Электросварщик рад что это
 Опубликовал: Kirill B.
Опубликовал: Kirill B.
Предлагаем вашему вниманию простую инструкцию (перевод): как использовать сварочный аппарат ручной дуговой сварки (РД) для ручной дуговой сварки в среде аргона (РАД).
Возможно, вам когда-нибудь пригодится данная статья. Например, ваш инвертор для аргонодуговой сварки сломался, а вам нужно срочно что-то заварить. Или в том случае, про который пишет автор. Ну, мало ли.
Очень распространено использование на площадке сварочника электродами для аргондуговой сварки стыков труб. Этот прием используют большинство крупных компаний для РАД сварки труб из углеродистой и нержавеющей стали. Я думаю, что сварочные источники питания для электродов лучше выполняют свою работу, чем источники питания для сварки аргоном, когда дело доходит до толстостенных труб.
Фактически превращение очень простое и требует лишь горелку РАД с воздушным охлаждением и баллон аргона. Для большинства сварочных работ можно выделить три этапа, чтобы начать сварку:
— во-первых, изменить полярность тока на прямую (электрод отрицательный);
— во-вторых, взять горелку РАД с воздушным охлаждением и подключить его к держаку;
— в-третьих, взять шланг подачи газа и подсоединить его к редуктору на баллоне с аргоном.



Это все, что нужно сделать, чтобы превратить сварочник РД в сварочник РАД!
Что такое аргонодуговая сварка, какова ее технология? Виды сварки в среде аргона
Одной из разновидностей сварки является процесс, который проводится в защитном газе. Аргонодуговая сварка – дуговая сварка, в рамках которой в качестве защитного газа выступает аргон.
Что такое аргонодуговая сварка
Нередко возникает необходимость сварить пластичные материалы, которые не соединяются при обычных видах сварки. Например, медь, алюминий, титан и пр. Для создания прочной и неразъемной конструкции из указанных металлов может применяться сварка аргоном.
Аргонодуговая сварка проходит в среде инертного газа – аргона. Именно поэтому так и называется данный сварочный процесс.
Использование такого газа, как аргон, в процессе соединения деталей обусловлено необходимостью защиты от окисления за счет соприкосновения с кислородом. Аргон тяжелее и плотнее воздуха на 38%, он покрывает сварочную зону и не допускает кислород в зону с сопрягаемыми поверхностями.
Под воздействием кислорода серьезно страдает качество сварных швов, а алюминий может воспламениться. Именно поэтому и используется аргон.
Помимо аргона, при дуговой сварке применяются иные газы, создающие изоляционную среду. Это гелий, активный азот, водород, двуокись углерода.
ГОСТы
При использовании данного способа необходимо учитывать следующие законодательные нормативы и стандарты:
Виды аргоновой сварки
Различают несколько разновидностей аргоновой сварки. Она может проводиться такими способами:
В основе классификации, помимо степени автоматизации процесса, лежат виды используемых электродов.
Электроды бывают плавящиеся и неплавящиеся. Примером последнего электрода выступает тугоплавкая вольфрамовая проволока, которая позволяет обеспечить надежное соединение деталей, даже если они по своему типу относятся к разнородным материалам. Реже применяется графит.
Электроды производятся с разными диаметрами и материалами для отличающихся свариваемых металлов.
Таким образом, различают такие виды аргоновой сварки, как:
Наибольшее распространение сегодня приобрели два способа сварки — ААД и РАД.
Использование плавящихся электродов возможно только в автоматическом режиме. Для этого применяются особые установки и аппараты, которые сваривают спецгорелкой, оснащенной электродвигателем, который передает проволоку из катушки. Плавящийся электрод одновременно используется для поджога и выступает паяльным материалом. Проводник в процессе поджога плавится и предоставляет массу для шва.
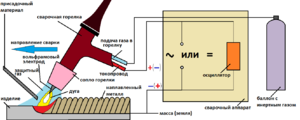
 Схема аргонодуговой сварки
Схема аргонодуговой сварки
Автоматическая аргонодуговая сварка в основном применяется только на различных промышленных предприятиях (в частности, по производству металлоконструкций, для сварки в стационарных и монтажных условиях медных шин), что связано с дороговизной автоматических установок и сложностью их настройки. Гораздо проще сварить несколько деталей вручную, но если требуется высокая производительность, то без оборудования не обойтись.
