Что означает выражение на двигателе установлены мокрые гильзы
Гильзы цилиндров (сухие и мокрые).
Внутреннюю тщательно отполированную поверхность 2 (рис. 1, а) цилиндра называют зеркалом цилиндра. Точная обработка этой поверхности (ее овальность и конусность должны быть не более 0,02 мм) обеспечивает легкость движения поршня и плотное прилегание его к цилиндру.
Блок-картеры выполняются со вставными гильзами из легированных чугунов, обладающих большой износостойкостью и высокими механическими качествами. Применение вставных гильз позволяет увеличить срок службы блок-картера (путем замены изношенных гильз новыми) и упрощает его отливку.
Наибольший износ наблюдается в верхней части цилиндра, находящейся под воздействием высоких температур и коррозионного влияния отработавших газов. Для уменьшения износа в верхнюю часть цилиндров двигателей ГАЗ-52 и гильзы 7 (рис. 1, г) цилиндров двигателей 24Д, ГАЗ-53 и ЗИЛ-130 запрессованы короткие вставки 10, изготовленные из антикоррозионного (кислотоупорного) чугуна.
Цилиндры двигателей с воздушным охлаждением (Д-21А1 и Д-37Е) крепятся на шпильках к картеру и гильз не имеют.
У многих двигателей для повышения износостойкости внутреннюю поверхность гильз подвергают закалке на глубину 1,5—3 мм с нагревом токами высокой частоты.
Мокрую гильзу в гнездо блок-картера 8 (рис. 44, б и г) устанавливают так, чтобы предотвратить утечку жидкости из водяной рубашки в гильзу и поддон картера. Кроме того, гильзе должна быть обеспечена возможность изменения длины при нагревании и охлаждении. На рисунке 1, б показана установка мокрой гильзы цилиндра в блок-картер двигателя Д-240. Нижним пояском буртик 4 опирается на основание
Цилиндрической выемки в верхней плоскости блок-картера 8. На нижнем поясе блок-картера сделана кольцевая канавка, в которую закладывают уплотняющее резиновое кольцо 9. Это кольцо несколько выступает над поверхностью пояса блок-картера. При установке гильзы в блок-картер резиновое кольцо обжимается и, заполняя все пространство кольцевой канавки, создает надежное уплотнение между гильзой и блок-картером. Торец гильзы несколько выступает над верхней плоскостью блок-картера, что обеспечивает лучшее обжатие прокладки 6 и создает надежное уплотнение от прорыва газов из цилиндра. На верхней плоскости торца гильзы имеется узкий выступающий поясок.
Усилия от затяжки шпилек головки цилиндров передаются через этот поясок на основание цилиндрической выемки блок-картера, в результате чего уменьшается деформация гильзы. После установки гильзы цилиндрические поверхности ее буртика 4 и выемки на верхней плоскости блок-картера не должны соприкасаться.
В двигателе 24Д (рис. 1, г) гильза цилиндра не имеет верхнего опорного буртика, а между основанием нижнего выступа блок-картера
И опорной поверхностью нижнего буртика гильзы цилиндра устанавливается медная кольцевая прокладка 11.

Рис. 1. Гильзы цилиндров:
А — гильза цилиндра двигателя Д-240: б — установка мокрой гильзы цилиндра двигателя Д-240 в блок-картер; в — установка сухой гильзы цилиндра в блок-картере; г — установка мокрой гильзы цилиндра двигателя 24Д в блок-картер; 1 и 3 — установочные пояса гильзы; 2 — зеркало гильзы цилиндра; 4 —буртик; 5 — водяная рубашка блок-картера; 6 — прокладка головки цилиндров: 7— гильза цилиндра; 8— блок-картер; 9 — уплотняющее резиновое кольцо; 10 — вставка; 11 — уплотняющая медная прокладка.
ООО » МоторИнтех «
Ремонт деталей двигателей
Тел.: 8 (495) 325-01-31, 8 (495) 785-81-37
ул.Кантемировская, 59А [схема проезда]
Специальное предложение
Выполняем срочно сварочные работы:
— ГБЦ
— Блоки цилиндров
— Корпуса трансмиссий
— Поддоны
— Прочие некрупные детали
Алюминий, титан, нержавейка, сталь. Пн-пт. Без выезда.
Новости
Теперь у нас в компании вы можете преобрести восстановленые детали двигателей. Информацию о наличии и стоимости деталей вы можете узнать в перечне восстановленных деталей.
[Перечень восстановленых деталей]
Ультразвуковая ванна УЗВ-2ДН для мойки деталей размером:
Автозапчасти и комплектующие
Услуга от компании ООО «МоторИнтех» Автозапчасти и комплектующие для вашего автомобиля в наличии и на заказ.
Телефоны: 8 (495) 325 0131, 8 (495) 785 8137 (многоканальный)
Правила оказания услуг
Правила оказания услуг (выполнения работ) по восстановлению деталей и узлов двигателей ООО «МоторИнтех»
Вопросы и ответы
Ознакомтесь с нашим F.A.Q.
Ответы на часто задаваемые вопросы.
Есть вопросы? Задавайте!
Если у Вас возникли вопросы
Вы можете отправить письмо.
Блоки цилиндров с «мокрыми» гильзами
Речь здесь пойдет о блоках цилиндров, в которых гильзы цилиндров непосредственно омываются охлаждающей жидкостью (отсюда и название – «мокрые» гильзы). Снизу такая гильза уплотняется по блоку цилиндров, а сверху – по головке блока цилиндров. Так как гильза вставляется в блок цилиндров свободно, то жесткость и герметичность всей конструкции обеспечивается только при затяжке головки блока и только в том случае, если гильза имеет гарантированное выступание над поверхностью блока. В свое время такая конструкция была распространена повсеместно, затем производители к ней охладели, так как не удавалось добиться необходимой компактности и жесткости блока цилиндров двигателя (сейчас проблему решают за счет уменьшения высоты рубашки охлаждения и толщины стенки гильз). Но, тем не менее, и в наше время таких двигателей немало – «Шкода», «Ровер» (в т.ч. «Ленд Ровер»), «КИА» и т.д. Более того, существуют тюнинговые варианты (и в Америке продаются соответствующие комплекты) перехода на конструкцию с «мокрыми» гильзами для «Хонды» и «Субару», а «Мерседес» использует «мокрые» гильзы на новейших легковых дизелях V8.
На 1-ом этапе производятся тщательные измерения высоты гильз и того, насколько они утоплены в блок цилиндров (см. Фото 1). После этого подвариваются дефектные участки посадочных поверхностей в блоке (см. Фото 4 и 5).
На 2-м этапе индивидуально (с учетом высоты гильз) подчищаются посадочные поверхности под гильзы (см. Фото 6 и 7). Затем фрезеруется поверхность блока цилиндров (см. Фото 8). На Фото 9 блок цилиндров обработан под гильзы и отфрезерован.
3-й этап – контрольная сборка с проверкой выступания гильз (если необходимо – с ручной подгонкой) (см. Фото 10). На Фото 11 блок цилиндров готов – обеспечено полное прилегание гильз по посадочным поверхностям и одинаковое и равномерное выступание гильз над поверхностью блока.
Что такое мокрая гильза цилиндра двигателя
ООО » МоторИнтех «
Ремонт деталей двигателей
Тел.: 8 (495) 325-01-31, 8 (495) 785-81-37
ул.Кантемировская, 59А [схема проезда]
Специальное предложение
Выполняем срочно сварочные работы:
— ГБЦ
— Блоки цилиндров
— Корпуса трансмиссий
— Поддоны
— Прочие некрупные детали
Алюминий, титан, нержавейка, сталь. Пн-пт. Без выезда.
Новости
Теперь у нас в компании вы можете преобрести восстановленые детали двигателей. Информацию о наличии и стоимости деталей вы можете узнать в перечне восстановленных деталей.
[Перечень восстановленых деталей]
Ультразвуковая ванна УЗВ-2ДН для мойки деталей размером:
— Высота — 500мм
— Ширина — 450мм
— Длина — 850мм
Автозапчасти и комплектующие
Услуга от компании ООО «МоторИнтех» Автозапчасти и комплектующие для вашего автомобиля в наличии и на заказ.
Телефоны: 8 (495) 325 0131, 8 (495) 785 8137 (многоканальный)
Правила оказания услуг
Правила оказания услуг (выполнения работ) по восстановлению деталей и узлов двигателей ООО «МоторИнтех»
Вопросы и ответы
Ознакомтесь с нашим F.A.Q.
Ответы на часто задаваемые вопросы.
Есть вопросы? Задавайте!
Если у Вас возникли вопросы
Вы можете отправить письмо.
Блоки цилиндров с «мокрыми» гильзами
Речь здесь пойдет о блоках цилиндров, в которых гильзы цилиндров непосредственно омываются охлаждающей жидкостью (отсюда и название – «мокрые» гильзы). Снизу такая гильза уплотняется по блоку цилиндров, а сверху – по головке блока цилиндров. Так как гильза вставляется в блок цилиндров свободно, то жесткость и герметичность всей конструкции обеспечивается только при затяжке головки блока и только в том случае, если гильза имеет гарантированное выступание над поверхностью блока. В свое время такая конструкция была распространена повсеместно, затем производители к ней охладели, так как не удавалось добиться необходимой компактности и жесткости блока цилиндров двигателя (сейчас проблему решают за счет уменьшения высоты рубашки охлаждения и толщины стенки гильз). Но, тем не менее, и в наше время таких двигателей немало – «Шкода», «Ровер» (в т.ч. «Ленд Ровер»), «КИА» и т.д. Более того, существуют тюнинговые варианты (и в Америке продаются соответствующие комплекты) перехода на конструкцию с «мокрыми» гильзами для «Хонды» и «Субару», а «Мерседес» использует «мокрые» гильзы на новейших легковых дизелях V8.
На 1-ом этапе производятся тщательные измерения высоты гильз и того, насколько они утоплены в блок цилиндров (см. Фото 1). После этого подвариваются дефектные участки посадочных поверхностей в блоке (см. Фото 4 и 5).
На 2-м этапе индивидуально (с учетом высоты гильз) подчищаются посадочные поверхности под гильзы (см. Фото 6 и 7). Затем фрезеруется поверхность блока цилиндров (см. Фото 8). На Фото 9 блок цилиндров обработан под гильзы и отфрезерован.
3-й этап – контрольная сборка с проверкой выступания гильз (если необходимо – с ручной подгонкой) (см. Фото 10). На Фото 11 блок цилиндров готов – обеспечено полное прилегание гильз по посадочным поверхностям и одинаковое и равномерное выступание гильз над поверхностью блока.
Что такое мокрая гильза цилиндра двигателя
Гильзы цилиндров (сухие и мокрые).
Внутреннюю тщательно отполированную поверхность 2 (рис. 1, а) цилиндра называют зеркалом цилиндра. Точная обработка этой поверхности (ее овальность и конусность должны быть не более 0,02 мм) обеспечивает легкость движения поршня и плотное прилегание его к цилиндру.
Блок-картеры выполняются со вставными гильзами из легированных чугунов, обладающих большой износостойкостью и высокими механическими качествами. Применение вставных гильз позволяет увеличить срок службы блок-картера (путем замены изношенных гильз новыми) и упрощает его отливку.
Наибольший износ наблюдается в верхней части цилиндра, находящейся под воздействием высоких температур и коррозионного влияния отработавших газов. Для уменьшения износа в верхнюю часть цилиндров двигателей ГАЗ-52 и гильзы 7 (рис. 1, г) цилиндров двигателей 24Д, ГАЗ-53 и ЗИЛ-130 запрессованы короткие вставки 10, изготовленные из антикоррозионного (кислотоупорного) чугуна.
Цилиндры двигателей с воздушным охлаждением (Д-21А1 и Д-37Е) крепятся на шпильках к картеру и гильз не имеют.
У многих двигателей для повышения износостойкости внутреннюю поверхность гильз подвергают закалке на глубину 1,5—3 мм с нагревом токами высокой частоты.
Мокрую гильзу в гнездо блок-картера 8 (рис. 44, б и г) устанавливают так, чтобы предотвратить утечку жидкости из водяной рубашки в гильзу и поддон картера. Кроме того, гильзе должна быть обеспечена возможность изменения длины при нагревании и охлаждении. На рисунке 1, б показана установка мокрой гильзы цилиндра в блок-картер двигателя Д-240. Нижним пояском буртик 4 опирается на основание
Цилиндрической выемки в верхней плоскости блок-картера 8. На нижнем поясе блок-картера сделана кольцевая канавка, в которую закладывают уплотняющее резиновое кольцо 9. Это кольцо несколько выступает над поверхностью пояса блок-картера. При установке гильзы в блок-картер резиновое кольцо обжимается и, заполняя все пространство кольцевой канавки, создает надежное уплотнение между гильзой и блок-картером. Торец гильзы несколько выступает над верхней плоскостью блок-картера, что обеспечивает лучшее обжатие прокладки 6 и создает надежное уплотнение от прорыва газов из цилиндра. На верхней плоскости торца гильзы имеется узкий выступающий поясок.
Усилия от затяжки шпилек головки цилиндров передаются через этот поясок на основание цилиндрической выемки блок-картера, в результате чего уменьшается деформация гильзы. После установки гильзы цилиндрические поверхности ее буртика 4 и выемки на верхней плоскости блок-картера не должны соприкасаться.
В двигателе 24Д (рис. 1, г) гильза цилиндра не имеет верхнего опорного буртика, а между основанием нижнего выступа блок-картера
И опорной поверхностью нижнего буртика гильзы цилиндра устанавливается медная кольцевая прокладка 11.
Рис. 1. Гильзы цилиндров:
А — гильза цилиндра двигателя Д-240: б — установка мокрой гильзы цилиндра двигателя Д-240 в блок-картер; в — установка сухой гильзы цилиндра в блок-картере; г — установка мокрой гильзы цилиндра двигателя 24Д в блок-картер; 1 и 3 — установочные пояса гильзы; 2 — зеркало гильзы цилиндра; 4 —буртик; 5 — водяная рубашка блок-картера; 6 — прокладка головки цилиндров: 7— гильза цилиндра; 8— блок-картер; 9 — уплотняющее резиновое кольцо; 10 — вставка; 11 — уплотняющая медная прокладка.
Гильзовка цилиндров: определение износа, выбор, замена + Видео
В рамках капитального ремонта обязательно проводится расточка блока двигателя. Если же внутренняя стенка или гильза цилиндра имеет значительные дефекты, не позволяющие устранить их обычным методом, проводится гильзование.

Необходимость процедуры
В процессе работы элементы двигателя испытывает большую нагрузку. Ведь внутри них постоянно трутся поршни. Даже самая прочная сталь со временем истирается от этого. Внутренняя поверхность «родной» гильзы из круглой превращается в овальную. Это вызывает люфт поршневых колец, которые уже прилегают не так плотно. Отработавшиеся газы и топливная смесь проникают в картер. Мощность ДВС сразу же падает, увеличивается потребление масла.
Овализация устраняется расточкой, гнёздам возвращают изначальную геометрию путём стачивания внутреннего диаметра специальным станком. Однако, если толщина полости слишком мала или есть повреждения, это не помогает. Приходится вставлять новую готовую гильзу цилиндра ДВС.
