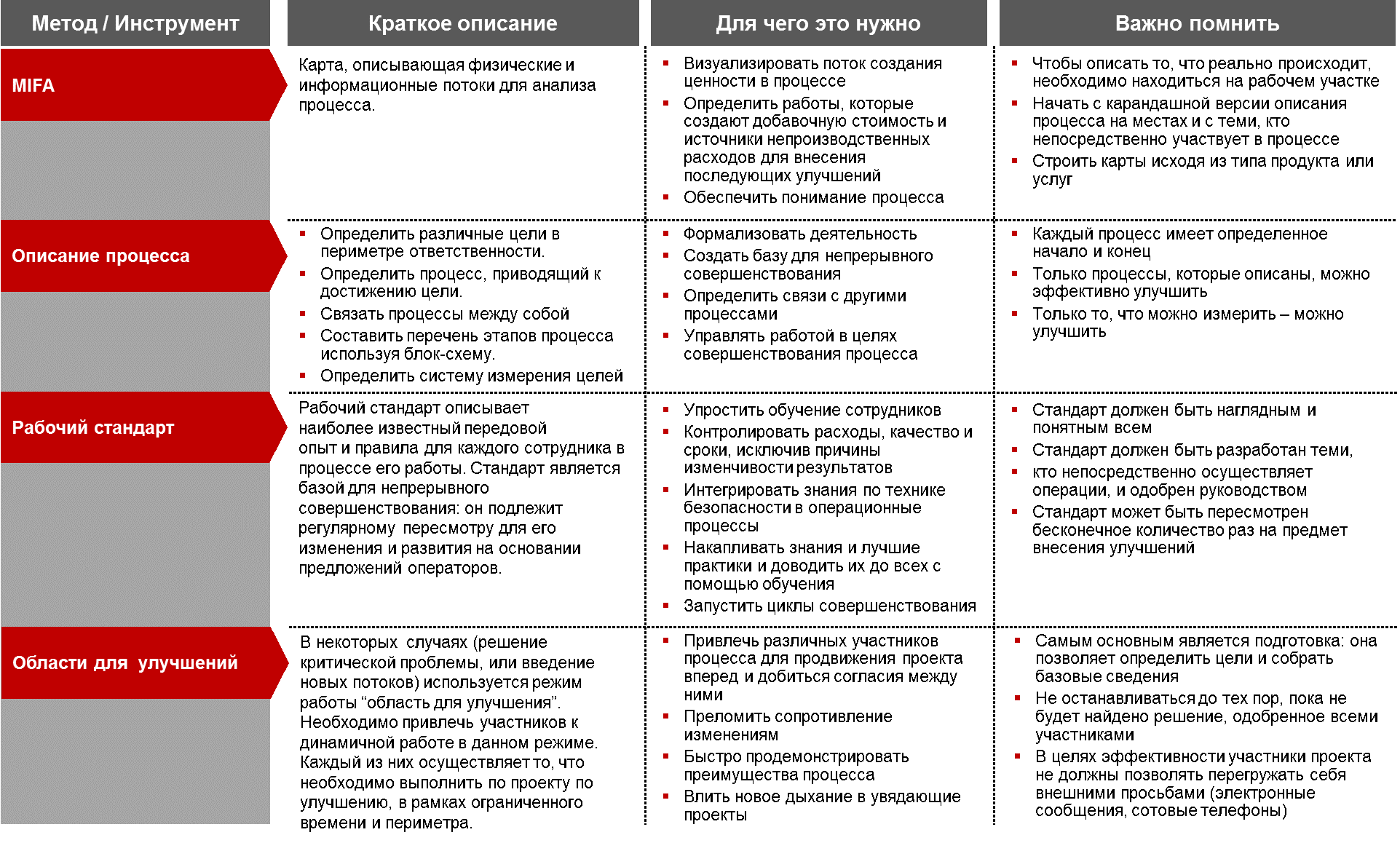
Рисунок 7. Инструменты и методы в области стандартизации и усовершенствования.
