Почему нельзя менять поршневые кольца в двигателе, без расточки блока? что такое эллипс? На все вопросы ответы в этом ролике.

Полезное видео для тех, кто борется с масложором 🙂 особенно просто заменой поршневых колец
В бж еще есть видео про маслосъёмные колпачки — Полезное видео для любителей погрешить на маслосъёмные колпачки 🙂
Mitsubishi Lancer 2008, engine Gasoline 2.0 liter., 150 h. p., Front drive, Manual — video
Comments 28

я вот только прочитал, по причине что стал заложником ситуации. Масложор на шкоде октавия тур BFQ 1.6. Двиг разобран, причина масложора кольца, колпачки, прогоревший клапан до кучи, седла клапанов раздолбаны в виду убитости их направляющих. Эллипсность, конусность определены нутрометром или как его там. Ожидается расточка до первого ремонтного размера 81.51мм. Так жаль на это тратить денег. Считай двиг открыт, много каких запчастей разумно было бы поменять, список составили, понятно что чешкские жигули, но вытянет из меня все это порядка 80ти тыс.руб с материалом+работой. Разумно? Может быть. Но меня смущает что нет наглядной выработки на стенках. Не вижу задиров. Они че микровые что ли должны быть. Они как я представлял должны четко проходить вдоль цилиндра. Не думаю, что спецы наеживают ради работы в 10 тысяч рублей куда входит расточка цилиндров, притирка клапанов, полировка коленвала. Ну нецелесообразно. А у меня огромное желание просто заменить кольца, вкладыши и прочие мелкие приблуды. Замеряли на моих глазах эллипсность, вроде видно что есть, они объясняют, но раз уж я не курю тему то че могу сказать. Помогите что ли советом. Возможна ли эллипсность, конусность при пробеге в 125 т.км. Он оригинальный, машина в одних руках, сам покупал в 2007 году в салоне, потом он у бати был, теперь снова у меня на ремонте. Спасибо.

На 1.8т двиг перетряхивал. Он итак то не жрал масло. Выработка была ступенька огроменная! Все собрал. Все гуд 40 тыс проехал пока.
видео на моем канале, ссылка на страничке. Я таки закрыл этот вопрос, все работает как следует. Благодарю. Выбрал фарш версию ремонта. Доволен.
Ступенька сильно заметна и пугающая- на верхнем кольце( при перекладке и сверхвысоких нагрузках) НО есть ещё второе и третье кольцо! Мотор едет, давление есть, что ещё надо? Совершенству нет предела



Наверное, рациональнее сначала померить цилиндры нутромером и если размеры и элипсность укладываются в допуски, то замена колец обоснована, если не укладываются, то замена поможет ненадолго.

ну само собой ) из каждого видео и мнения надо извлекать полезное, а не воспринимать как некоторые в штыки и напрямую
просто чаще всего нифига не мериют и тупо меняют кольца, а потом удивляются почему жрёт опять через некий пробег
Как определить эллипс цилиндра двигателя без нутромера
Как проверить эллипсность цилиндра
Как отремонтировать постель коленвала
Наиболее частый дефект цилиндрических поверхностей — отклонение формы их поперечного сечения от окружности, проявляющееся в виде эллипсности. Причины различные. Эллипсность отверстий может возникнуть в результате нормальной, но продолжительной эксплуатации двигателя. Тогда наблюдается практически одинаковое увеличение диаметров всех отверстий в сравнении с номинальным значением. Причем деформируются наименее жесткие части опоры — коренные крышки. Такое характерно для большинства двигателей с чугунными блоками.

У двигателей с блоками из легких сплавов после пробега 200-300 тыс. км обнаруживается иная картина. Эллипсность отверстий постели образуется за счет увеличения их размера в плоскости разъема опор блока с коренными крышками. Как правило, разность диаметров, измеренная в плоскости разъема опоры и перпендикулярно ей, может составлять величину до 0,05 мм.
Эллипсность отверстий постели может наблюдаться при малых пробегах как результат нарушения режима смазки коренных подшипников. Начальная стадия процесса сопровождается резким повышением температуры в зоне контакта шейки и вкладыша, что приводит к нагреву постели вала, непосредственно контактирующей с подшипниками. В результате происходит ослабление конструкционных элементов опор вала, прежде всего болтов и крышек. При этом геометрия отверстия в опоре нарушается.
Когда нужна хонинговка
Невозможно точно сказать, когда мотору понадобится расточка и хонинговка блока цилиндров – все очень индивидуально. Степень износа зависит от ряда факторов: качества бензина и моторного масла, стиля езды, работы охлаждающей системы и других параметров. Как правило, подобный ремонт требуется моторам с пробегом от 100 000 км.
 Профессиональные автослесари-мотористы достаточно точно определяют, когда появились задиры, и мотору требуется хонинговка. Если вы заметите какой-либо из нижеперечисленных признаков, значит, нужно показать автомобиль специалисту:
Профессиональные автослесари-мотористы достаточно точно определяют, когда появились задиры, и мотору требуется хонинговка. Если вы заметите какой-либо из нижеперечисленных признаков, значит, нужно показать автомобиль специалисту:
Сизый дым появляется, когда поршневое кольцо не может полностью собрать масло с поверхности цилиндра, и оно сгорает вместе с бензином. Это следствие изменившейся геометрии внутреннего канала, по которому двигается поршень. Расход смазки увеличивается по этой же причине.
Провалы на холостом ходу и потеря мощности тоже обусловлены нарушением геометрии изношенного цилиндра. Поршневые кольца уже не так плотно прилегают к стенкам цилиндра блока, появляются микроскопические зазоры, через которые газы прорываются в картер. В камере сгорания падает компрессия, что и становится причиной падения мощности.
Проскальзывающие мимо поршня продукты сгорания, не выполняют полезную работу, просто пролетают в картер. При одинаковой работе такой двигатель расходует больше горючего, чем полностью исправный агрегат. Отсюда повышенный расход топлива.
Виды износа поршней
Определить необходимость ремонта или замены деталей ЦПГ можно по состоянию поршней, колец и их посадочных мест.
О том, что следует принимать меры, предупреждающие поломку двигателя, говорят следующие явления:
Нагар с днища поршня счищается при помощи тупого металлического скребка или щетки. Из канавок он удаляется при помощи специального приспособления.
Определить присутствие трещин на поршне можно на слух. Для этого деталь берется за головку, а по юбке наносятся легкие удары металлическим предметом. Глухой и дребезжащий звук свидетельствует о наличии трещин.
Поршни, имеющие трещины, глубокие царапины и большой износ по диаметру, не подлежат ремонту – только замене.
Изношенные канавки протачиваются на токарном станке при помощи кольца с наружным диаметром, равным внутреннему центрирующему пояску поршня. Это позволяет устанавливать кольца большей высоты. Протачивать канавки необходимо с учетом размеров установленных ремонтных колец.
Износ отверстий в бобышках устраняется их развертыванием под увеличенный диаметр при помощи раздвижной отвертки с направляющим хвостовиком. Короткие развертки использовать нельзя, так как ими можно легко нарушить перпендикулярность оси пальца с осью поршня. После операции развертывания необходимо произвести проверку перпендикулярности на специальном устройстве.
Делается это следующим образом. Поршень надевается на палец устройства и придвигается вплотную к стойке. Штифт индикатора, закрепленный на стойке, должен соприкасаться с поршнем. Стрелка индикатора покажет определенное отклонение – его величину необходимо зафиксировать. Далее поршень снимается и надевается на палец другой стороной. Разница в полученных измерениях не должна превышать 0,05 мм. Если она больше, поршень забраковывается.
Если на юбку поршня было нанесено заводское защитное покрытие, которое повредилось в процессе эксплуатации, крайне желательно провести операцию по его восстановлению. Специальные антифрикционные покрытия снижают коэффициент трения, способствуют дополнительному охлаждению поверхностей и уменьшают износ деталей.
Восстановить покрытие или нанести новый защитный слой позволяют материалы, выпускаемые сегодня в качестве более простых в нанесении и эффективных альтернатив заводским составам.
Рассмотрим технологию нанесения антифрикционного покрытия на юбку поршня на примере наиболее популярного материала – MODENGY Для деталей ДВС.

Первым делом поверхность юбки тщательно очищается доступным механическим или химическим способом от прочно сцепленных загрязнений: нагара, оксидных пленок, остатков старого покрытия и пр. Затем на поршень надевается трафарет, чтобы защитить те участки, на которые попадание нежелательно.
Далее поверхность юбки заливается Специальным очистителем-активатором MODENGY, который обеспечивает высокую адгезию покрытия и максимальный срок его службы. Через 15 мин Очиститель полностью испаряется, оставляя полностью подготовленную поверхность (касаться ее руками нельзя).
Покрытие MODENGY Для деталей ДВС упаковано в удобный аэрозольный баллон, который перед использование тщательно встряхивается.
Первый слой материала наносится на поверхность с расстояния 20-30 сантиметров. Процедура производится быстрыми повторяющимися движениями. Спустя 10 минут материал приобретает матовый оттенок и позволяет наносить второй слой покрытия (при необходимости). Общая толщина защитной пленки должна составлять 10-20 мкм.
Поршни со свежим покрытием не рекомендуется перемещать до его полной полимеризации (12 часов при комнатной температуре или 20 минут в печи при температуре +200 °C).
После завершения работ сопло распылительной головки следует обязательно прочистить. Для этого нужно перевернуть баллон вверх дном и нажать на клапан распылительной головки, направляя струю от себя. Удерживайте его в таком положении необходимо до тех пор, пока из сопла не начнет выходить чистый газ.
Хонингование в цифрах
Каковы возможности хонингования по съему металла? Расточка или гильзовка оставляют под финишную обработку припуск величиной в «десятку» (0,1 мм). Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Собственно хонингование проводится в три этапа на одном и том же станке.
Этап 1. Работают грубые бруски. Они уменьшают припуск до 0,05 мм.
Этап 2. Мастер меняет бруски на чистовые, которые выводят поверхность цилиндра в окончательный размер. Они же создают правильный рисунок сетки. Теперь масляная пленка будет надежно удерживаться на стенках цилиндра, а излишки масла будут сбрасываться маслосъемными кольцами в картер двигателя.
Этап 3. Чистовые бруски заменяются щетками из нейлоновых нитей с кремниевыми кристаллами. Щетки убирают острые вершины хонинговальных рисок и заусенцы. Образно говоря, обеспечивают «суперфинишную» обработку после финишной.
Дефектовка деталей шатунно-поршневой группы — Определение эллипсности головки шатуна
Содержание материала
Определение эллипсности головки шатуна
16. Определите эллипсность нижней головки шатуна, для чего из большего измеренного значения надо вычесть меньшее. Если эллипсность превышает 0.05 мм, замените шатун вместе с крышкой.
17. Измерьте штангенциркулем толщину Т шатунных вкладышей.
18. Измерьте микрометром диаметр Dн шатунной шейки коленчатого вала.
19. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Dв-2Т-Dн. Номинальный расчетный зазор составляет 0,018-0,045 мм. Предельно допустимый зазор равен 0.1 мм.
Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого. нужно заменить вкладыши на этих шейках новыми номинальной толщины подходящего класса.
ПРИМЕЧАНИЕ
На торцовую поверхность шатунных вкладышей классов 1 и 3 нанесена маркировка, различающаяся по цвету: вкладыши класса 1 маркируют черной краской, класса 3 — зеленой. Вкладыши класса 2 не имеют маркировки.
20. Вставьте шатун в поршень, смажьте поршневой палец моторным маслом и запрессуйте его в шатун на том же приспособлении, на котором палец выпрессовывали, или с помощью молотка и подходящей оправки, вставленной во внутреннее отверстие пальца. Поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца, что позволит ему занять правильное положение. Направление запрессовки должно совпадать с направлением стрелки, нанесенной на верхнюю часть поршня.
21. Установите поршневые кольца двигателя Шкода Октавия на поршень в порядке, обратном снятию.
22. Сориентируйте замки колец, как показано на рис. 467. Установите кольца на остальные поршни.
23. Установите вкладыш в шатун, совместив установочный усик вкладыша с выемкой на шатуне. Смажьте рабочую поверхность вкладыша моторным маслом.
24. Смажьте моторным маслом зеркало цилиндра, поршень и поршневые кольца.
25. Установите на поршень оправку для сжатия колец и сожмите кольца.

Рис. 467. Расположение замков поршневых колец перед установкой поршня в цилиндр:
1 — замок верхнего кольца составного маслосъемного кольца; 2 — замок верхнего компрессионного кольца; 3 — замок нижнего кольца составного маслосъемного кольца; 4 — замок нижнего компрессионного кольца и расширителя маслосъемного кольца; 5 — поршневой палец.
Проверка состояния элементов ЦПГ
Общий принцип поиска неисправности скутера Проверка состояния поршневой группы скутера Поиск неисправности в системе питания скутера Поиск неисправности в системе зажигания скутера Диагностика состояния элементов ЦПГ скутера Диагностика состояния коленвала скутера Проверка состояния сцепления скутера Проверка состояния свечи скутера Ремонт бензобака скутера

Очевидно, что замена цилиндра необходима, если на его зеркале имеются задиры или наплывы алюминия после теплового прихвата. Однако в некоторых случаях возможна замена только поршня и колец. Если возникла необходимость ремонта ЦПГ, следует провести проверку эллипсности цилиндра. Это необходимо для принятия решения о способе ремонта.
Как правило, ЦПГ меняется только «в сборе», т.е. поршень с кольцами вместе с цилиндром. Это связано с тем, что износ цилиндра и колец происходит не равномерно, а по эллипсу, ввиду неравномерного давления колец на стенки цилиндра. Поэтому установка новых, идеально круглых колец в выработанный цилиндр попросту недопустима. Чтобы получить полную картину износа цилиндра, его нужно измерить в нескольких местах: в нижней, средней и верхней частях цилиндра (где образовалась кольцевая канавка от колец)- так вы проверите цилиндр на конусность. Сначала проделай это в плоскости вращения коленвала, а затем перпендикулярно ей — проверите его овальность. Если хочешь узнать изначальный диаметр рабочей поверхности, измерь верхний поясок, куда не доходят кольца. Но прежде тщательно отмой его от нагара. Максимально допустимая конусность — 0,05 мм.
При отсутствии прибора можно проверить износ «на глаз», что, как правило, бывает достаточно для принятия решения о способе ремонта: вставив кольцо в цилиндр, необходимо поршнем, введённым снизу выровнять кольцо на расстоянии примерно 10 мм от верхней точки цилиндра. Причём стык колец надо соориентировать в соответствии с расположением стопора на поршне. Посмотрев в цилиндр на свет, можно явно обнаружить две щели, либо их отсутствие. В первом случае замена только колец и поршня недопустима, во втором она вполне возможна.
Расточка до ремонтного размера, (при наличии ремонтных поршневых) не всегда желательна. Процесс расточки цилиндра двухтактного двигателя в корне отличается от способов ремонта четырёхтактного: цилиндр должен иметь конусность по высоте, вместе с строгим соблюдением теплового зазора.
Коленчатый вал
При неисправности коленчатого вала, можно произвести восстановление. Основная функция здесь лежит на шейках. Если они повреждены их лучше заменить на новые. Особенно при тюнинге двигателя. Но если вы не желаете замены, можно произвести полировку шеек коленчатого вала. Что это даёт? Механическая нагрузка изнашивает детали. И даже незначительные шероховатости недопустимы. Полировка повышает работоспособность и износоустойчивость шеек коленчатого вала. Однако при ремонте двигателя полировка шеек, на практике часто исключается, для снижения стоимости ремонта. Но все-таки лучше полировку шеек делать в комплексе. Или отдельно от ремонта двигателя.
Как читать показания штихмаса?
Когда вращение барабана прекращается и микрометрический винт перестает двигаться, стопором закрепляют его и начинают смотреть на показания прибора. Он состоит из двух шкал, расположенных перпендикулярно друг к другу. Одна, основная, находится на стебле прибора. Цена одного деления на ней 1 мм. Когда пятка прикасается к микрометрическому винту, ноль на шкале барабана совпадает с нолём шкалы на стебле. Шкала барабана разделена 50 делениями. Цифры стоят через каждые 5 делений. Цена каждого 0,01 мм. Поэтому при полном повороте барабана винт сдвигается на 0,5 мм.
Но на стебле есть своя шкала. Ее длина 13 мм. Цена деления на ней 0,5 мм и 1 мм. Поэтому сначала оценивают показания на стебле. Затем смотрят на показания на фаске барабана. Складывают эти цифры. Но это еще не все. В большинстве случаев при измерении используется удлинитель. Его длину тоже нужно прибавить к полученному значению.

Максимальная длина без удлинителя 63 мм. Чтобы прикрепить удлинитель к прибору, снимают гайку со стебля. Устанавливают нужное количество удлинителей и закручивают гайку на конец последнего.
Самый короткий удлинитель 13 мм, самый длинный – 600 мм. Кроме них есть размером 25, 50, 100, 150 и 200 мм.
Ремонт постелей коленчатого вала
Чтобы восстановить постели коленчатого вала, необходимо устранить все отклонения отверстий постели от номинального значения, превышающие 0,02 мм.
Способы ремонта постелей коленчатого вала
Способ ремонта постели коленчатого вала выбирается в зависимости от глубины повреждения постели. Для нормальной работы подшипников коленчатого вала необходимо, чтобы отверстия имели точные размеры и строгую форму.
Основной способ ремонта постелей коленчатого вала — занижение высоты коренных крышек. Для этого требуется создать припуск на последующую механическую обработку под отверстия номинального размера. Обработка постели выполняется растачиванием или хонингованием.
Для восстановления постелей коленвала потребуется специальное оборудование. При выборе восстановления постелей методом занижения высоты коренных крышек следует учесть, что в таком случае оси отверстий тоже сместятся в сторону опорных поверхностей блока цилиндров. Это смещение при аккуратной обработке составит половину от величины эллипсности отверстий. Это приведет к тому, что ось коленвала, установленного в постели тоже сместится, на эту же величину. Если положение оси изменится больше, чем на 0,08 мм это может привести к незапланированным проблемам, таким как, неправильная стыковка двигателя с КПП или потеря герметичности в результате нарушения правильной установки сальников.
Если смещение вала повлияет на стыковку двигателя с КПП или АКПП, это может привести к нарушению нормальной работы агрегатов трансмиссии.
Критическое смещение для АКПП: 0,05 мм
Критическое смещение для МКПП: 0,1 мм
Также при смещении оси коленчатого вала изменяется размер камеры сгорания, соответственно изменяется степень сжатия. В некоторых конструкциях двигателей это грозит встречей поршня с головкой блока цилиндра.
При значительном повреждении одной из опор вала необходимо проверить остальные опоры вала и если требуется восстановить их, используя метод занижения крышек. Крышки поврежденных опор можно занизить на требуемую величину, также можно рассмотреть ремонт блока.
Здесь есть несколько вариантов: можно изготовить специальную П образную вставку, которую приваривают к поврежденной поверхности. Обработка отверстия по требуемому размеру проводится растачиванием с учетом оси уже обработанных отверстий.
Главной задачей при ремонте постелей коленчатого вала является выбор методов восстановления, которые позволят избежать значительных смещений оси вала и приведут к меньшим изменениям конструкции двигателя.
Эллипс в цилиндре двигателя
Во время работы двигателя самые большие нагрузки от трения испытывают цилиндры и поршни двигателей. Это связано с тем, что этим деталям приходится работать в тяжелых условиях повышенных температур и повышенного давления.
Элементы поршней трутся о стенки цилиндров, вызывая тем самым постоянный износ. Причем этот износ может происходить неравномерно, и постепенно цилиндр начинает терять свою первоначальную форму. Но это вовсе не означает, что это изменение формы становится видно глазу.
Возможно Вас заинтересуют следующие услуги
Наши контактные данные: 8(343)200-88-83, 8(950)657-77-11, e-mail: 2008883@bk.ru
Для чего нужна расточка блока цилиндров?
 Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
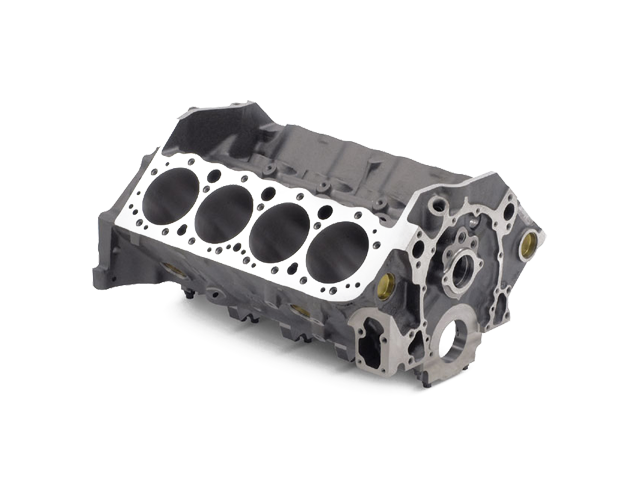
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:

Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Как выполняется расточка блока цилиндров?
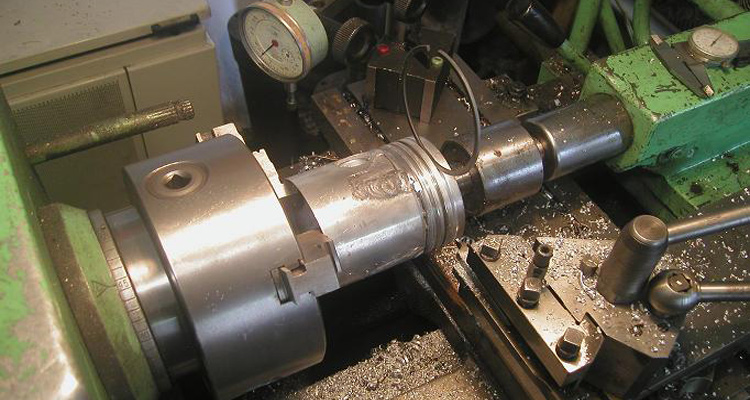
 Операция по восстановлению нужного зазора между стенками цилиндра и поршнями не такая уж и сложная. Достаточно проточить на расточном станке цилиндр до нужного размера, и зазор получается сам собой. Потом останется лишь установить новый поршень.
Операция по восстановлению нужного зазора между стенками цилиндра и поршнями не такая уж и сложная. Достаточно проточить на расточном станке цилиндр до нужного размера, и зазор получается сам собой. Потом останется лишь установить новый поршень.
Обычно для этих операций используют вертикально-расточной станок для расточки блока цилиндров. И правильность расточки зависит от состояния оборудования и квалификации станочника. Однако, это не сложная технологическая операция.
А вот для того, чтобы убрать эффект эллипса, придется повозиться. Восстановление формы цилиндра – вот самая сложная часть процесса. Причина в том, что выработка внутренних поверхностей цилиндра может быть самой разной в различных местах цилиндра. Поэтому перед тем как приступать к расточке, проводят несколько измерений при помощи микрометрических стрелочных приборов. И только после этого выносится решение, как именно нужно протачивать цилиндр, чтобы добиться нужной геометрии поверхности.
Помимо устранения эллипсности расточка блока цилиндров преследует цель убрать и конусность цилиндра. И этот параметр должен быть не более 0,01 мм. На всей длине цилиндра. Подобные операции с такой минимальной погрешность можно делать только на расточных станках, у которых точность проточки еще ниже, чем 0,01 мм.
Помимо этого при растачивании цилиндра должны выдерживаться высокие требования к получаемой чистоте обрабатываемых поверхностей. Чем чище будет обработана поверхность при расточке, тем меньше времени понадобится на притирку новых деталей.
Если чистота обработки будет недостаточной, возникнут проблемы с преждевременным износом колец поршня, с перерасходом масла, перерасходом топлива. Плюс ко всему увеличивается трение, особенно в процессе обкатки, это всегда связано с лишним количеством металлической пыли в масле.
Цилиндр и поршень проверяются внешним осмотром на предмет неравномерного износа, наличия трещин и повреждений. Кроме того, измерением проверяется износ поршня и сравнивается с предельным значением износа, которое приводится в Руководстве по ремонту. Если даже величина износа наход
приводится в Руководстве по ремонту. Если даже величина износа находится в допустимых пределах, поршень подлежит замене при наличии повреждений или неравномерного износа. Аналогично, даже при отсутствии повреждений или неравномерного износа поршень нужно заменить, если его износ превысил допустимую величину.
• Царапины и другие повреждения на поверхности поршня
Если нарушается процесс сгорания, то на днище поршня и на жаровом поясе возникает недопустимая деформация или появляются повреждения. Более того, если поршень работает в жёстких условиях или масло потеряло свои качества, то на поверхности поршня появляются следы сильного износа или трещины.

• Неравномерный износ и повреждения канавок для поршневых колец
Неравномерный износ канавки приводит к сильной вибрации кольца, которая вызывает повышенный расход масла и прорыв картерных газов. Большое значение имеет не только измерение износа, но и визуальная оценка его равномерности.

• Забитые дренажные отверстия
Маслосъёмное кольцо удаляет со стенки цилиндра излишки масла, которое попадает в цилиндр разбрызгиванием из картера коленчатого вала. То масло, которое кольцо соскребает со стенки цилиндра, возвращается в картер через дренажные отверстия в нижней канавке под кольцо. Если дренажные отверстия засоряются, то масло начинает угорать. В некоторых поршнях дренажные отверстия выполняются в нижней части канавки под кольцо.

• Измерение наружного диаметра поршня
По мере роста пробега увеличивается износ поверхностей трения поршня. При сильном износе увеличивается зазор между юбкой и цилиндром — это приводит к увеличению шума работающего двигателя и к росту угара масла. Место измерения диаметра юбки и значение предельного износа указаны в Руководстве по ремонту. Если износ больше допустимого, то поршень подлежит замене. Далее, если износ поршня находится в допустимых пределах, но после измерения диаметра цилиндра становится очевидно, что зазор между юбкой и цилиндром все же превышает допустимое значение, то поршень нужно поменять, если это поможет вернуть зазор к норме.

• Проверка зеркала цилиндра
Почти всегда верхняя часть цилиндра изнашивается быстрее нижней из-занеравномерности условий трения между кольцами и цилиндром по высоте. Кроме того, цилиндр изнашивается быстрее в направлении перпендикулярном оси пальца, поскольку в этом направлении поршень давит на цилиндр сильнее. Цилиндр никогда не изнашивается равномерно: профиль износа имеет вид воронки с расширением вверх и форму овала в плане. Уступ, который образуется в ВМТ верхнего компрессионного кольца можно оценить визуально и пальцем, на ощупь. Далее, измерьте диаметр вверху, в среднем поясе и внизу, в двух плоскостях: параллельно оси поршневого пальца (Х) и поперёк оси пальца (Y). Эти измерения позволят определить конусность и овальность цилиндра. Если на зеркале цилиндра имеются царапины, задиры или износ превышает допустимое значение, то цилиндр нужно расточить под поршни ремонтного размера (если выпускаются). Если блок цилиндров по каким-то причинам не допускает расточки, то блок нужно заменить.

• Проверка поршневого пальца и отверстий в бобышке пальца
Оба конца поршневого пальца работают внутри поршневых бобышек, а средняя его часть работает в верхней головке шатуна. Для проверки износа и величины фактического зазора нужно измерить диаметр поршневого пальца в тех местах, которыми он работает в отверстиях и диаметры соответствующих отверстий.
Если результат одного из измерений выходит за допустимые пределы поршень с пальцем нужно заменить.
Характер износа отверстия в поршневой бобышке зависит от условий работы двигателя. Равномерный износ практически не встречается — обычно он имеет форму овала. По этой причине диаметр отверстия нужно измерять в двух плоскостях: в вертикальной и в горизонтальной (X и Y). Если результат одного измерения выходит из допустимых пределов, то поршень с пальцем нужно менять.


Измерьте диаметр отверстия в верхней головке шатуна в вертикальной плоскости, поскольку в этом направлении износ всегда больше. Если результат одного выходит из допустимых пределов, то шатун нужно заменить.
Поскольку масло в парах трения поршень-палец и шатун-палец обеспечивается масляным клином определённой толщины, то при увеличении зазора сверх допустимого значения перечисленные детали нужно заменить. Замена обязательна, даже если износ отдельной детали в паре трения не превысил допустимого значения. Вычислите величину зазоров в перечисленных выше парах трения и замените детали, если величина зазора превысит допустимое значение.

* Проверка верхней плоскости блока цилиндров на коробление
Если происходит коробление верхней плоскости блока цилиндров, то обжатие прокладки головки блока цилиндров не будет происходить так, как нужно. Там где удельное давление на прокладку будет ниже нормы, может наблюдаться прорыв охлаждающей жидкости или, что ещё хуже — отработавших газов. В большинстве случаев названные выше неприятности случаются из-за коробления верхней плоскости блока цилиндров, неправильной затяжки болтов крепления головки цилиндров, коробления нижней плоскости головки блока или из-за сочетания названных причин.
В одноцилиндровых двигателях с небольшим рабочим объёмом коробление верхней плоскости блока цилиндров редко является причиной прорыва газового стыка. Хотя для многоцилиндровых двигателей причиной проблем с газовым стыком является в основном коробление нижней плоскости головки цилиндров и неправильная затяжка болтов крепления головки, нужно проверять верхнюю плоскость блока цилиндров.
При помощи поверочной линейки проверьте верхнюю плоскость блока цилиндров на просвет и измерьте зазор плоским щупом. Если коробление превышает допустимое значение, замените блок цилиндров. Если обнаружено коробление блока цилиндров, то велика вероятность того, что головка цилиндров также пострадала. Проверьте на коробление и головку цилиндров.


| Комментарии |
| Нет комментариев. |
| Добавить комментарий |
| Пожалуйста залогиньтесь для добавления комментария. |
| Рейтинги |