Обычно такое происходит после:
На внутренних полостях образуются каверны, неровности, задиры. Расточка возможна только при дефектах малой степени. Дальше помогает только установка вставок (диаметр гильзы цилиндра нужного размера) или общая замена гильзы блока цилиндров.
Применение съёмных втулок дало новую «жизнь» блоку ДВС. Его теперь стало возможно обновлять неограниченное количество раз. Без гильзы цилиндров автомобильного двигателя капитальный ремонт проводился бы только расточкой, которую допустимо делать не более 3-4 раз.
Отличие мокрой гильзы от сухой
Мокрые втулки непосредственно соприкасаются с антифризом, обеспечивая лучший отвод тепла. Большое распространение они получили на шведских Volvo, французских Renault, старых отечественных автомобилях, грузовиках, тракторах из-за того что просты в установке, ремонте. Такие элементы оснащаются уплотнительными манжетами во избежание прорыва газов в картер и систему охлаждения. Основное преимущество — не нужно даже снимать двигатель с шасси, когда наблюдается износ гильз цилиндров. Мокрые элементы получают из специального серого чугуна с легирующими добавками (хром, марганец, кремний).
Сухие втулки запрессованы в тело БЦ, охлаждающей жидкостью не омываются. Используется почти на всех иномарках, оснащённых алюминиевым двигателем — Honda, Land Rover, Audi, Volkswagen. В гнёзда такого мотора заправляют сухие гильзы блока цилиндров, увеличивающие ресурс и повышающие ремонтопригодность. Наружную поверхность такого элемента разрешено шлифовать, что даёт возможность добиться оптимальной плотности прилегания.
простота ремонта, лучше отводят тепло
меньшая жёсткость картера двигателя
высокая жёсткость картера
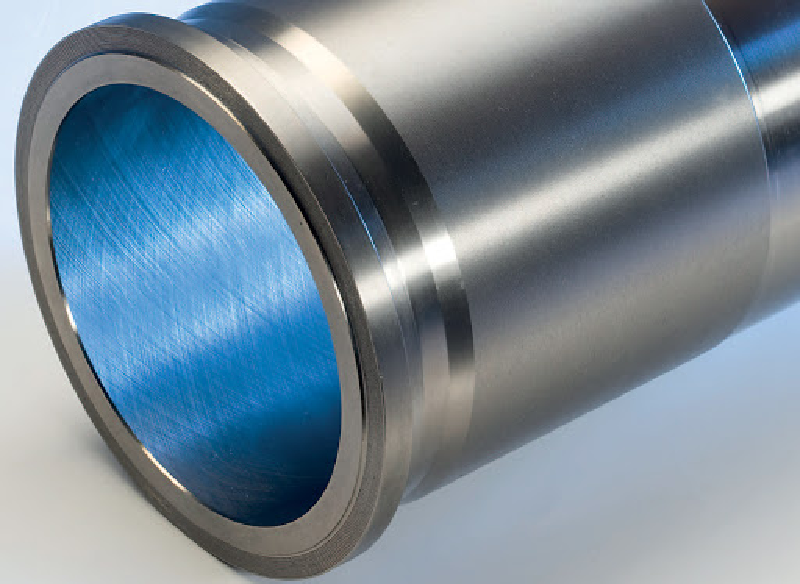
Фосфатированные гильзы
В целях увеличения эффективности и снижения коэффициента трения, внутренние поверхности гильзы цилиндров покрывают фосфатом. Создаётся 3 мкм химическая плёнка нерастворимого вещества, предохраняющего металл от коррозии и создающая высокие антифрикционные свойства.
Фосфатная плёнка — современная разработка, увеличивающая степень поглощения масла вдвое. Для сравнения: фосфатированные гильзы, помещённые в коррозионную камеру, ржавели от 3-процентного хлорида натрия лишь через 2-е суток, тогда как необработанные — уже через 10 минут!
Выбор, определение размеров новых гильз
Перед тем, как подбирать съёмные вставки, изучают строение блока определённого двигателя. На данный момент БЦ бывают всего двух типов — линейные (рядные) и V-образные. Кроме того, они выходят с разным количеством рядов и расположений клапанов (верхнее, нижнее). Толщина стенок и другие особенности тоже имеют значение.
Внутренний диаметр гнезда замеряют микрометрическим нутрометром. Затем втулки подбираются, согласно таблице. Вот на гильзы цилиндров размеры, которые указываются в паспорте самими изготовителями.
Автомобиль и модель двигателя
Номинальный ремонтный размер
1 ремонтный размер
2 ремонтный размер
3 ремонтный размер
Видео: гильзовка блока Митсубиси
Мастер описывает процесс гильзования на примере легендарного мотора Mitsubishi 4G69. Втулки он ставит готовые от Мерседеса — 026240-00. Запрессовка проводится специальным оборудованием.
Инструкция: гильзовка блока
Гильза блока цилиндров — это внутренняя оболочка или съёмная металлическая вставка, в которой уже непосредственно перемещается поршень двигателя. Ремонт необязательно проводится с обновлением всех втулок. Они прежде замеряются, после чего специалист выносит решение о замене гильзы цилиндров.
Процедура на мокрых втулках осуществляется так — старая деталь вытягивается, на её место ставится новая. Сухие детали меняются двумя способами: холодным и горячим. Метод термической обработки считается наиболее качественным, так как втулка обрабатывается антиконденсатным составом, а блок нагревается. Новая деталь предварительно окунается в жидкий азот, после чего вставляется в гнездо.
Для вытаскивания старых элементов желательно использовать съёмник гильз цилиндров.

Таким образом, процедура состоит из нескольких этапов:
Обычно гильзовке сопутствует расточка и хонингование. Соблюдается правильная геометрия гнёзд под новые ремонтные втулки. Если поверхность гнезда не шлифуется, неправильный эллипс передастся впоследствии направляющей вставке. Это влечёт за собой повреждение поршней со всеми вытекающими последствиями. Шлифуют не только цилиндр, но и рабочую (внутреннюю) поверхность гильз. Это делается в целях плотной посадки детали в гнездо.
Ремонтная гильза цилиндра двигателя должна отвечать следующим требованиям:
Если готовых гильз нет, они делаются в специальных заготовках. Как правило, для этого используют специальный антифрикционный чугун, полученный центробежным литьём. Такой способ даёт оптимальный результат по соотношению цена/качество. Что-то одно должно быть мягче или твёрже в паре трения.
Разница между чугунным и алюминиевым БЦ
Следует понимать разницу между чугунным и алюминиевым БЦ. Обычная цельная деталь КШМ двигателя, отлитая из чугуна, проблем с гильзованием не имеет. Хотя штатно в таких моторах стальные втулки устанавливаются редко, это успешно проводится вне правил заводского регламента.
Алюминиевые двигатели чаще снабжаются гильзой с завода. Они реже встречаются цельнолитыми. Но штатные втулки для литейного алюминиевого корпуса стоят дорого. Примерная цена гильзы цилиндров — 150 долларов. Это не столь заметно, когда нужно отремонтировать одно гнездо, но получается экономически нецелесообразным при полном восстановление гильз цилиндров.
Единственный оправданный способ — установка чугунных направляющих. Это успешно практикуется мотористами на территории стран бывшего СССР. Главное условие — обеспечить правильный натяг между втулкой и блоком. Перед установкой деталей также крайне важно провести грамотные комплексные замеры, подобрать тепловые зазоры и обеспечить необходимый отвод тепла.

Производятся также блоки из алюминия, не рассчитанные на установку ремонтных поршней. Вернее говоря, изготовитель для них не выпускает ремонтных деталей. Но и такие блоки ремонтируются. Как правило, здесь используют посадочный поясок или специальное нагаросъёмное кольцо гильзы цилиндра.
Нюансы проведения
Гильзование — процесс крайне сложный. Здесь важно просчитывать заранее и учитывать важные тонкости.
Отдельно стоит обратить внимание на вставки для моторов, использующих воздушное охлаждение. Устанавливаются цилиндры здесь по отдельности, так как сформировать блок невозможно — элементы должны охлаждаться. Поэтому и гильзы для них выполнены по примеру мотоциклетных, снабжены рёбрами охлаждения.
К картеру втулки фиксируются через медные прокладки и анкерные шпильки, проходящие сквозь головку БЦ или блока цилиндров. Сама ГБЦ ложится на эти шпильки, затягивается стандартно. Таким образом, цилиндры воздушного ДВС надёжно прижимаются, обеспечивается герметизация. Что касается материала вставок для систем воздушного охлаждения, то это монометалл или биметалл. Сами цилиндры бывают чугунными, стальными или сплавными.
Никасиловое покрытие
Цилиндры, покрытые никасилом или галникалом, расточке не подвергают (галникал — аналог никасила). Такие блоки производятся немецкими компаниями Kolbenschmidt и Mahle для автомобилей БМВ с двигателями M52B20, M52B23, M52B28 и других. А ещё некоторые силовые установки автомобилей Ford, Honda, Toyota, Mazda, Opel. Преимущество технологии — снижение веса, более стабильный температурный режим.
Вообще, принято считать, что ремонт гильзы цилиндра «одноразового» двигателя невозможен. Лишь менять шорт-блок или мотор, блок в сборе. С другой стороны BMW спокойно перешёл на чугунные залитые гильзы. Его примеру последовали и другие производители.

Примерная стоимость замены и сроки в автосервисах
Гильзование проводится на стационарном оборудовании, которое есть в крупных автосервисах. Здесь же работают квалифицированные автомеханики, умеющие выносить грамотные решения. На месте удастся купить гильзу цилиндра.
Примерные цены на гильзование (рубли), в зависимости от модели автомобиля:
Отдельно стоит услуга изготовления втулок. Для отечественных машин и иномарок это стоит одинаково (2000 рублей). Также порознь считается цена подгонки мокрых вставок по высоте и работы по герметизации. А ещё в сервисах дополнительно проводится дефектация гильз цилиндров.
Преимущества ремонта или восстановления гильзы неоспоримы. Это возможность неплохо сэкономить на капитальном ремонте, ведь новый блок цилиндров — большие деньги. Кроме того, БЦ является номерной деталью силового агрегата. Установка нового по закону требует разрешения. А в нашей стране это занимает много времени, так как не устранены ещё ошибки бюрократического аппарата.
Гильзовка цилиндров: определение износа, выбор, замена + Видео
Необходимость процедуры
В процессе работы элементы двигателя испытывает большую нагрузку. Ведь внутри них постоянно трутся поршни. Даже самая прочная сталь со временем истирается от этого. Внутренняя поверхность «родной» гильзы из круглой превращается в овальную. Это вызывает люфт поршневых колец, которые уже прилегают не так плотно. Отработавшиеся газы и топливная смесь проникают в картер. Мощность ДВС сразу же падает, увеличивается потребление масла.
Овализация устраняется расточкой, гнёздам возвращают изначальную геометрию путём стачивания внутреннего диаметра специальным станком. Однако, если толщина полости слишком мала или есть повреждения, это не помогает. Приходится вставлять новую готовую гильзу цилиндра ДВС.
Обычно такое происходит после:
На внутренних полостях образуются каверны, неровности, задиры. Расточка возможна только при дефектах малой степени. Дальше помогает только установка вставок (диаметр гильзы цилиндра нужного размера) или общая замена гильзы блока цилиндров.
Применение съёмных втулок дало новую «жизнь» блоку ДВС. Его теперь стало возможно обновлять неограниченное количество раз. Без гильзы цилиндров автомобильного двигателя капитальный ремонт проводился бы только расточкой, которую допустимо делать не более 3-4 раз.

Примерная стоимость замены и сроки в автосервисах
Гильзование проводится на стационарном оборудовании, которое есть в крупных автосервисах. Здесь же работают квалифицированные автомеханики, умеющие выносить грамотные решения. На месте удастся купить гильзу цилиндра.
Примерные цены на гильзование (рубли), в зависимости от модели автомобиля:
Отдельно стоит услуга изготовления втулок. Для отечественных машин и иномарок это стоит одинаково (2000 рублей). Также порознь считается цена подгонки мокрых вставок по высоте и работы по герметизации. А ещё в сервисах дополнительно проводится дефектация гильз цилиндров.
Преимущества ремонта или восстановления гильзы неоспоримы. Это возможность неплохо сэкономить на капитальном ремонте, ведь новый блок цилиндров — большие деньги. Кроме того, БЦ является номерной деталью силового агрегата. Установка нового по закону требует разрешения. А в нашей стране это занимает много времени, так как не устранены ещё ошибки бюрократического аппарата.
Закалка гильз
Закалка гильз, проводимая токами высокой частоты (ТВЧ), позволяет получить рабочую поверхность, упрочнённую на глубину до 2,5 мм (ЯМЗ – 1,0-2,5), (КамАЗ–1,0 мм). Её твёрдость после закалки ТВЧ достигает 38-48 НRС в зависимости от различных факторов. Удельный износ таких гильз составляет в зависимости от условий эксплуатации автомобиля 0,5-2,0 мкм/1000 км. Достаточная глубина закалённого слоя позволяет производить перешлифовку гильз под ремонтные размеры, что увеличивает ресурс её работы.
Однакопри закалке рабочей поверхности гильз ТВЧсуществует большая вероятность геометрической деформации, образования трещин на закаливаемой поверхности, получения неоднородной твёрдости как по окружности, так и по высоте, неоднородности структуры (наличие обособленных микроучастков структурно-свободного феррита в структуре закалённого слоя и т.п.), что является причиной повышенного износа гильз цилиндров. Для предотвращения этих нежелательных дефектов исследователи подбирают оптимальные режимы закалки (время нагрева под закалку, наличие подогрева перед закалкой, интенсивность наружного и (или) внутреннего охлаждения и т.д.) для каждого определённого химического состава чугуна.
Применение в качестве теплового источника лазерабольшой мощности позволяет устранить названные для закалки ТВЧ недостатки за счёт управляемого подвода теплоты, при котором не требуется подача охлаждающей среды для закалки нагретой зоны, так как мартенситное затвердевание происходит вследствие самозакалки. Максимальная глубина мартенситной структуры при лазерной закалке может достигать 1,5 мм практически для всех применяемых марок чугуна. Испытания показали, что гильзы, упрочнённые лазерным лучом, имеют износостойкость и твёрдость рабочей поверхности большую или равную азотированным, гильзам с нирезистовой вставкой и упрочнённым ТВЧ.
Следует отметить, при обработке лазерным излучением графит, находящийся на рабочей поверхности гильзы цилиндра, выгорает под действием высоких температур, что приводит к увеличению шероховатости поверхности и ряду других отрицательных при работе детали последствий. Также необходимо дорогое оборудование для проведения лазерной закалки.
Из выше изложенного следует, что методы упрочнения рабочей поверхности гильз цилиндров как широко распространённые, так и альтернативные, должны в результате воздействия на неё устранять недостатки, вызванные литейным процессом и, в зависимости от назначения и химического состава, придавать детали качества, необходимые для обеспечения ресурса работы двигателя. Однако, как видно из обзора источников наработки двигателей до отправки в капитальный ремонт, в том числе с указанными методами упрочнения, в реальных условиях эксплуатации существенно ниже нормативных. Таким образом, поиск новых способов и методов упрочнения рабочей поверхности гильзы цилиндров для нынешнего состояния автомобильного двигателестроения является объективной необходимостью.
Датчик абсолютного давления
Состояние датчика абсолютного давления заметно сказывается на стабильности работы двигателя TU1, т.к. именно по показаниям этого сенсора блок управления формирует состав топливовоздушной смеси. Если ДАД сильно загрязнен масляным налётом, то двигатель глохнет после холодного запуска. Этот датчик легко снимается и чистится подходящим аэрозолем типа очистителя карбюратора. Также стоит осматривать состояние пинов в разъеме датчика и чистить при необходимости.
Выбрать и купить датчик абсолютного давления (ДАД, MAP-сенсор) вы можете в нашем каталоге контрактных запчастей.
Отличие мокрой гильзы от сухой
Мокрые втулки непосредственно соприкасаются с антифризом, обеспечивая лучший отвод тепла. Большое распространение они получили на шведских Volvo, французских Renault, старых отечественных автомобилях, грузовиках, тракторах из-за того что просты в установке, ремонте. Такие элементы оснащаются уплотнительными манжетами во избежание прорыва газов в картер и систему охлаждения. Основное преимущество — не нужно даже снимать двигатель с шасси, когда наблюдается износ гильз цилиндров. Мокрые элементы получают из специального серого чугуна с легирующими добавками (хром, марганец, кремний).
Сухие втулки запрессованы в тело БЦ, охлаждающей жидкостью не омываются. Используется почти на всех иномарках, оснащённых алюминиевым двигателем — Honda, Land Rover, Audi, Volkswagen. В гнёзда такого мотора заправляют сухие гильзы блока цилиндров, увеличивающие ресурс и повышающие ремонтопригодность. Наружную поверхность такого элемента разрешено шлифовать, что даёт возможность добиться оптимальной плотности прилегания.
| Направляющие втулки | Плюсы | Минусы |
| Мокрая гильза | простота ремонта, лучше отводят тепло | меньшая жёсткость картера двигателя |
| Сухая гильза | высокая жёсткость картера | хуже отводят тепло |
Разница между чугунным и алюминиевым БЦ
Следует понимать разницу между чугунным и алюминиевым БЦ. Обычная цельная деталь КШМ двигателя, отлитая из чугуна, проблем с гильзованием не имеет. Хотя штатно в таких моторах стальные втулки устанавливаются редко, это успешно проводится вне правил заводского регламента.
Алюминиевые двигатели чаще снабжаются гильзой с завода. Они реже встречаются цельнолитыми. Но штатные втулки для литейного алюминиевого корпуса стоят дорого. Примерная цена гильзы цилиндров — 150 долларов. Это не столь заметно, когда нужно отремонтировать одно гнездо, но получается экономически нецелесообразным при полном восстановление гильз цилиндров.
Единственный оправданный способ — установка чугунных направляющих. Это успешно практикуется мотористами на территории стран бывшего СССР. Главное условие — обеспечить правильный натяг между втулкой и блоком. Перед установкой деталей также крайне важно провести грамотные комплексные замеры, подобрать тепловые зазоры и обеспечить необходимый отвод тепла.
Производятся также блоки из алюминия, не рассчитанные на установку ремонтных поршней. Вернее говоря, изготовитель для них не выпускает ремонтных деталей. Но и такие блоки ремонтируются. Как правило, здесь используют посадочный поясок или специальное нагаросъёмное кольцо гильзы цилиндра.
Фосфатированные гильзы
В целях увеличения эффективности и снижения коэффициента трения, внутренние поверхности гильзы цилиндров покрывают фосфатом. Создаётся 3 мкм химическая плёнка нерастворимого вещества, предохраняющего металл от коррозии и создающая высокие антифрикционные свойства.
Фосфатная плёнка — современная разработка, увеличивающая степень поглощения масла вдвое. Для сравнения: фосфатированные гильзы, помещённые в коррозионную камеру, ржавели от 3-процентного хлорида натрия лишь через 2-е суток, тогда как необработанные — уже через 10 минут!
Буртик гильзы и седло буртика — как кастрюля и крышка
В блоке цилиндров двигателя имеется округлое гладкое углубление, так называемое седло буртика. Оно аксиально фиксирует гильзу в блоке. Буртик должен сидеть точно в углублении таким образом, чтобы гильза полностью прилегала по всему периметру седла. Затем в блоке цилиндров устанавливается прокладка головки блока цилиндров. Уплотнение камеры сгорания (в прокладках старших поколений металлическая окантовка, в более современных металлических прокладках — профиль) должно при этом прилегать точно к верхней стороне седла буртика.
При затяжке болтов головка блока сильно прижимается к блоку цилиндров. При этом болты крепления головки блока и правила затяжки разработаны таким образом, что связь головки блока цилиндров с блоком выдерживает максимальное давление цикла вплоть до 200 бар. В результате через болты и прокладку передается гигантское усилие на седло буртика
Поэтому очень важно, чтобы усилие передавалось через прокладку на седло строго вертикально (на рис. 1 показан правильный монтаж)
В дальнейшем это поможет избежать обрыва бурта гильзы цилиндра.
| Только правильный монтаж гарантирует правильное распределение сил (рис. 1) | Посторонние частицы под седлом буртика — причина возникновения опасного изгибающего момента (рис. 2) |
Дроссельная заслонка
Дроссельная заслонка двигателя TU1 приводится тросиком, поэтому она оснащена датчиком положения и регулятором холостого хода. Как правило, никаких проблем с дроссельной заслонкой не происходит.
Ее стоит чистить хотя бы раз в 30 000 км, что может очень положительно отразиться на откликах мотора на акселератор и на стабильности его работы. Также нужно чистить регулятор холостого хода – его клапан и седло, которые довольно интенсивно засоряется сажей и масляным налётом.
В редких случаях может выйти из строя датчик положения дросселя из-за износа дорожек потенциометра. При этом двигатель также нестабильно держит холостой ход, появляются рывки при разгоне либо мотор не развивает полной мощности при полностью нажатом дросселе. Также двигатель может глохнуть при резком отпускании акселератора.
Датчик положения дросселя, а также регулятор холостого хода продаются отдельно, есть предложения как от китайских, так и от европейских производителей.
Выбрать и купить дроссельную заслонку для двигателя Citroёn или для двигателя Peugeot, вы можете в нашем каталоге контрактных запчастей.
Выбор, определение размеров новых гильз
Перед тем, как подбирать съёмные вставки, изучают строение блока определённого двигателя. На данный момент БЦ бывают всего двух типов — линейные (рядные) и V-образные. Кроме того, они выходят с разным количеством рядов и расположений клапанов (верхнее, нижнее). Толщина стенок и другие особенности тоже имеют значение.
Внутренний диаметр гнезда замеряют микрометрическим нутрометром. Затем втулки подбираются, согласно таблице. Вот на гильзы цилиндров размеры, которые указываются в паспорте самими изготовителями.
Блок дизелей типа М753 и М756.
Аргон должен соответствовать по своему качеству ГОСТ 10157—62. С давлением 0,5—0,25 кГ/см2 аргон подается через головку, снабженную вольфрамовым электродом. Головка охлаждается водой. Моноблок устанавливают в кантователь и опрессовывают водой с температурой 80—90° С при давлении 4 кГ/см2. Опрессовкой устанавливают места появления течи. Места с трещинами разделывают V-образно. Перед наплавкой и сваркой места, подлежащие исправлению, зачищают щетками, фрезами, шаберами и другими инструментами. Дополнительно эти места с некоторым запасом по площади обезжиривают уайт-спиритом или ацетоном. Моноблок подогревают паром и местным подогревом электронагревателями до температуры около 120° С. В процессе подогрева перед сваркой свободные отверстия выпускных и впускных клапанов и форсунки закрывают асбестом, а внутрь цилиндра в случае наплавки гнезд, клапанов вставляется защитная гильза из негорючего материала. Силу тока регулируют в пределах 220—240 а. По окончании сварки моноблок устанавливают в ящик для медленного охлаждения. Затем вынув из ящика, моноблок опрессовывают; наплавленные места механически обрабатывают. Механическую обработку гнезд под сменные седла клапанов производят фрезой на сверлильно-радиальном станке с таким расчетом, чтобы запрессованное гнездо было вровень с днищем цилиндра. Для· удобства обзора при фрезеровании станок снабжают системой зеркал. Можно устранить течь и другим способом. Так, форсуночное отверстие разделывают с 24 мм до 30—32 мм. Изготовляют сменную втулку с натягом 0,12—0,15 мм. Блок нагревают до температуры 90—110° С, а втулку охлаждают в камере до — 70° С. Затем втулку вставляют и наконец обваривают. Температура — 70° С создается смесью гидролизного спирта с газообразной углекислотой. Гильзу вместе с рубашкой опрессовывают на специальном приспособлении с закрытыми отверстиями для прохода воды. Посадочную часть гильзы смазывают ГЭН-150 и охлаждают в камере до 70° С, затем вставляют в подогретый блок и набивают сальник из резиновых 4 и стальных колец 5 с использованием цилиндрической оправки. Сальник прижимают гайкой 6.
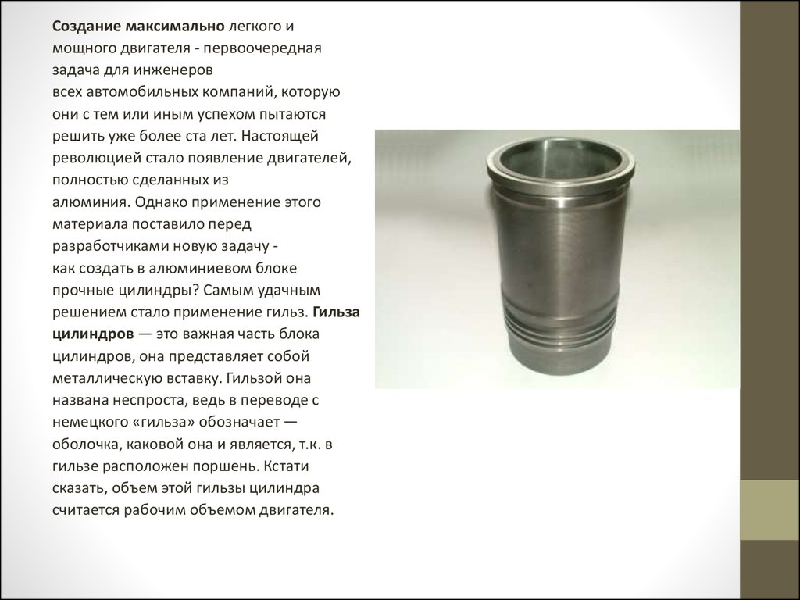
Какая она, гильза цилиндра
На современных легковых автомобилях применяются две группы гильз:
«мокрые» гильзы — данный тип гильз конструктивно соприкасается с охлаждающей жидкостью двигателя. Комплектуются уплотнительными прокладками для предотвращения попадания газов в охлаждающую жидкость и наоборот. Гильза цилиндра этой группы более ремонтопригодная.
«сухие» гильзы – гильза цилиндра данной группы в некоторых двигателях заливается в блок при изготовлении. Естественно, они не соприкасаются с охлаждающей жидкостью, отсюда и название.
Основными свойствами, которыми должна обладать гильза цилиндра, являются: износостойкость, прочность, высокая антикоррозийная устойчивость. Конструктивные особенности гильз должны обеспечивать надёжность уплотнений в местах стыка гильзы с ГБЦ и блоком цилиндров.
Форсунки
Форсунки двигателя TU1 обычно никаких хлопот не вызывают, но уплотнительные кольца к ним пользуются спросом. Помимо оригинального (198147) и не очень дешевого комплекта уплотнений предлагается немало заменителей, поэтому устранить утечки топлива или подсосы воздуха по форсункам можно устранить довольно бюджетно.
Также на автомобилях с этим двигателем форсунка, как правило первая, может погибнуть из-за протекания омывающей жидкости из трубки, расположенной на капоте над форсункой. Поэтому не стоит игнорировать утечку омывайки под капотом.
Выбрать и купить форсунки для двигателя Citroёn или для двигателя Peugeot, вы можете в нашем каталоге контрактных запчастей.
Инструкция: гильзовка блока
Гильза блока цилиндров — это внутренняя оболочка или съёмная металлическая вставка, в которой уже непосредственно перемещается поршень двигателя. Ремонт необязательно проводится с обновлением всех втулок. Они прежде замеряются, после чего специалист выносит решение о замене гильзы цилиндров.
Процедура на мокрых втулках осуществляется так — старая деталь вытягивается, на её место ставится новая. Сухие детали меняются двумя способами: холодным и горячим. Метод термической обработки считается наиболее качественным, так как втулка обрабатывается антиконденсатным составом, а блок нагревается. Новая деталь предварительно окунается в жидкий азот, после чего вставляется в гнездо.
Для вытаскивания старых элементов желательно использовать съёмник гильз цилиндров.
как снимают втулку
Таким образом, процедура состоит из нескольких этапов:
Обычно гильзовке сопутствует расточка и хонингование. Соблюдается правильная геометрия гнёзд под новые ремонтные втулки. Если поверхность гнезда не шлифуется, неправильный эллипс передастся впоследствии направляющей вставке. Это влечёт за собой повреждение поршней со всеми вытекающими последствиями. Шлифуют не только цилиндр, но и рабочую (внутреннюю) поверхность гильз. Это делается в целях плотной посадки детали в гнездо.
Ремонтная гильза цилиндра двигателя должна отвечать следующим требованиям:
Если готовых гильз нет, они делаются в специальных заготовках. Как правило, для этого используют специальный антифрикционный чугун, полученный центробежным литьём. Такой способ даёт оптимальный результат по соотношению цена/качество. Что-то одно должно быть мягче или твёрже в паре трения.
Тепловые зазоры клапанов
В приводе клапанов французского мотора TU1 отсутствуют гидрокомпенсаторы, а проверять и регулировать тепловые зазоры нужно каждые 90 000 км. Очень удобно совместить эту процедуру с заменой ремня ГРМ.
Зазоры регулируются по «японской схеме»: отвёрткой и гаечным ключом. Корректные зазоры впускных и выпускных клапанов составляют 0,2 и 0,4 мм ±0,05 мм.
Из-за неправильных тепловых зазоров двигатель может характерно стучать клапанами, а также хуже тянет. После регулировки мотор едет гораздо бодрее, а также работает тише.
Механическая обработка БЛОКА ЦИЛИНДРОВ
Блок цилиндров (БЦ) — это основная деталь двигателя внутреннего сгорания, которая объединяет между собой цилиндры двигателя в единую деталь, изготавливается литьем с последующей механической обработкой
Общий вид блока цилиндров
Опорная поверхность коленчатого вала БЦ («постель» коленчатого вала блока цилиндров) служит для монтажа вкладышей и коленчатого вала с сохранением требуемого масленого зазора.
Опорная нижняя плоскость блока цилиндров служит для установки поддона картера.
Опорная верхняя плоскость БЦ служит для установки головки блока цилиндров.
Цилиндры блока цилиндров служат для превращения возвратно-поступательного движения поршней и выполнения работы по передаче энергии взрыва топливно-воздушной смеси в камере сгорания, через шатуны во вращательное движение коленчатого вала.
Цилиндры БЦ могут быть цельнолитыми — «сухая гильза», где охлаждающая жидкость на прямую не контактирует со стенкой гильзы, или вставными — «мокрая гильза», где охлаждающая жидкость на прямую контактирует со стенкой гильзы.
Вокруг цилиндров БЦ расположены полости для циркуляции охлаждающей жидкости (тосол, антифриз) системы охлаждения — «водяная рубашка» блока цилиндров. Также в БЦ расположены масленые каналы, по которым в места смазки под давлением, создаваемым масленым насосом, подается моторное масло, обеспечивающее нормальную работу трущихся пар подшипников скольжения всего двигателя внутреннего сгорания.
БЦ изготавливают из чугуна или алюминиевого сплава. Долгое время единственным материалом для изготовления блоков цилиндров служил чугун. Этот материал относительно недорог, обладает высокой прочностью, износостойкостью, жесткостью, имеет хорошие литейные качества. Существенными недостатками чугуна являются его большой удельный вес и низкая теплопроводность.
Алюминиевые сплавы — это лёгкий (малый удельный вес) конструкционный материал, корозиционно устойчив, имеет хорошую обрабатываемость. По сравнению с чугуном, имеет в 3 раза выше коэффициент теплопроводности, в результате двигатель внутреннего сгорания нагревается быстрее и равномернее. Совокупность этих факторов дает возможность повышать КПД и экономичность двигателей внутреннего сгорания.
Алюминиевый сплав значительно уступает чугуну в жесткости и износостойкости. По этому блок цилиндров из алюминиевого сплава должен иметь особые конструктивные элементы повышающие его жесткость, а в качестве цилиндров обычно служат чугунные гильзы, которые заливаются в алюминиевый блок в процессе его изготовления. Цилиндры блоков из алюминиевых сплавов имеют так же современные покрытия. Поверхность цилиндров, из алюминиевого сплава, насыщают поверхностный слой кристаллами карбида кремния (Материал — алюсил, силумал), эта технологическая новинка имеет свою технологию перехода в ремонтный размер. Цилиндры из такого материала ремонтно пригодны. Также на цилиндры из алюминиевого сплава, наносят другими различными технологиями, износостойкие покрытия, которые имеют небольшую толщину слоя и в связи с этим не поддаются ремонту. Такие цилиндры имеют сложную схему ремонта при наличии конструктивных возможностей, а именно наличие достаточного расстояния между цилиндрами для установки гильз из чугуна.
В процессе работы, цилиндры БЦ подвергаются износу.
Износ цилиндров БЦ является следствием комплексного воздействия на стенки многочисленных физических, химических и других быстротекущих процессов, которые по характеру проявления разделяются на три основных вида износа:
— коррозионный— возникающий при всякого рода окислительных процессах на поверхностях трения;
— абразивный — вызывающий разрушение поверхностей трения при наличии между ними твердых абразивных частиц, в том числе и от продуктов износа механизмов двигателя внутреннего сгорания.
Изношенные детали двигателя внутреннего сгорания подлежат замене или ремонту. Ремонт с последующей механической обработкой, которая включает в себя: расточка цилиндров под хонинговальную операцию, расточка цилиндров под установку гильз цилиндров БЦ ( стандартных или нестандартных гильз), хонингование цилиндров БЦ, механическую обработку плоскости БЦ.
Расточка цилиндров БЦ под установку гильз.
Расточка цилиндров выполняется на расточных станках COMEC, производство Италия.
При расточке гильз цилиндров есть два способа базирования блока цилиндров:
Установка БЦ на параллели
Установка БЦ на приспособление типа «скалка»
Подготовка посадочного места гильзы цилиндра под под установку гильзы выполняется в зависимости от способа установки гильзы (см.пункт 3). Шероховатость поверхности цилиндров после расточки Ra=0,63мкм (шероховатость поверхности шлифовальной операции), обеспечивается специальными сменными режущими пластинами с радиусом при вершине 0,80мм;
Установка гильз цилиндров.
Выполняется установка чугунных гильз цилиндров, как стандартных, так и не стандартных установочных размеров в блоки цилиндров которые выполнены, как из алюминиевого сплава, так и из чугуна.
Используется 3 метода установки гильз цилиндров:
Установка гильз цилиндров
Расточка цилиндров БЦ под хонингование.
Расточка цилиндров выполняется с припуском под хонингование 0.08…0.10мм, этого припуска достаточно для удаления деформированного поверхностного слоя материала гильзы с неравномерной твердостью, сформированного при расточной операции, а также исправления погрешностей формы цилиндров.
Хонингование цилиндров БЦ.
Окончательная, финишная механическая обработка рабочей поверхности гильзы цилиндра осуществляется посредством хонингования на оборудовании фирмы COMEC производства Италия.
Хонингование цилиндров БЦ — это финишная обработка резанием, которая осуществляется алмазными брусками, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке.
При хонинговании совмещаются вращательное и возвратно-поступательное движения инструмента, благодаря чему создается характерная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
Хонингование дает возможность эффективно исправлять погрешности формы и поверхности цилиндров БЦ, таких как: конусность, седлообразность, бочкообразность, волнистость.
Нарушения геометрии цилиндров БЦ
При выполнении операции на оборудовании фирмы Rottler HP6A производства США мы получаем уникальные результаты: размер цилиндра, на установленной производителем длине цилиндра, выдерживается с точностью 0,005мм.
Шероховатость поверхности после хонингования выдерживается строго от вида топлива:
Шероховатость можно измерять с помощью специального инструмента — профилографа, которые помимо значений шероховатости Rz, Ra дает возможность посмотреть и напечатать диаграмму шероховатости поверхностей дефектуемого цилиндра. Помимо размера, геометрии, шероховатости цилиндра, важный параметр который контролируется — это угол хонинговальной сетки. Угол хонинговальной сетки находится в пределах 30..80° что соответствует рекомендациям ведущих производителей ДВС (Kolbenschmidt, Mahle) Мы выдерживаем и параметры угла задаваемые Заказчиками. Проверка угла осуществляется при помощи пленки-трафарета для измерения угла хонингования.
Финишный переход обработки цилиндра хонингованием это — кранцевание (плосковершинное хонингование). Это операция которая создаёт опорную поверхность для поршня и колец, снимая острые вершины микронеровностей, позволяет получить процент вскрытого шарообразного, пластинчатого графита, на поверхности чугунного цилиндра (гильзы цилиндра), не ниже — 20%, что соответствует качеству мировых лидеров производителей двигателей внутреннего сгорания.
Механическая обработка цилиндров (гильз цилиндров) выполненных из чугуна включает в себя восстановление следующих параметров:
Схема измерений диаметра цилиндра
Механическая обработка плоскости БЦ.
Механическая обработка плоскости БЦ выполняется на станках COMEC. Для специальной и карьерной техники работы выполняются на обрабатывающем центре.
Обработка выполняется резцом — твердосплавной пластиной которая закреплена на планшайбе. Главное движение — вращение режущего инструмента происходит параллельно плоскости разъема БЦ и подача идет вдоль плоскости БЦ обеспечивает точность выполнения не плоскостности до 0,010мм и шероховатость под любые виды прокладок заявленные Производителями ДВС.
Шероховатость поверхностей после обработки соответствует рекомендациям ведущих производителей прокладок и уплотнений, таких как: GOETZE, Elring, Payen.
Эволюция гильзовки на этапе производства двигателя
Основной причиной, по которой инженеры-конструкторы пришли к решению гильзовать двигатель, была настоятельная потребность снизить его вес. Это стало возможным в тот момент, когда для производства блока цилиндров стали применять не чугун, а алюминий.
Чугун для производства двигателя хорош своей недорогой себестоимостью и высокой прочностью, но его «минусы» слишком существенны:
Впервые алюминиевые гильзованные двигатели появились в тридцатых годах прошлого века. Устанавливались такие двигатели в основном на спортивные модели машин. В них в алюминиевый цилиндровый блок вставлялись чугунные гильзы «мокрого» типа.
В начале семидесятых годов на смену «мокрым» гильзам пришли «сухие». Это произошло благодаря появлению новых технологий запрессовки гильз из чугуна в мягкий алюминий. Но идеального результата всё равно не получилось – различные коэффициенты расширения металлов вследствие нагрева узла до рабочих температур приводили к появлению зазора между цилиндром и гильзой. С другой стороны, вес блока был существенно снижен, и это на фоне повышения жёсткости цилиндра.
Гильзовка алюминиевого блока цилиндров
Далее технология производства снова изменилась — от запрессовки гильз отказались, заменив её обратной операции: отливки блока вокруг самих гильз. Это открыло эпоху «одноразовых» моторов: согласно технической документации, извлечь вмонтированные таким образом гильзы для замены не представляется возможным, то есть, цилиндровый блок таких моделей официально считается непригодным для проведения ремонтных работ.
Способ устранения кавитационных разрушений гильз цилиндров привариванием стальной ленты.
Существует простой метод контактной приварки стальной ленты для устранения кавитационных разрушений гильзы цилиндров.
Для приваривания стальной ленты к поверхности гильзы используют установку 011-1-07. Стальная лента вырезается из стального листа толщиной 0,3 мм. Поврежденный участок гильзы должен быть перекрыт стальной лентой на 5-10 мм. Стальная лента приваривается одной сварной точкой к поверхности гильзы, так чтобы сварная точка была не дальше чем 1-2мм от края ленты. Нижнюю часть стальной ленты приваривают симметрично верхней одной точкой сваривания. Затем приваривают края ленты.
Для сварки рекомендуется применять широкие электроды в целях не разрушения гильзы.
Диаметр электродов 150 мм, ширина верхней рабочей части — 5 мм, нижней— 12 мм.
Когда стальная лента уже приварена, начинают шлифовать пояски гильзы до номинального размера. Для шлифования поясков гильзы цилиндров используют шлифовальный станок. Аккуратно устанавливаем гильзу цилиндров на шлифовальный станок, чтобы не возникало никаких деформаций гильзы. Обратите внимание, чтобы приваренный слой не выступал за поверхность посадочного пояска.
Принимаемся за восстановление внутренней поверхности гильз цилиндров. После проведения очистки, контроля и устранения кавитационных разрушений на наружной поверхности гильзы цилиндров, восстановления посадочных поясков необходимо обработать внутреннюю поверхность гильзы цилиндров под ремонтный размер, то есть увеличить внутренний диаметр гильзы цилиндра на 0,5-0,7 мм. в зависимости от типа двигателя.
Нюансы проведения
Гильзование — процесс крайне сложный. Здесь важно просчитывать заранее и учитывать важные тонкости.
Отдельно стоит обратить внимание на вставки для моторов, использующих воздушное охлаждение. Устанавливаются цилиндры здесь по отдельности, так как сформировать блок невозможно — элементы должны охлаждаться. Поэтому и гильзы для них выполнены по примеру мотоциклетных, снабжены рёбрами охлаждения.
К картеру втулки фиксируются через медные прокладки и анкерные шпильки, проходящие сквозь головку БЦ или блока цилиндров. Сама ГБЦ ложится на эти шпильки, затягивается стандартно. Таким образом, цилиндры воздушного ДВС надёжно прижимаются, обеспечивается герметизация. Что касается материала вставок для систем воздушного охлаждения, то это монометалл или биметалл. Сами цилиндры бывают чугунными, стальными или сплавными.
Капитальный ремонт мотора
В ходе работы двигателя стенки цилиндров получают большую нагрузку от постоянно трущихся поршней. Даже такая прочная сталь, которая идёт на изготовление цилиндров, неизбежно истирается от такого обращения.
Характер нагрузки на стенки таков, что со временем цилиндры из круглых становятся овальными
. Как следствие – поршневые кольца прилегают уже неплотно, формирующиеся отработавшие газы и частично горючая смесь поступают в картер. Следствие – высокое потребление масла, общее понижение мощности мотора.
«Лечится» овализация цилиндров их расточкой, в ходе которой цилиндры возвращают к их изначальной геометрии, стачивая изнутри «лишнее» с помощью специализированных станков. В расточенный цилиндр устанавливается поршень увеличенного диаметра, и технология работы таким образом восстанавливается.
Иногда расточка применяется не для ремонта, а для того, чтобы повысить мощность мотора. В этом случае действия производятся аналогичные, с той разницей, что изначально обрабатываемые цилиндры имеют нужное круглое сечение, задача – просто увеличить их внутренний радиус. Большие по диаметру цилиндры могут засасывать больше воздушно-топливного состава, соответственно, это даст большее давление на поршень и большую мощность.
Никасиловое покрытие
Цилиндры, покрытые никасилом или галникалом, расточке не подвергают (галникал — аналог никасила). Такие блоки производятся немецкими компаниями Kolbenschmidt и Mahle для автомобилей БМВ с двигателями M52B20, M52B23, M52B28 и других. А ещё некоторые силовые установки автомобилей Ford, Honda, Toyota, Mazda, Opel. Преимущество технологии — снижение веса, более стабильный температурный режим.
Вообще, принято считать, что ремонт гильзы цилиндра «одноразового» двигателя невозможен. Лишь менять шорт-блок или мотор, блок в сборе. С другой стороны BMW спокойно перешёл на чугунные залитые гильзы. Его примеру последовали и другие производители.
Масляный поддон
Нередко на моторе TU1 ржавеет масляный поддон, прямо как в нашем случае. Если владелец вовремя заметит его печальное состояние, то успеет поменять на хороший б/у поддон или зачистить и покрасить свой, если он не слишком прохудился. Но бывают случаи, когда масло просто вытекает через проржавевший поддон. И хорошо, если лужа растечется под машиной на стоянке, а не на дорогу где-нибудь в пути. В общем, не стоит игнорировать ржавчину на поддоне.
Когда гильзовать блок цилиндров?
Каждая марка и модель автомобиля имеет свой тип гильз и рекомендации по обслуживанию БЦ. Гильзование производят в нескольких случаях:
За подобной процедурой стоит обращаться к специалистам. В Москве гильзовку блока цилиндров делают в специализированных автосервисах.
ООО » МоторИнтех «
Ремонт деталей двигателей
Тел., ул.Кантемировская, 59А [схема проезда]
Специальное предложение
Шлифовка грузового коленчатого вала в течение суток! Подробности уточняйте у сотрудников приемки.
Новости
Теперь у нас в компании вы можете преобрести восстановленые детали двигателей. Информацию о наличии и стоимости деталей вы можете узнать в перечне восстановленных деталей.
[Перечень восстановленых деталей]
Ультразвуковая ванна УЗВ-2ДН для мойки деталей размером:
Автозапчасти и комплектующие
Услуга от Автозапчасти и комплектующие для вашего автомобиля в наличии и на заказ. Телефоны: 8 (495) 325 0131, 8 (495) 785 8137 (многоканальный)
Правила оказания услуг
Правила оказания услуг (выполнения работ) по восстановлению деталей и узлов двигателей ООО «МоторИнтех»
Вопросы и ответы
Ознакомтесь с нашим F.A.Q. Ответы на часто задаваемые вопросы.
Есть вопросы? Задавайте!
Если у Вас возникли вопросы Вы можете отправить письмо.