Виды оборудования
Для аргонодуговой сварки может применяться 4 типа оборудования:
Технология
Рассмотрим технологию аргоновой сварки на основе ручной с неплавящимся электродом.
Необходимое оборудование
Сварочное оборудование включает в свой состав:
В качестве дополнительных опций может выступать регулятор времени по обдуву аргонов, шланги и фитинги и пр.
Если требуется рассчитать экономическую эффективность дуговой сварки в защитном газе, то, помимо стоимости самого сварочного аппарата, нужно учесть цену расходных материалов: присадочных прутков, проволоки, аргона в баллонах, шлангов с разными размерами и пр.
Присадочная проволока производится из различных материалов: алюминиевых, чугунных, нержавеющих, медных и пр.
 Примерная стоимость сварочной проволоки на Яндекс.маркет
Примерная стоимость сварочной проволоки на Яндекс.маркет
Аргон подается из специальных баллонов со стандартным рабочим давлением 150 АМ. Баллоны бывают различного объема: на 5,10,20,40 литров и пр. Именно газ выступает основным и наиболее дорогим расходным материалом при данной сварке.
 Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Шланги, фитинги и прочие детали для работы часто изнашиваются, поэтому они подлежат периодической замене.
Также нельзя забывать, что для проведения работ нужны средства индивидуальной защиты: перчатки, маска, роба.
Этапы выполнения
При выполнении аргонодуговой ручной сварки необходимо придерживаться следующего алгоритма действий:
Электрод желательно не зажигать при помощи соприкосновения со свариваемыми металлами, как при обычной сварке, для этого используется осциллятор (он подает высоковольтные импульсы для зажигания дуги). Без него вольфрамовый электрод загрязняется.
Что влияет на качество и размеры сварного шва
Для правильной сварки нужно соблюдение четырех базовых принципов:
Знание определенных правил при сварке аргоном позволяет добиться высокого качества сварного шва:
Перед началом работы металлические изделий необходимо очистить и обезжирить.
Для снижения финансовых затрат на сварку можно использовать не только чистый аргон, но и его смесь с иными газами.
Режимы
Сварка под аргоном пройдет максимально качественно при правильном выборе ее оптимального режима. Выбор режима основывается на следующих составляющих:
Преимущества и недостатки
Аргонодуговая сварка обладает своими преимуществами и недостатками. Ключевыми достоинствами ее являются:
Высокое качество получаемых аргонодуговой сваркой сварочных швов позволяет применять метод в отраслях, в которых высока потребность в качественной сварке металлов. В частности, способ допускается применять и нашел распространение в авиационной, атомной, пищевой промышленности, медицине, машиностроении.
Дополнительными преимуществами автоматической сварки является оперативность при соединении нескольких деталей, а также исключение фактора человеческих ошибок. Для обслуживания такой установки требуется минимальное количество персонала.
Недостатками процесса является сложное сварочное оборудование, в котором сложно провести настройку режимов. Это ограничивает использование метода новичками: от сварщика требуются опыт и сноровка. Когда в процессе соединения нужна высокоамперная дуга, то сварщику необходимо продумать дополнительное охлаждение стыков.
Также нужно обеспечить хорошую защиту от ветра и сквозняка, чтобы не потерять аргоновую защиту, что усложняет практическое применение метода. Поэтому такую работу рекомендовано выполнять в закрытых помещениях. При ручном способе ограничением метода является низкая стоимость выполнения работ.
Ограничением в применении автоматической установки является невозможность сварить любые нестандартные швы, дороговизна техники, ограничения по параметрам настройки, при сбое в работе аппарата бракованной может стать вся партия изделий.
Еще один недостаток способа – высокая стоимость аргона. На практике сварщики иногда заменяют его гелием и углекислым газом, но подобная замена возможна не всегда: все зависит от типа металла, который предстоит сварить.
Безопасность при сварке
Практически все правила безопасности по проведению сварки в аргоне касаются предварительной подготовки к процессу. Вероятность возникновения опасной ситуации минимальна при правильной подготовке. Приведем базовые принципы для обеспечения безопасности при сварке аргонным способом:
Таким образом, аргонодуговая сварка позволяет качественно сварить металлы особого типа, которые невозможно соединить другими способами. Это алюминий, медь и цветные металлы. При стандартной сварке получить качественный и надежный шов для соединения тугоплавких заготовок не представляется возможным. Особенностью сварки является ее проведение в среде защитного газа. Аргон обеспечивает надежную защиту сварочной зоны от влияния внешних неблагоприятных факторов.