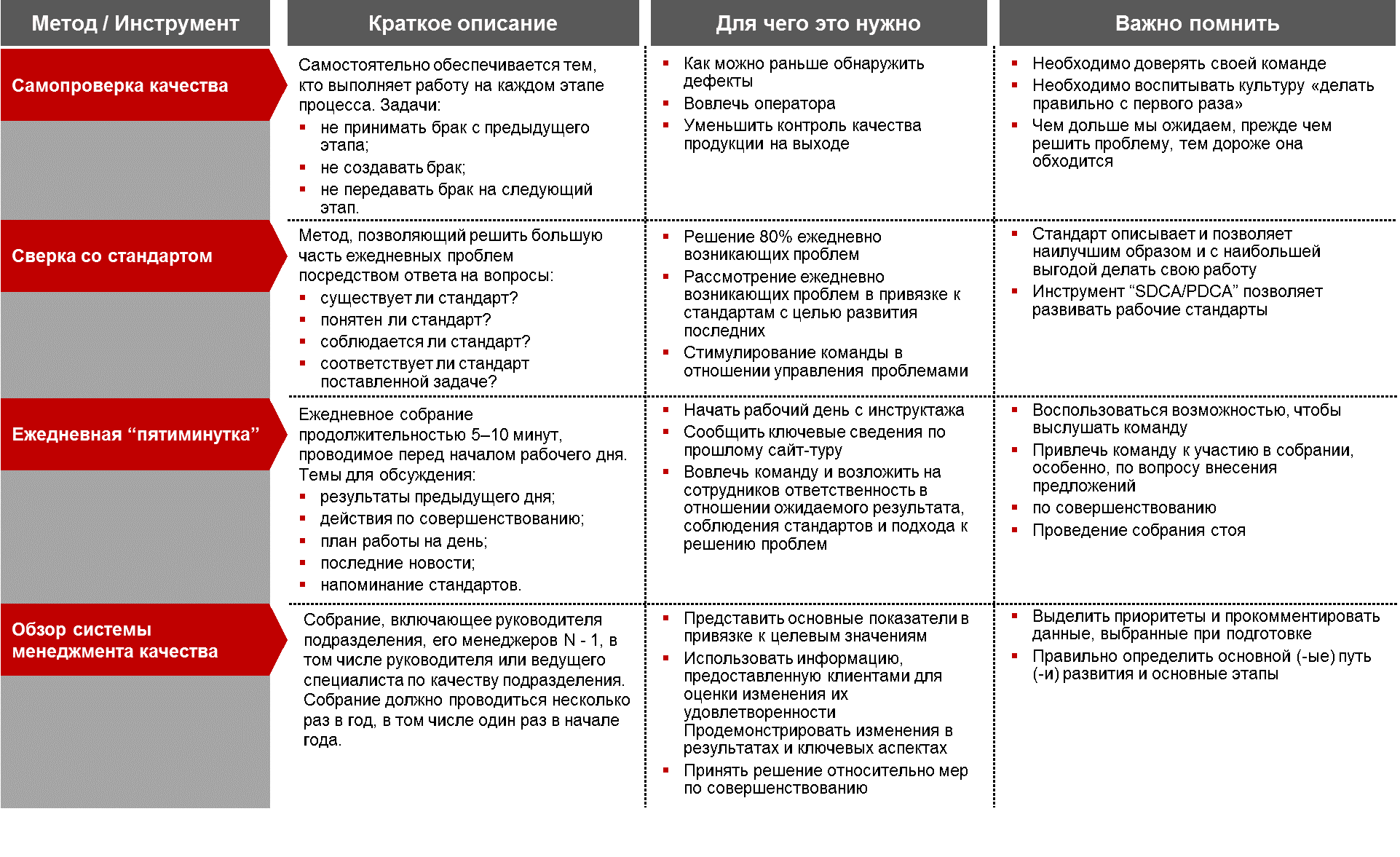
Рисунок 8. Некоторые инструменты и методы в областях «Качество продукта», «Управление рабочим участком», «Рабочий участок» и факты.
Выше были представлены основные инструменты и методы системы MTQ, к которым далее можно добавлять методики, конкретно подходящие различным компаниям.
Ниже можно познакомиться с выводами, которые следуют из материалов статьи:




