Экструдирование алюминиевого профиля

Экструзия алюминия (прессование) – это промышленный формовочный процесс изготовления длинномерных алюминиевых профилей поперечного сечения.
Производство алюминиевого профиля методом экструзии
Профили из алюминия чаще всего производят методом прямой экструзии. Исходным сырьем для экструзии является заготовка, она может быть полой или целой, обычно цилиндрической формы. Каждую заготовку перед загрузкой в пресс нагревают до температуры от 375°C до 500°C, зависимости от сплава из которого выполнена заготовка. Далее очищают и подготавливают матрицу, прогревают ее. Гидравлический поршень давит пресс-штемпелем в задний торец заготовки, выдавливает металл через отверстия матрицы, который уже в виде профиля продвигается дальше по выходному и приемному столам пресса. Именно форма отверстия матрицы и ее конструкция определяют форму будущего профиля. Процесс экструдирования продолжается до тех пор, пока в контейнере не останется 10-15% заготовки (пресс-остаток). Остаток отправляют в отходы на переплавку. Полная длина профиля на выходе из пресса может составлять 40 метров и более.
Упрочнение алюминиевого профиля
Подавляющее большинство алюминиевых профилей производят из термически упрочняемых сплавов, а для того, чтобы получить необходимый уровень прочности они проходят следующие стадии:
ООО ПКФ Металайнер осуществляет продажу алюминиевых профилей различного наименования. Более подробную информацию вы можете получить у менеджеров компании, по телефонам указанным на сайте.
Особенности производства экструдированного алюминиевого профиля
Содержание
Производство алюминиевых профилей

Виды алюминиевого профиля
Алюминиевые профили бывают двух основных видов:
1. Стандартные изделия по сортаменту (тавр, двутавр, круглые и квадратные профильные трубы и т.д.)
2. Профиля по чертежам заказчика.
При этом изготовление по чертежу заказчика подразумевает получение профиля практически любого сечения, которое не будет противоречить возможностям производственного оборудования. Для производства сложных типов сечений необходимо использовать высокоточную оснастку (матричный инструмент).
Технология и способы производства
Самым распространённым способом производства алюминиевого профиля является экструзия. Принцип этого способа заключается в продавливании разогретой массы металла через фильеру с заданным сечением. При производстве профиля данным способом используется специальное прессовое оборудование. На данном оборудовании из заранее подготовленной заготовки (столба) соответствующего диаметра методом прямого или обратного вида прессования получают готовый алюминиевый профиль.
Прямой вид прессования
Обратный вид прессования
В процессе обратного прессования заготовка остается неподвижна, а выход профиля через матрицу, происходит в обратном направлении, движению полого пуансона.
Этапы производства экструдированного алюминиевого профиля:
1. Разогрев оборудования и болванок (столбов) в печи
2. Прессование профиля
При нарушении технологии получения сплава, могут возникать дефекты в виде пузырей, наличие шлака в слитке может привести к появлению дефектов на поверхности профиля. В связи с этим необходимо вести технический надзор за производственным процессом на всех стадиях, для исключения появления брака на конечных этапах.

Необходимое оборудование
Экструзия алюминия: краткое введение
Экструзия алюминия (или прессование алюминия) – это промышленный формовочный процесс производства длинномерных алюминиевых профилей постоянного поперечного сечения. Под алюминием подразумеваются как марки нелегированного алюминия, так и алюминиевые сплавы.
Ниже представлен краткий обзор процесса прессования алюминия. Он предназначен для первоначального ознакомления технического персонала прессового производства с этой технологией, а также может быть полезен как информация для управленческого и вспомогательного персонала.
Экструзионный пресс
Алюминиевые цилиндрические стержни – заготовки – нагревают и прессуют через матрицу с одним или несколькими отверстиями, чтобы получить профиль с заданным поперечным сечением. Наиболее частым типом прессования является прямое прессование, когда пресс-штемпель пресса проталкивает алюминиевую заготовку через стационарную (неподвижную) матрицу. Большинство прессов для этой технологии являются горизонтальными гидравлическими прессами. Производительность пресса зависит от размеров применяемых матриц, которые могут иметь диаметр от 100 до 1000 мм. Для большинства прессованных алюминиевых изделий применяют матрицы диаметром от 175 до 250 мм. Для матриц такого диаметра требуются экструзионные прессы с усилием от 1500 до 2000 тонн.
Прямое прессование
Схема типичного экструзионного пресса для прямого прессования алюминия показана на рисунке 1.

1 – пресс-штемпель; 2 – пресс-шайба; 3 – контейнер; 4 – питатель; 5 – матрица; 6 – подкладка;
7 – больстер; 8 – матрицедержатель; 9 – держатель матричного комплекта
Рисунок 1 – Схема прямого прессования алюминия [1]
Пресс-штемпель (1) передает усилие от главного цилиндра экструзионного пресса на алюминиевую заготовку, которая загружена в контейнер (3). На пресс-штемпеле установлена стальная пресс-шайба (2). Пресс-шайба входит в контейнер с весьма малым зазором, что предотвращает выдавливание алюминия (показан черным) внутрь контейнера. Матрица (5) является частью матричного комплекта, который изготавливают из теплостойких инструментальных сталей. Подкладка (6), больстер (опорное кольцо) (7) и матрицедержатель (8) и держатель матричного комплекта (9) поддерживают матрицу под воздействием прессового усилия. Перед матрицей может устанавливаться питатель (4), чтобы расширять поток алюминия из контейнера на более широкий участок матрицы.
Прессование без смазки
Поскольку при прямом прессовании алюминия смазка не применяется, то наружный слой заготовки срезается под воздействием трения о стенку контейнера. Это благоприятно сказывается на качестве прессуемых алюминиевых изделий. Дело в том, что наружный слой литых заготовок имеет повышенное содержание железосодержащих интерметаллических частиц и частиц Mg2Si [1]. Эти загрязнения могут являться источниками поверхностных дефектов на готовом прессованном алюминиевом изделии. При прямом прессовании без смазки они скапливаются в конце заготовки.
Пресс-остаток и поперечный сварочный шов
Эта часть заготовки, которую называют пресс-остатком, отрезается перед тем, как новая заготовка будет загружаться в пресс. В ходе следующего рабочего хода пресса алюминий из новой заготовки под воздействием большого давления и повышенной температуры приваривается к алюминию от предыдущей заготовки, который остался в матрице. Таким образом создается непрерывное прессованное алюминиевое изделие. Место сварки двух смежных заготовок называют поперечным сварочным швом. Поскольку вблизи этого шва профиль имеет пониженные механические свойства, а также неудовлетворительный внешний вид, то обычно его вырезают и отправляют на переплавку.
Нагрев заготовки и прессового инструмента
Перед загрузкой в пресс алюминиевую заготовку нагревают до 400-500 ºС в зависимости от сплава. Это облегчает процесс деформирования и сводит к минимуму деформационное упрочнение алюминия. Нагретая заготовка находится в пластичном (но не в жидком) состоянии. Контейнер и матрицу также подогревают, чтобы предотвратить подстуживание заготовки. Размеры отверстия матрицы делают несколько больше, чем размеры поперечного сечения готового прессуемого профиля, так как при охлаждении алюминий сокращается больше, чем инструментальная сталь, из которой изготовлена матрица.
Типы матриц
Самыми широко применяемыми типами матриц для экструзии алюминия являются плоские (сплошные) матрицы и матрицы «портхол». Плоские матрицы состоят только из одного стального плоского диска и их применяют, чтобы прессовать сплошные профили (рисунок 2 (а)). Матрицы «портхол» состоят из двух частей, матричного диска и оправочной части. Это позволяет прессовать полые профили (рисунок 2 (б)) и полуполые профили (рисунок 2 (в)). Матрицы обоих типов могут иметь несколько каналов прессования, так что одновременно могут прессоваться несколько одинаковых профилей.

а – сплошной профиль; б – полый профиль; в – полуполый профиль
Рисунок 2 – Три типа прессованных профилей [1]
Плоская матрица
Плоская (сплошная) матрица показана на рисунке 3. Самыми важными характеристиками плоской матрицы являются:

Рисунок 3 – Плоская (сплошная) матрица [1]
Рабочий поясок – это та часть матрицы, на которой алюминий получает свою окончательную форму. Рабочий поясок не проходит через всю толщину матрицы, а имеют длину 15 мм или меньше. Это нужно, чтобы минимизировать требуемое усилие прессования.
Функция расширяющейся выходной части матрицы – обеспечивать необходимую силовую опору рабочему пояску, но без контакта с выходящим из матрицы алюминием. Для этого стенки выходной части идут под углом около 5º и, кроме того, она обычно имеет некоторый уступ сразу за рабочим пояском.
Функция специального кармана – форкамеры – защищать «хрупкий» рабочий поясок от повреждения при отделении пресс-остатка, а также способствовать сварке остатка заготовки в матрице со следующей заготовкой. Кроме того, форкамеру применяют как средство управления потоком алюминия.
Матрица «портхол»
На рисунке 4 показана матрица «портхол». Как уже упоминалось, она состоит из двух частей, матричного диска (а) и оправочной части (б).

Рисунок 4 – Матрица «портхол» [1]
Оправочная часть может иметь одну или несколько оправок (1) с рабочими поясками, которые формируют внутренний контур алюминиевого профиля. Оправки связаны с телом оправочной части с помощью мостиков (2). Потоки алюминия текут вокруг этих мостиков через питательные отверстия (порты) (3) и соединяются снова в сварочных камерах (4). Окончательное формирование профиля проходит одновременно на рабочих поясках оправки и матричного диска (5).
Корректировка матриц

Рисунок 5 – Методы замедления или ускорения течения металла через экструзионную матрицу [2]
Справочник: полное руководство по экструзии алюминия
Обзор алюминиевой экструзии
Допустим, вы производитель, а металлический алюминий является одним из ключевых компонентов вашего продукта. Существует вероятность того, что перед использованием вы захотите, чтобы он соответствовал определенной форме и размеру. Здесь на помощь приходит концепция экструзии алюминия.
Что такое экструзия алюминия? В чем его важность? Какие компании-производители экструзии алюминия являются лучшими?
Чтобы получить исчерпывающие ответы на эти вопросы, прочитайте это руководство по экструзии алюминия 2020 года.
Что такое экструзия алюминия?
Экструзию алюминия можно сравнить с выдавливанием зубной пасты из тюбика.
Невероятный плунжер проталкивает алюминий через матрицу, и он поднимается из отверстия матрицы.
Когда это происходит, он оказывается в форме, аналогичной форме штампа, и выдавливается вдоль рабочего стола.
Приложенное давление можно сравнить с силой, которую вы прилагаете, сжимая контейнер с зубной пастой пальцами.
Когда вы сжимаете, зубная паста поднимается вверх в форме отверстия цилиндра.
Отверстие тюбика зубной пасты в основном выполняет ту же функцию, что и экструзионная головка. Так как отверстие представляет собой прочный круг, зубная паста получится длинным и надежным выдавливанием.
Лучшие компании по производству алюминиевой экструзии в Китае имеют все возможности для выполнения всего процесса с максимальной точностью.
Краткая история экструзии алюминия
Возвращаясь к истории, нам нужно было указать трех дизайнеров, которые сделали возможным создание такого чудесного изобретения: Джозефа Брама, Томаса Берра и Александра Дика.
В 1820 году Томас Бёрр разработал главный водяной пресс, работающий на водном топливе, который взял на себя значительную роль в процессе изготовления металла.
В 1894 году Александр Дик создал новейший процесс горячей экструзии. Эта процедура позволила исключить композиты из цветных металлов.
Материалы, которые обычно удаляются холодным способом, включают свинец, олово, алюминий, медь, цирконий, титан, молибден, бериллий, ванадий, ниобий и сталь. Неудивительно, что алюминий является наиболее часто прессуемым металлом, и его очень хорошо можно использовать как для горячего, так и для холодного прессования.
Что такое процесс экструзии алюминия? Пошаговое руководство

Чтобы было проще. Мы разделили процесс экструзии алюминия на несколько этапов.
Шаг 1: Подготовка экструзионной головки
На первом этапе из стали H13 вырезается штамп круглой формы. Или, с другой стороны, если он теперь доступен, его забирают со склада.
Перед экструзией фильеру необходимо предварительно нагреть до 450-500 градусов Цельсия, чтобы продлить срок ее службы и гарантировать равномерное течение металла.
Когда матрица была предварительно нагрета, ее можно очень хорошо уложить в экструзионный пресс.
Шаг 2: Заготовка предварительно нагревается
На следующем этапе из длинного бревна из легированного материала вырезается прочный квадратный квадрат из алюминиевой комбинации, называемый заготовкой.
Он предварительно нагревается в жаровне, аналогичной этой, до 400-500 градусов по Цельсию.
Это делает его достаточно пластичным для процедуры экструзии, но не в жидком или расплавленном состоянии.
Шаг 3: Заготовка передается на экструзию.
После предварительного нагрева заготовка поступает именно в экструзионный пресс.
Перед укладкой на пресс на него наносится смазка (или любой другой альтернативный агент).
Разделительный агент дополнительно наносится на экструзионный поршень для предотвращения слипания заготовки и хлопка.
Шаг 4: Заготовка помещается в контейнер.
На этом этапе ковкая заготовка укладывается в экструзионный пресс, где гидравлический плунжер оказывает давление.
Когда плунжер оказывает давление, материал заготовки вбивается в держатель экструзионного пресса.
Материал увеличивается в размерах, заполняя все стенки емкости.
Шаг 5: Экструдированный материал выходит через матрицу.
Поскольку материал сплава заполняет весь контейнер, он в настоящее время прижимается к экструзионной головке.
Когда к нему прилагается непрерывное давление, алюминиевому материалу некуда выходить через отверстие (отверстия) в матрице.
Он поднимается из отверстия в матрице и выглядит как законченный профиль.
Шаг 6: Экструзия направляется на выносной стол.
После выхода экструзия захватывается съемником, который направляет его вместе с выходным столом со скоростью, которая координирует процесс выхода.
По мере того, как он перемещается по биометрическому столу, профиль «гаснет» или постоянно охлаждается водяным душем или вентиляторами над столом.
Шаг 7: экструзии разрезаются
Когда экструзия достигает своей полной длины стола, ее разрезают горячей пилой, чтобы изолировать ее от процесса экструзии.
На каждом этапе температура играет важную роль в поддержании состояния экструзии.
Несмотря на то, что изгнание прекратилось после выхода из пресса, оно еще не полностью остыло.
Шаг 8: Охлаждение экструзии
После процесса резки листовые экструзии точно перемещаются со стола выноса на стол охлаждения.
Профили останутся там, пока не достигнут комнатной температуры.
Когда они это сделают, их следует растянуть до соответствующей длины.
Шаг 9: вытягивание экструзией
Естественно, в профилях должен был произойти какой-то изгиб, и это необходимо исправить.
Чтобы решить эту проблему, их перемещают на носилки.
Каждый профиль точно удерживается на двух поверхностях и растягивается до тех пор, пока он не станет полностью прямым и точным.
Шаг 10: экструзия завершена
Теперь, когда профили по длине стола прямые и полностью затвердевшие, они перемещаются на стол пилы.
Здесь их распиливают на заранее заданную длину. В большинстве случаев их длина составляет от 8 до 21 фута. Теперь свойства экструзий координируют состояние T4.
По окончании шитья их можно переместить в печь для созревания, чтобы они были доведены до состояния Т5 или Т6.
Алюминиевые экструзионные отделки
После процесса экструзии алюминия он может быть не готов к использованию. На нем следует нанести металлическую отделку, чтобы подготовить его к использованию.
Некоторые виды отделки алюминиевым экструзионным покрытием включают:
Термическая обработка
Алюминиевые сплавы серий 2000, 6000 и 7000 могут подвергаться термообработке для повышения их жесткости и давления текучести.
Чтобы добиться этих улучшений, профили помещают в печи, где процесс созревания ускоряется, и они достигают температуры T5 или T6.
Обработка поверхности
Алюминиевые профили могут подвергаться различным процессам обработки поверхности. Вы также можете выбрать различные готовые алюминиевые профили.
Экструзии можно делать и изготавливать разными способами.
Две основные причины для их рассмотрения заключаются в том, что они могут улучшить присутствие алюминия и, таким же образом, улучшить его эрозионные свойства. Улучшение внешнего вида алюминия также может быть причиной отделки поверхности.
Фальсификации
Метод производственной отделки позволяет выполнить последние измерения, которые вы ищете в своих экструзиях.
Профили могут быть перфорированы, перфорированы, обработаны, вырезаны и т. Д. Для согласования технических характеристик компонентов.
Например, лопасти на экструдированных алюминиевых радиаторах можно подвергнуть поперечной механической обработке, чтобы получить конструкцию штифта, или отверстия для винтов можно просверлить в конструктивной детали.
Как производитель, вы можете выбрать любую отделку из экструдированного алюминия, которая идеально подойдет для вашей области применения.
Алюминиевые профили экструзии
Перво-наперво, что такое алюминиевый профиль?
Алюминиевый профиль имеет площадь поперечного сечения и формирует алюминиевые изделия посредством процесса экструзии алюминия.
Из сырого материала-алюминиевого слитка после горячего плавления получают алюминиевые заготовки, а затем, завершая процесс выталкивания алюминия через открывающую или выравнивающую матрицу, можно получить алюминиевые изделия отличительной формы.
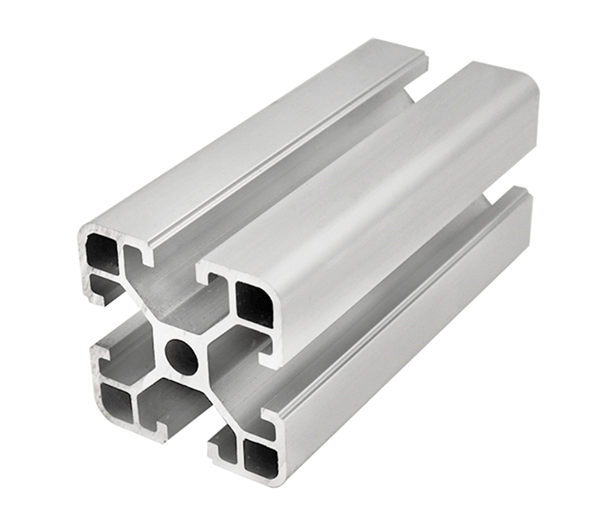
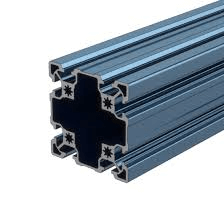
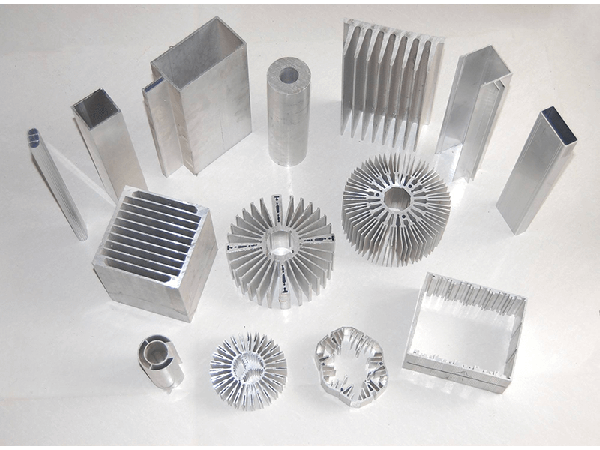
Может быть изготовлен широкий спектр различных типов алюминиевых профилей для экструзии, которые имеют разную толщину. Для таких профилей характерен широкий спектр многогранных пустот. Это делается для координации интересов конечного приложения.
Многочисленные виды внутренних пустот в настоящее время доступны для удовлетворения потребностей и предварительных условий различных видов автоматизированных приложений. Кроме того, он подходит для любых приложений, чувствительных к требованиям к производительности и весу.
Если вы взглянете на один из наиболее распространенных типов пустого балочного профиля из алюминиевого профиля, вы обнаружите, что в основном это всего лишь разновидность квадратного профиля. К другим распространенным типам экструзионных алюминиевых профилей относятся треугольные, L-образные и одинарные профили.
Использование алюминиевых экструзионных профилей должно быть возможным в различных современных промышленных приложениях, которые включают приложения автоматического перемещения, используемые для технологических линий в различных сборочных единицах.
Изготовленные на заказ алюминиевые профили

Как мы видели, есть несколько распространенных алюминиевых профилей для экструзии, к которым, похоже, стремятся все. Однако бывают ситуации, когда хочется чего-то другого.
Если ваше приложение чем-то отличается от обычного, у вас не будет другого выхода, кроме как получить индивидуальные алюминиевые профили. Они идеально подходят для удовлетворения конкретных потребностей вашего приложения.
Специальная матрица структурирована и изготовлена с профилем поперечного сечения, который лучше всего подходит для вашего применения. Материал формируется по мере того, как он проталкивается через формованное отверстие в матрице, принимая профиль, аналогичный профилю отверстия матрицы. Пользовательские алюминиевые профили могут быть созданы с зазорами и другими уникальными особенностями.
Существенным преимуществом этого специального алюминиевого профиля является то, что он позволяет создавать сложные конструкции, однородные по длине материала. Экструзии по индивидуальному заказу могут изготавливаться из широкого ассортимента марок алюминия, спроектированы и доставлены без каких-либо проблем.
Услуги по экструзии алюминия по индивидуальному заказу могут быть выполнены только лучшими компаниями по экструзии алюминия в Китае. Это потому, что у них есть инструменты и опыт для работы над индивидуальными проектами.
Факторы, определяющие процесс экструзии алюминия
Не все услуги по экструзии алюминия одинаковы. Есть некоторые различия между одним процессом и другим. Стоимость услуги по экструзии алюминия также может варьироваться.
Итак, в чем причина всех этих различий? Есть несколько факторов, которые влияют на весь процесс экструзии алюминия.
Форма алюминиевого профиля обычно считается основным определяющим фактором. Обработка сложных форм может занять больше времени. Стоимость экструзии алюминия для таких профилей также может быть высокой.
Идеальным вариантом является экструзия заготовки при максимально пониженной температуре, которую позволяет процедура.
Roche Industry: услуги производителей алюминиевых профилей в Китае
Есть ли у вашей компании текущий проект, требующий услуг по экструзии алюминия? Позвольте нам решить эту проблему за вас. Мы являемся производителями алюминиевых профилей в Китае с полным обслуживанием.
Наш опыт в этом не имеет себе равных, поскольку мы поставляем алюминиевые профили на протяжении многих лет. Мы используем наш опыт, чтобы наши клиенты получали лучшие результаты при производстве всех алюминиевых профилей.
Помимо опыта, мы также оснащены подходящими машинами для экструзии алюминия. Они гарантируют, что все наши экструзии точны и соответствуют требованиям.
Наши специалисты по экструзии алюминия обладают необходимыми навыками и опытом, чтобы справиться с любой задачей, какой бы сложной она ни была.
Алюминиевые профили: технология изготовления
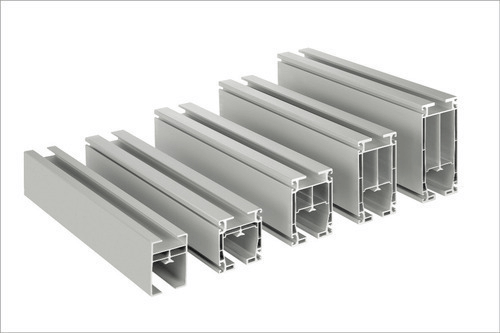
В настоящее время прессованные профили широко применяются в строительстве зданий, особенно, в ограждающих конструкциях: окнах, дверях, перегородках, светопрозрачных и вентилируемых фасадах. Цель этой статьи – познакомить с особенностями технологии алюминиевых профилей, которые нужно учитывать при их разработке и применении. Особое внимание уделяется тому, как технология производства алюминиевых профилей влияет на точность их размеров и формы, а также механические свойства.
1. Экструзия алюминия
Прессованные алюминиевые профили называют также экструдированными профилями. Процесс экструзии может также применяться и к другим цветным металлам, например, к латуни и бронзе и даже к нержавеющим сталям и титану. Однако именно с алюминием процесс экструзии получил широкое распространение. Это связано, в частности, с относительно низкой температурой экструзии алюминия и его сплавов – около 500 ºС.
1.1. Алюминий и сталь
Процесс экструзии дает возможность изготавливать алюминиевые профили шириной от 10 до 800 мм при практически неограниченном диапазоне возможных форм поперечного сечения. Стоимость инструмента для изготовления нового экструдированного алюминиевого профиля в десятки раз меньше, чем для изготовления катаного стального профиля. Новый экструзионный инструмент представляет собой новую матрицу – часто просто диск из специальной инструментальной стали с прорезями.
Кроме того, время простоя экструзионного пресса при смене матрицы пренебрежимо мало по сравнению со временем, которое затрачивается для замены валков прокатного стана при производстве катаных стальных профилей.
Поэтому алюминиевые профили обычно изготавливают под заказ для выполнения конкретных функций в конструкции или изделии. При этом для того, чтобы проект был рентабельным необязательно изготавливать «заоблачное» количество профилей, что часто бывает со стальной прокатной продукцией. Важной особенностью процесса экструзии алюминиевых профилей является то, что они могут иметь очень тонкие элементы – стенки и полки, по сравнению с общими габаритными размерами [1].
1.2. Метод прямого прессования
Известны несколько различных методов экструзии. Алюминиевые профили обычно изготавливают методом прямой экструзии (прямого прессования) (рисунок 1).

Рисунок 1 – Процесс прямой экструзии (прямого прессования) [2]
Специально для экструзии из алюминиевого расплава нужного химического состава отливают длинные цилиндрические слитки («столбы»). Обычно для этого применяют специальные полунепрерывные литейные машины.
Эти столбы режут на более короткие цилиндрические отрезки – заготовки. Иногда холодные столбы режут на заготовки, каждую из которых затем нагревают перед загрузкой в пресс. Однако чаще, резке подвергают уже нагретые столбы непосредственно перед загрузкой заготовки в пресс.
Нагретая заготовка загружается в подогретый контейнер пресса. Гидравлический поршень давит специальным штоком (пресс-штемпелем) в задний торец заготовки и выдавливает металл через отверстия матрицы, который уже в виде профиля двигается дальше по выходному и приемному столам пресса. Форма отверстия матрицы и ее внутренняя конструкция определяют форму профиля. Процесс экструзии продолжается пока в контейнере не останется 10-15 % заготовки. Эта часть заготовки называется пресс-остатком и идет в отходы на переплавку. Полная непрерывная длина профиля на выходе из пресса может достигать 40 м и более.
1.3. Отношение прессования (вытяжка)
Отношение прессования – это отношение площади заготовки к площади прессуемого профиля. Для алюминиевого сплава АД31 и его зарубежных аналогов сплавов 6060 и 6063 оптимальное отношение прессования лежит в интервале от 30 до 50.
Слишком малое отношение прессования (например, 7 и менее) будет причиной резкого падения механических свойств профилей. Слишком высокое отношение прессования (например, 80 и выше) приведет к слишком большому давлению на заготовку, что может привести к чрезмерным прогибам матрицы и ее излому.
1.4. Экструзионные прессы
Экструзионные прессы отличаются по диаметрам своих контейнеров и усилиями, которые они обеспечивают на пресс-штемпеле: диаметры – от 100 до 700 мм, усилия – от 1000 до 12000 тонн. Диаметр контейнера обычно на несколько миллиметров больше диаметра заготовки, например, 155 и 152 мм. Требуемое давление от пресс-штемпеля на заготовку зависит от отношения прессования и алюминиевого сплава.
2. Термическая обработка алюминиевых профилей
Большинство алюминиевых профилей производятся из термически упрочняемых алюминиевых сплавов. Это означает, что для того, чтобы получить заданный уровень прочности, они должны быть нагреты до температуры под закалку, закалке (быстрому охлаждению) и упрочнению старением (естественным или искусственным).
2.1. Закалка на прессе
Самое простое решение для закалки профилей, которые имеют достаточно высокую температуру – это охлаждение их вентиляторами или ускоренными потоками воздуха непосредственно на выходном и приемном столе экструзионного пресса. Такого охлаждения вполне достаточно для закалки, например, тонкостенных оконных профилей из сплавов АД31 или 6060 и 6063. Для более легированных сплавов серии 6ххх, например, АД33 (6061) и АД35 (6082) требуется охлаждение водовоздушной смесью или даже водой в зависимости от толщины профиля. Проблемой при повышенной скорости охлаждения является коробление профилей по сечению и длине. Закалку на прессе иногда называют неполной закалкой, в результате которой достигается состояние профилей Т5.
2.2. Закалка с отдельного нагрева
Закалка на прессе затруднительна для толстых профилей из высоколегированных сплавов серии 6ххх и в принципе не возможна для сплавов серий 2ххх и 7ххх. Эти сплавы требуют очень большой скорости охлаждения, а также строго контроля температуры закалки. Такие профили после порезки их на мерные длины подвергают повторному нагреву до температуры полного растворения упрочняющих частиц. В сплавах серии 6ххх такими частицами являются частицы силицида магния (Mg2Si). Закалку профилей производят в специальных закалочных баках с водой, вертикальных или горизонтальных. Понятно, что такие алюминиевые профили стоят дороже, чем те, которые закаливаются прямо на прессе. Закалку с отдельного нагрева называют также полной закалкой. При должном контроле температуры профилей на выходе из матрицы полная закалка (Т6) может достигаться и при закалке на прессе.
2.3 Упрочнение старением
Для большинства алюминиевых профилей заключительная стадия термической обработки заключается в выдержке их несколько часов при температуре 170-200 ºС. Эта операция называется искусственным старением. Она производится после операции правки растяжением.
Если после закалки профили выдерживаются некоторое время (до нескольких месяцев) при комнатной температуре, то эта операция называется естественным старением. Механические свойства профилей после естественного старения ниже, чем после искусственного старения, но пластические характеристики, например, относительное удлинение, выше.
Механизм упрочнения старением заключается в следующем. В результате закалки профиля легирующие элементы сплава оказываются в твердом растворе алюминия. Затем эти легирующие элементы постепенно выделяются из раствора в виде микроскопических твердых кластеров. Эти кластеры препятствуют движению дислокаций под воздействием напряжений. Поэтому прочность алюминиевого сплава возрастает. С увеличением температуры этот процесс ускоряется.
2.4. Состояния профилей
Состояние профилей – это краткая информация об истории обработки алюминиевых профилей – обычно термической обработки (Т), но иногда и механической (Н).
Например, ГОСТ 22233-2001, для строительных алюминиевых профилей применяет смешанную систему обозначения состояний (отечественная + международная):
3. Правка профилей
Алюминиевые профили имеют тенденцию к короблению, которое может происходить уже просто на выходе из пресса, а охлаждение при закалке еще более усугубляет эту проблему. Подразделяют два основных вида коробления профилей:
От общего прогиба избавляются путем правки растяжением на растяжной машине в линии пресса до резки на мерные длины и термической обработки в печи старения. Обычно это достигается при растяжении с остаточной деформацией от 1 до 3 %.
Искривление поперечного сечения характерно для тонкостенных профилей. Бывают случаи, когда тонкостенный профиль можно без проблем отпрессовать, но из-за слишком тонких стенок и сложной формы ему нельзя обеспечить состояние Т6, так как при интенсивном охлаждении он будет подвергаться сильному короблению. В таких случаях, снижают скорость охлаждения при закалке и снижают требования к механическим свойствам, например, Т5 вместо Т6.
4. Экструзия алюминиевых профилей
Один экструзионный пресс может иметь более тысячи экструзионных матриц. Их изготавливают из специальных теплостойких инструментальных сталей.
4.1. Сплошные профили
На рисунке 2 показана так называемая сплошная матрица. На такой матрице прессуют сплошные профили, то есть профили, которые не имеют полостей. Размеры отверстия (прорези) матрицы задают толщину профиля.

Рисунок 2 – Типичная сплошная экструзионная матрица [2]
4.1.1. Рабочие пояски матриц
«Толстые» участки профиля стремятся выходить из матрицы быстрее, чем «тонкие» участки. Поэтому, если не предпринять специальных мер, то профиль выйдет из матрицы сильно искривленным вдоль своей длины. Чтобы противостоять этому явлению конструктор матрицы замедляет течение металла в «толстых» участках путем увеличения длины рабочего пояска (размер «х» на рисунке 2). Однако, практически никогда профили не выходят из матрицы полностью прямолинейными. Поэтому всегда необходимо проводить правку профилей растяжением.
4.1.2. Скругление углов
Условия работы матрицы улучшаются, а ее срок службы возрастает, если все углы профиля скруглены с радиусом не менее 0,3 мм. В матрицах не применяют абсолютно острые углы без насущной на то необходимости. Острые углы повышают риск излома матрицы и ограничивают скорость прессования профилей.
4.1.3. «Язык» в сплошной матрице

Рисунок 3 – «Языки» в сплошной матрице [2]
При самых благоприятных условиях, например, для профилей из сплава 6060/6063 или марок алюминия (и при скругленных углах) максимальная величина коэффициента а не должна превышать 3,0. Эта величина последовательно снижается для [2]:
Если коэффициент а превышает критическую величину для данного сплава, то профиль прессуют как полузамкнутый на мостиковой матрице или матрице «портхол» (см. ниже раздел 4.3).
4.2. Полые профили
Полые профили – это профили, которые имеют одну или несколько полостей. Их прессуют на так называемых комбинированных матрицах. Эти матрицы состоят из двух частей: собственно матрицы и рассекателя с оправкой (рисунок 4). Обычно применяют мостиковые матрицы и матрицы «портхол», которые отличаются конструкцией рассекателя.

Рисунок 4 – Экструзия полого профиля через комбинированную матрицу [2]
Наружная поверхность профиля формируется отверстием матрицы, а внутренняя поверхность – оправкой. Полая матрица стоит дороже сплошной, а скорость прессования через полые матрицы несколько ниже, чем через сплошные матрицы. Поэтому стоимость полых профилей может быть выше, чем сплошных [2].
4.3. Полузамкнутые профили
Мостиковые матрицы или матрицы «портхол» применяют для прессования полузамкнутых профилей, которые нельзя получить на сплошных матрицах (см. 4.1.3 ). В этом случае оправка комбинированной матрицы формирует заштрихованную область на рисунке 5.

Рисунок 5 – Полузамкнутый профиль [2]
4.4. Сварные продольные швы
При экструзии полого или полузамкнутого профиля пластичный алюминий течет несколькими потоками через рассекатель, которые затем снова соединяются перед выходом из матрицы. Поэтому получаемый полый профиль содержит сварные швы. Пример полого профиля с продольными сварными швами (S) показан на рисунке 6.

Рисунок 6 – Сварные швы в полом профиле [2]
Обычно их практически не видно и многие потребители даже не подозревают об их существовании. Однако конструктор должен знать о них, так как они представляют собой потенциальные линии с ослабленной прочностью по всей длине профиля. В этих местах у профиля иногда могут быть проблемы, особенно, если скорость прессования слишком высокая. Одной из таких проблем является проявление этих линий на профилях после щелочного травления и анодирования.
4.5. Шовные и бесшовные трубы
Для изготовления полых профилей без сварных швов применяют прессование с внутренней оправкой (рисунок 7).

Рисунок 7 – Прессование бесшовной трубы [2]
Эта технология требует специальных прошивных прессов и поэтому обычно применяется только для бесшовных труб, для которых даже малый риск от присутствия сварных швов является неприемлемым. Трубы, которые прессуют на комбинированных матрицах, мостиковых или портхол, не являются бесшовными, хотя их продольные сварные швы практически трудно обнаружить.
Источники:
Система фасада Алюком современное решение для любого здания.
ООО «Алюком»
г. Москва, ул. Нагатинская, д. 16, стр. 9, офис 2-5
Тел.: +7 (495) 268 0444
E-mail: info@alucom.ru
Производство и склад: Калужская обл., г. Малоярославец, ул. Калужская, 64.