Особенности технологии и принцип работы аргонодуговой сварки
Инертные газы защищают неразъёмные соединения стальных сплавов на стадии создания шва. Для цветных металлов аргоно-дуговая сварка – это надёжный способ соединения. Особенно такого капризного материала, как алюминий и тугоплавкого титана.
Особенности и принципы
 Технология сварки в среде аргона совместила технические приёмы газовой и дуговой сварок. Разница в неучастии аргона в горении и плавлении. Отсечение атмосферных газов аргоном в качестве зонирующего элемента с участка металлургического плавления, исключает окисление расплава, горение в кислородной среде, устраняет пористость шовных соединений.
Технология сварки в среде аргона совместила технические приёмы газовой и дуговой сварок. Разница в неучастии аргона в горении и плавлении. Отсечение атмосферных газов аргоном в качестве зонирующего элемента с участка металлургического плавления, исключает окисление расплава, горение в кислородной среде, устраняет пористость шовных соединений.
Сварка аргоном ведётся 4 классическими способами:
Поверхностное наплавление металлической основы, классификация:
Влияние чистых газов на TIG, MAG
Интенсивность процесса, при рафинировании условий создания шва: глубины, формы, влияния дымообразования, скорость осаждения расплава, производительности регулирует искусственная защитная среда. Влияние на дугу двояко: воздействие носит и положительный, и отрицательный характер.
Аргон (Ar)
Инертность аргона нейтрализует вовлечение атмосферы в окислительные процессы. Подавляет химическую активность металлов. Низкая теплопроводность замедляет теплопередачу окружающей среде.
Формируется узкий столб дуги. Соответственно профиль проникновения V-образный: глубокий и зауженный. Тенденция к выпуклости шва и подрезам на пограничных линиях – последствия ограничения теплопередачи внешним граням. Расход аргона при сварке 7–8 л/мин.
Вес одноатомного Ar больше, чем у воздуха, это удерживает облако в зоне сварки. Полярность преимущественно прямая – на обратной полярности газ порождает поток токопроводящих электронов сродни плазме. В MAG чистый Ar способствует струйному переносу металла.
Гелий (He)
Лёгкий гелий – полная противоположность ленивому аргону. Профиль проникновения широк, вследствие большего тепловложения, температура дуги выше при снижении величины тока. Без высокочастотного возбуждения зажжение дуги затруднено. Успешно применяется в сварке разнородных металлов.
Атомный вес принуждает увеличивать выходное рабочее давление и расход He против Ar в 2,5 раза: до 25 л, кроме потолочных швов. Стоимость неочищенного гелия в 4 раза выше аргона, очищенного – в 8 раз. Электродный материал в среде чистого He переносится крупными каплями. В смеси гелий и аргон проявляют лучшие свойства.
Технология и оборудование
Технология сварочного процесса реализуется аппаратами Tungsten Inert Gas (TIG) при толщинах сопрягаемых металлов свыше 2 мм плавящимся электродом в режиме работы полуавтомата. Либо вольфрамовым электродом для тонких материалов с участием присадочной проволоки – РАД сварка.
Оснащение сварочного поста основным и вспомогательным оборудованием:
Что такое аргонодуговая сварка с точки зрения рекомендаций технологии:
[stextbox сварка чувствительна к загрязнениям и оксидным проявлениям.[/stextbox]
Электроды вольфрамовые
Переносимость сверхвысоких температур до 3000 0 С при сохранении формы наконечника и твёрдости усиливаются напылением оксидами редкоземельных металлов. Маркировка указывает химсостав, размер прутка.
Изделия отечественной промышленности не всегда совпадают с мировыми требованиями. Международная символика стандартизирована, обобщена, включает буквенные, цифровые и цветовые обозначения:
Формообразование электрода
Наплавляющие электроды с примесями редкоземельных металлов по назначению и величине фронта плавления производятся размерами Ø 1–6,4, обладают улучшением свойств по показателям:
Конфигурация рабочего конца в виде сферы, конуса углом 15–120 0 влияет на качество соединения при изменении толщин деталей:
Метод формообразования важен: при ручной заточке поперечное снятие металла децентрализует дугу. Интенсивность провара концентрируется по боковым кромкам. Центру недостаёт тепла, равномерность создания шва нарушается.
Типичные ошибки заточки:
Горелка
Горелка удерживает W-электрод и является проводником аргона. Сертификация инструмента ведётся согласно ГОСТ 5.917-71. Сопла подразделяются по величине максимального тока и по виду охлаждения.
Горелки до 200 А имеют воздушное охлаждение, цанговые патроны рассчитаны на максимальный Ø 3. Мощные охлаждаются проточной водой. Цанги зажимают вставки до Ø 6. Ток достигает 500 А.
Горелка с плавящимся электродом работает по тому же принципу: дуга подаётся между изделием и проволокой. Отпадает надобность в цанге. Узкая зона термовоздействия, механизация процесса при сварке алюминия и нержавейки выигрышны.
С помощью инвертора
Подбор инвертора для работы в среде аргона определяют задачи и Материал сварочных единиц. Базовый элемент выбора – максимальное значение тока. Ориентир – табличные значения марки, толщины сплава.
Гибкость, подстраивоимость инверторов превращают установки в универсальное оборудование. Но наличие желательных функциональных установок упрощает работу и малоопытному сварщику:
Процедуры подготовки и проведения работ
Со стыковочных поверхностей удаляются загрязнения, следы ржавчины, проводится обезжиривание. Алюминий подвергается обязательной мехобработке по разрушению плёнки окислов.
Подача газозащиты настраивается с упреждением в 10 сек. до зажжения дуги и задержкой отключения газопотока по завершении цикла для ограждения шва против окислительных реакций. Электрод удерживается вблизи заготовки без контакта. Короткая дуга – залог качества.
В течение 10-минутных циклов в соответствии с паспортной продолжительностью нагрузки проводятся регламентированные перерывы. Сопло ведётся по продольной оси шва без поперечных колебаний. Завершают шов плавным сбросом тока реостатом для заполнения выемки кратера сварочной ванны.
В экипировку сварщика входят маска со светофильтром, не сковывающие движения теплостойкие перчатки, куртка, устойчивая к прожигу брызгами, закрытая обувь.
Режимы
Как варить аргоном новичку при сварке в домашних условиях, подскажут справочные таблицы. Полнота данных поможет определиться предварительно с основными настройками, подкорректировать режимы.
Токовую нагрузку определяют:
Сварку чёрного металла аргоном ведут с прямой полярностью. Газ подаётся равномерным потоком без пульсации.
Особенности розжига дуги
Старт розжига с устойчивым поддержанием горения облегчён при постоянном токе прямой полярности. Токи высокой плотности при минимальном ампераже не способствуют перегреву и выходу из строя электрода.
Смена полярности чревата ростом напряжения электродуги. Электрод теряет теплостойкость, а сама дуга устойчивость. Положительный момент обратной полярности – бомбардировка положительными зарядами частиц аргона разрушает окисление сварной поверхности.
Поток электронов приводит электризованный газ в состояние токопроводящей плазмы. Для сварки алюминия этот аспект важен. Низкая температура плавления и текучесть преодолеваются благодаря более низким токам, чем при сварке стали.
Сварка меди осложняется необходимостью подогрева, внесения раскисляющих присадок, флюсов для ответственных соединений. С неплавящимся электродом применяется прямая полярность.
Проволока малых диаметров с раскислителями подаётся полуавтоматом на высокой скорости. Производительный режим со стойкой дугой, должным проплавлением обеспечивается обратной полярностью.
Плавление проволоки с увеличением скорости подачи из мелкокапельного переходит в струйный вид. Плотность шва удовлетворительная, разбрызгивание на минимуме.
Преимущества и недостатки
Плюсы аргонной сварки:
Аргонодуговая сварка неплавящимися электродами
 Аргонодуговая сварка — это современная технология, которая не только позволяет повысить качество выполняемого соединения металлов, но и существенно упрощает работу с такими тугоплавкими металлами, как титан, медь и алюминий. Поговорим подробнее, что такое аргонная сварка, расскажем о ее преимуществах и недостатках.
Аргонодуговая сварка — это современная технология, которая не только позволяет повысить качество выполняемого соединения металлов, но и существенно упрощает работу с такими тугоплавкими металлами, как титан, медь и алюминий. Поговорим подробнее, что такое аргонная сварка, расскажем о ее преимуществах и недостатках.
Описание технологии
 Особенностью данной технологии является то, что сварка происходит в среде защитного инертного газа аргона. Это позволяет повысить качество соединения металлов и обеспечивает максимально возможную защиту от окисления. Аргон подается к горелке под высоким давлением и, полностью перекрывая рабочую зону, не позволяет кислороду проникать в соединяемые металлы, предотвращая появление ржавчины.
Особенностью данной технологии является то, что сварка происходит в среде защитного инертного газа аргона. Это позволяет повысить качество соединения металлов и обеспечивает максимально возможную защиту от окисления. Аргон подается к горелке под высоким давлением и, полностью перекрывая рабочую зону, не позволяет кислороду проникать в соединяемые металлы, предотвращая появление ржавчины.
Если ранее эта технология была доступны лишь профессионалам, то сегодня с появлением относительно простых и универсальных в использовании сварочных аппаратов, выполнять такую работу может каждый.
В зависимости от характеристик соединяемых металлов и оборудования используются два типа электродов: неплавящиеся и плавящиеся.
Из неплавящихся наибольшее распространение получила технология с применением вольфрамовой проволоки, что позволяет получать прочные соединения двух разнородных металлов. А вот плавящиеся электроды могут использоваться при ручной и полуавтоматической сварке, когда соединяются одинаковые или близкие по характеристикам тугоплавкости металлы.
Принцип работы сварочного оборудования
Сварочное оборудование состоит из следующих элементов:
Ручная аргонодуговая сварка не представляет особой сложности. Выполняется очистка и подготовка соединяемых металлов, осуществляется настройка и выбор режима работы. Далее сварщик зажигает горелку, после чего начинается подача газа к непосредственному участку сварки. Газовой горелкой расплавляют соединяемые элементы и аккуратно падают в зону соединения электрод или же сварочную проволоку. Единственный нюанс состоит в том, что отключать подачу защитного газа следует приблизительно через 10−15 секунд после выключения горелки.
Классификация режимов аргонодуговой сварки
Приведенная ниже классификация режимов аргонодуговой сварки позволит правильно подобрать электроды и оборудование.
Как правильно выбрать режим
 Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ. Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока. В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ. Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока. В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Наибольшей популярностью сегодня пользуются ААД и РАД сварка. А вот профессионалы, которым нужно выполнять большой объем работ, используют мощные полностью автоматические установки.
Рекомендации
 При длинной сварочной дуге образуется широкий шов с небольшой глубиной провара. Это может привести к ухудшению выполненного соединения. В этом случае рекомендуется держать используемый неплавящийся электрод как можно ближе к стыкам свариваемых деталей.
При длинной сварочной дуге образуется широкий шов с небольшой глубиной провара. Это может привести к ухудшению выполненного соединения. В этом случае рекомендуется держать используемый неплавящийся электрод как можно ближе к стыкам свариваемых деталей.
Для выполнения глубоких и узких швов следует выдерживать продольное движение горелки и электрода. При этом поперечных движений следует избегать.
Неплавящийся электрод и присадочная проволока должны находиться в зоне сварки и полностью прикрываться аргоном. Это защитит сварной шов от воздействия азота и кислорода.
Подача присадочной проволоки выполняется равномерно и плавно, так как быстрая и резкая подача проволоки приведет к разбрызгиванию металла, отчего пострадает качество шва.
Наличие у сварного шва выпуклой или округлой формы свидетельствует о том, что соединение выполнено не должным образом. Проплавлением поверхности в этом случае не обойтись.
Присадочную проволоку следует подавать перед горелкой, при этом держать ее под небольшим углом, что позволит обеспечить минимальную ширину сварочного шва и отличное проплавление металла.
Прекращать подачу инертного газа сразу же после завершения сварки не рекомендуется, так как может пострадать антикоррозийная защита соединения.
Стыки соединяемых деталей следует перед началом работ обезжирить и зачистить.
Преимущества и недостатки этой технологии
К преимуществам РАД технологии можно отнести следующее:
Из недостатков выделим следующие:



