Стальные эллиптические днища, их применение и производство
Стальные эллиптические днища, их применение и производство.












Стальные эллиптические днища представляют собой днища резервуаров различного диаметра, имеющие эллиптическую форму, произведенные из стали. Для их производства подбирается такая сталь, характеристики которой подойдут для нужного рабочего давления, устойчивости к различного рода воздействиям и эксплуатации в определенных климатических условиях.
Применение эллиптических днищ:
Они нашли широкое применение в различных отраслях промышленности, включая химическую, газовую, нефтяную, пищевую, фармацевтическую.
Благодаря своей форме, характеристикам материала и другим параметрам стальные эллиптические изделия с отбортованными кромками могут применяться при оборудовании коммунальных трубопроводных магистралей, для изготовления котельного оборудования, промышленной аппаратуры, емкостей для хранения горючих и пищевых продуктов, для оснащения вакуумных агрегатов, поддерживающих высокий уровень давления и в других направлениях.
Особенности производства эллиптического днища:
Использование стали для изготовления таких изделий за счет его собственных характеристик и при использовании определенных технологических операций может придавать им следующие свойства:

Для их производства чаще всего может применяться фланжировка, когда происходит раскатка роликами заготовки до придания необходимой формы, или штамповка, при которой нужная форма придается за счет выдавливания заготовки при помощи оснастки. За счет изменения формы металлической заготовки становятся лучше эксплуатационные качества готового изделия. Для того чтобы придать изделиям нужные механические свойства, их могут подвергать операциям, включающим нагрев, выдержку и охлаждение.
Центральная часть изделия характеризуется относительной тонкостью, что способствует исключению деформации изделий в процессе соединения донной части с основным корпусом резервуара. В зоне контакта деталей обычно появляется весьма высокое механическое напряжение. Днища с крупными габаритными размерами дополняются достаточно толстой окраиной с кольцеобразной формой.
При изготовлении эллиптических днищ могут опираться на ГОСТ 6533-78, ГОСТ 34347-2017 и ГОСТ Р 52630-2012. Отклонение внутреннего (наружного) диаметра в цилиндрической части отбортованных днищ и полусферического днища допускается не более ±1% номинального диаметра. Относительная овальность допускается не более 1%. Для днищ, изготовляемых штамповкой, допускается утонение в зоне отбортовки до 15% исходной толщины заготовки.
Чем отличается торосферическое днище от эллиптического
Назначение днища – герметизация промышленных резервуаров, сосудов, аппаратов. Детали имеют вид полых конструкций, произведенных из листового металла.
В нефтегазовой, химической, пищевой промышленности чаще используют эллиптические заглушки благодаря своей геометрической форме, которая обеспечивает им высокие прочностные характеристики, устойчивость к перепадам давления и гидравлическим ударам.
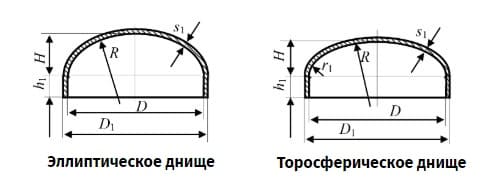
Сфера применения, технические параметры оборудования влияют на выбор днища. Оно бывает плоским, коническим, эллиптическим, торосферическим. Последние два типа, схожие внешне, имеют разные характеристики. В этой статье рассмотрим, чем детали различаются.
Особенности торосферических днищ
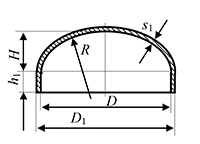
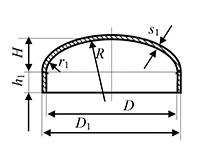
Форма оборудования строится из трех геометрических фигур – сферы, тороида и цилиндра. Сферическая часть – это дно, самая выпуклая область. Тороидная – боковая, средняя область, цилиндрическая – бортовые края.
Чтобы получить нужную форму, методы производства комбинируют. Сферическую область получают штамповкой на гидравлических прессах. Тороидную – холодным фланжированием на обкатном станке с роликами разных радиусов. При изготовлении больших изделий, диаметром более 2х метров, применяют только фланжирование.
Детали малых размеров изготавливают из бесшовных заготовок, больших – из сварных. Производство проходит в несколько этапов.
Методика дает возможность производить днища практически любого размера и объема. Кроме того, она позволяет добиться точных геометрических параметров.
Изготовление, характеристики деталей регламентируют ГОСТы 34347-2017, 34233.2-2017.
Торосферические изделия применяют при работе под давлением:
Типы торосферических днищ
В зависимости от технических характеристик, условий эксплуатации емкостного оборудования и сосудов торосферические заглушки изготавливают в трех исполнениях: A, B, C. Первый применяют при низком давлении, второй ‒ при небольшом, третий ‒ при повышенном.
| Конструкция / Давление в сосудах | A. Атмосферное или низкое | B. Небольшое | C. Повышенное |
|---|---|---|---|
| Наружный диаметр (D), мм | 800-4200 | 1000-360 | 1000-3900 |
| Толщина стенки (s), мм | 4-26 | 4-26 | 4-26 |
| Радиус днища (R) | 1D | 0,9D | 0,8D |
| Радиус уклона (r) | 0,1D | 0,17D | 0,15D |
| Наружная высота (h1) | ≥3,5s | ≥3,5s | ≥ 3,5s |
| Диаметр диска, из которого произведена деталь (h2) | 0,2D | 0,25D | ≥ 0,255D |
Производство эллиптических днищ
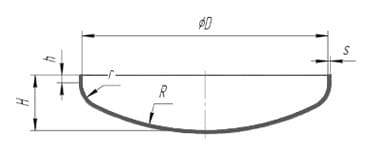
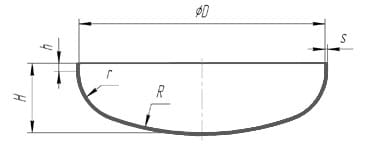
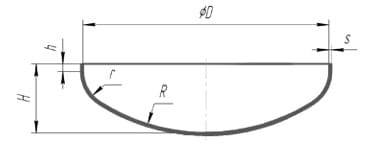
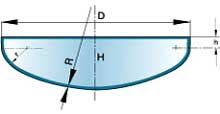
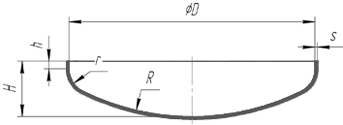
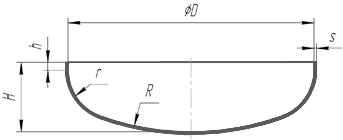
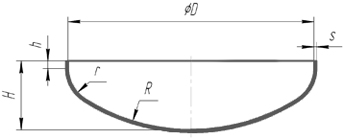
Изделие можно условно поделить на две половины – выпуклое дно, в разрезе – эллипсоид, и борт, напоминающий цилиндр. Радиус кривизны уменьшается плавно ‒ от выпуклости к бортам. Это дает возможность применять конструкцию для работы при повышенных нагрузках.
Эллиптическую арматуру изготавливают из стальных плоских заготовок в форме круга, состоящих из одной или более частей («лепестков»). Чтобы получить нужную геометрию, применяют горячее штампование. Деталь «выдавливают» из стального листа, затем корректируют форму.
Размеры детали регламентирует ГОСТ 6533-78. Наружный диаметр – 0,25-4,5 м, толщина стенок – 4-36 мм.
Геометрическая форма дает оборудованию высокую прочность, устойчивость к перепадам давления, вакуумному воздействию, гидроударам. Его применяют в химической, нефтегазовой, пищевой, фармацевтической, жилищно-коммунальной, деревообрабатывающей сферах. Элемент совместим с воздухосборниками, ресиверами, фильтрами, сепараторами, отстойниками, котлами, реакторами, может применяться в качестве заглушки в трубопроводах.
Чем различаются
Несмотря на схожесть типоразмеров и геометрическую форму, запорные трубопроводные элементы имеют ряд различий.
ГОСТ 34233.1-2017 устанавливает нормы расчета днищ по допускаемому напряжению, в соответствии с которым расчеты показывают, что при одинаковых размерах и условиях эксплуатации эллиптические днища выдерживают бОльшие нагрузки при меньшей толщине стенки.
Торосферические трубодетали производят штамповкой или холодной прокаткой. Это дает высокую точность исполнения, возможность создавать оборудование любых типоразмеров. Но фланжирование не дает использовать толстый металл, толщина стенки не может превышать 26 мм.
Эллиптическая арматура создается штамповкой. Изгиб детали дает ей усиленную прочность, устойчивость к повышенному давлению. С другой стороны, ее размеры фиксированы нормативами, возможность индивидуализировать размеры отсутствует. Толщина стенки ограничена 36 мм.
Эллиптические днища
Компания INOX Group предлагает вам купить в РФ эллиптические днища производства концерна Technofondi (Италия). В номенклатуре реализуемой продукции – изделия диаметром 400. 5000 мм с толщиной стенки 1. 30 мм. Это эллиптические днища, которые выпускаются по европейским нормативам DIN 28013 и DIN 28011, соответствующим ГОСТ 6533-78. На складах нашей компании в Италии и г. Москва – в наличии все ходовые типоразмеры эллиптических днищ. Поставляем изделия любого размера, запрашиваемого клиентом, в сжатые сроки.
Особенности применения и изготовления эллиптических днищ
Стальные эллиптические днища находят применение в производстве сосудов и промышленных аппаратов, рассчитанных на высокое рабочее давление. Такие технические емкости используются в химической, фармацевтической, пищевой промышленности. Днища выпуклой формы изготавливаются из листовой углеродистой/нержавеющей стали.
Технологии изготовления:
Холодная штамповка. Штампованные эллиптические днища выпускаются диаметром 400, 550, 600, 800, 1000, 1200 мм.
Холодное фланжирование. Холодная раскатка на фланжировочном оборудовании позволяет выпускать эллиптические днища толщиной до 4 мм, а также изделия большого диаметра. Основные преимущества фланжирования: точность размеров, низкая металлоемкость производства.
Выбор технологии изготовления зависит от толщины и диаметра днища. По запросу клиента на заключительной стадии производства изделие подвергается отбортовке, а его поверхность и края – шлифовке и полировке. Отбортованные эллиптические днища имеют ровную кромку, что значительно упрощает последующий процесс производства технических емкостей.



Днища изготавливаются со сварным швом в ряде случаев:
— диаметр более 1800 мм, толщина металла менее 6 мм;
— диаметр более 2500 мм, толщина металла более 8 мм.
Днища изготавливаются со сварным швом в ряде случаев:
Ключевое преимущество эллиптических днищ Technofondi типа F, поставляемых ООО INOX Group, – это возможность производства изделий большого диаметра без сварных швов. Максимальный диаметр бесшовного днища зависит от толщины и марки стали.
Основные диаметры эллиптических днищ тип F (DIN 28011)
| Диаметр днища | Толщина днища | Сварной шов | Марки стали |
| 320-1700 | От 1 до 12 мм | Отсутствует | AISI 304/304L, 316/316L, 321, 316Ti, 310/310S, 904, SA2205 |
| 320-2000 | От 12 до 30 мм | Отсутствует | AISI 304/304L, 316/316L, 321, 316Ti, 310/310S, 904, SA2205 |
| 320-1800 | От 1 до 6 мм | Отсутствует | S235JR, S275JR, A516gr70, P265GH, P355NH, S355J2G3 |
| 320-2500 | От 8 до 30 мм | Отсутствует | S235JR, S275JR, A516gr70, P265GH, P355NH, S355J2G3 |
При диаметре от 500 до 800 мм макс.толщина 15 мм
| SV | D x 1,16 + 2h |
| Ht | D x 0,25 + h + s |
Технические параметры эллиптических днищ:
Диаметр (D). 400-5000 мм.
Радиус (R). 4/5 диаметра (0,8*D).
Толщина стенки (s). 3-22 мм.
Высота борта (цилиндрической части). ≥ 5*s.
Прежде чем купить эллиптические днища, проконсультируйтесь со специалистами INOX Group. Мы поможем вам выбрать наиболее подходящий типоразмер изделия, соответствующий проектным условиям эксплуатации.



Типы кромок эллиптического днища
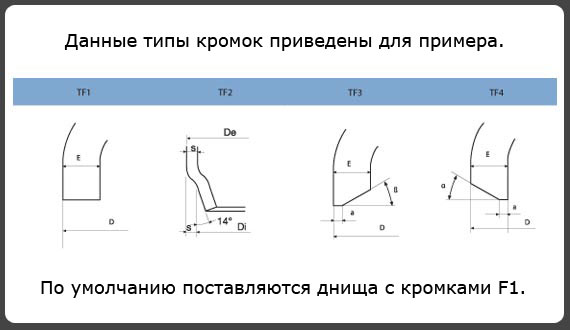
Мы также предлагаем Вам шлифовку и полировку днищ для уменьшения его шероховатости и улучшения эстетического вида.
За более подробной информацией обращайтесь к менеджерам нашей Компании.
Эллиптические и торосферические днища: особенности конструкции и производства, расчет днищ по напряжениям

Конструкция любого герметичного сосуда или аппарата имеет два днища, которые привариваются к обечайке корпуса или к корпусным фланцам. В зависимости от технических требований емкости могут комплектоваться различными типами днищ: эллиптическими, сферическими, плоскими, коническими.
В различных отраслях промышленности (нефтегазовой, химической, пищевой) считается, что наиболее оптимальной конструкцией днищ является эллиптическая, так как за счет геометрической формы она обладает высокими прочностными характеристиками, хорошо выдерживает перепады давления в емкости и гидродинамические удары (например, в ресиверах и воздухосборниках).
В данной статье мы подробно рассмотрим конструктивные отличия и особенности применения, конструкции и изготовления схожих внешне эллиптических и торосферических днищ.
Особенности применения, конструкции и производства эллиптических днищ
Эллиптические днища предназначены для эксплуатации при высоком давлении до 16 МПа в качестве деталей емкостей и аппаратов, (особенно подлежащих регистрации в Ростехнадзоре), ресиверов, сепараторов, отстойников, котлов, реакторов и реакторных колонн, а также заглушек на магистральных трубопроводах (диаметром до 720 мм.) и т.д.
Готовое эллиптическое днище имеет две части: выпуклый эллипсоид и цилиндрическую отбортованную обечайку (борт). Благодаря своей форме, а именно, постепенному и плавному уменьшению радиуса кривизны эллиптической части в сторону бортов, достигается равномерное и более эффективное распределение изгибных напряжений без их концентрации, что позволяет эксплуатировать эти днища при высоком давлении.
Корпус технологического аппарата приваривается к цилиндрической обечайке, которая необходима для того, чтобы сварной шов не проходил слишком близко к изогнутой части, так как это приводит к увеличению напряжений на днище.
Производство эллиптических днищ
Для получения нужной формы могут использоваться технологии горячей или холодной штамповки.
Днища изготавливаются из листового металлопроката, а именно, круглой плоской заготовки, которой придается нужные форма и габариты согласно ГОСТ 6533-78. Также возможен выпуск эллиптических днищ не типовых размеров и размеров, которые применяются в аппаратах высокого давления, как например, в реакторах АЭС.
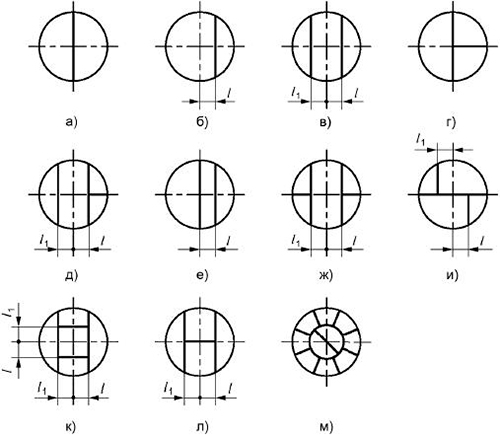
В зависимости от технологии изготовления днища диаметром до 1200-1500 мм производятся как из цельной заготовки (без сварных швов), которую получают из листового металлопроката шириной 1500-2000 мм, так и из лепестков. Если производственные мощности завода позволяют, даже днища диаметром до 4000 мм могут изготавливаться из цельной заготовки, полученной из металлопроката шириной 4500-5000 мм.
Рисунок 1. Расположение сварных швов от оси заготовки
Горячая штамповка осуществляется согласно СТО 00220256-001-2005, которым регламентируется выпуск днищ с толщиной стенки 4-60 мм для емкостей с диаметром 400-4000 мм.
Этот метод представляет собой предварительный нагрев заготовки с последующим выдавливанием на гидравлических прессах необходимой формы, а именно, диаметра бортов и глубины эллиптической части.
В зависимости от толщины заготовки и марки стали на производстве выбирается температурный режим начала (600-1180ºС) и окончания (550-950ºС) штамповки и время выдержки заготовки (1-2,5 минуты на 1 мм толщины).
Для придания заготовке нужных габаритов в заводских условиях рассчитывается усилие пресса, которое необходимо для получения заданных габаритных размеров эллиптических днищ. Оно (усилие) рассчитывается по формуле:
Благодаря точным и правильным расчетам в процессе производства достигается равномерное распределение давления и изменение радиуса заготовки от бортов к центру, а значит, может гарантироваться высокое качество днищ с соблюдением требуемых геометрических размеров.
Технология холодного штампования отличается от горячей штамповки лишь отсутствием предварительного нагрева заготовок. Подробно о данном методе Вы можете прочитать здесь.
Специфика торосферических днищ
Торосферические днища изготавливаются на диаметр от 320 мм до 8000 мм и толщиной стенки от 2 мм до 40 мм.
В зависимости от эксплуатационных особенностей сосудов и емкостей, торосферические днища выпускаются в трех основных конструктивных исполнениях:
| Тип днища | Схема | Геометрические характеристики |
|---|---|---|
| Тип А | R ≈ 0,8D s = 4…26 mm r ≥ 0,150 D h ≥ 3,5 s H = h + (≥0,255D) | |
| подробную информацию смотрите здесь | ||
Производство торосферических днищ
Как и в случае с эллиптическими днищами, торосферические производятся из заготовок, которые, в зависимости от требуемого диаметра, могут быть бесшовными или сварными. Расположение сварного шва в заготовках также регламентируется ГОСТом 34347-2017 (см. рис. 1).
Процесс изготовления происходит поэтапно: сначала на прессах выдавливается сфера, радиус которой влияет на ее высоту: для меньшего радиуса сферы требуется большая высота, и наоборот. Далее на фланжировочных машинах формируется радиус отбортовки, то есть переход от сферы к цилиндрическим бортам, и непосредственно сами борта. Завершающим этапом является термообработка, которая снимает напряжения металла и повышает механические свойства металла.
За счет комбинированного способа изготовления торосферических днищ, они могут выпускаться любого диаметра без типизации габаритов, так как не требуется специальная оснастка. Максимальная геометрическая точность размеров и отсутствие необходимости в удалении окалин также являются существенными преимуществами данной технологии.
Расчет эллиптических и торосферических днищ
При проектировании торосферических и эллиптических днищ, а именно, для расчета габаритных размеров и воспринимаемого давления, следует руководствоваться расчетными схемами, приведенными в ГОСТ 34233.2-2017 «Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет цилиндрических и конических обечаек, выпуклых и плоских днищ и крышек»:
| Эллиптическое днище | Торосферическое днище | ||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Параметры | Эллиптическое днище | Торосферическое днище |
|---|---|---|
| Диаметр внутренний Dвн, мм | 2000 | 2000 |
| Толщина s, мм | 10 | 10 |
| Высота выпуклой части | 0,25Dвн | 0,25Dвн |
| Внутренний радиус отбортовки, мм | — | 350 |
| Внутренний радиус кривизны центральной части, мм | — | 2000 |
| Материал | 09Г2С | |
| Температура, ºС | 20 | |
Для наглядного изображения воспринимаемых напряжений на оба типа днищ одинакового диаметра и работающих при одинаковом давлении были построены карты распределения напряжений:
| Давление | Эллиптическое днище | Торосферическое днище |
|---|---|---|
| 0,5 МПа | 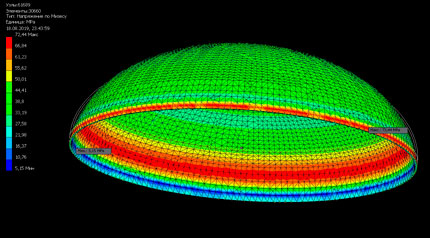 | 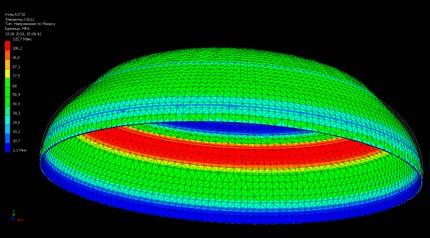 |
| 1,2 МПа | 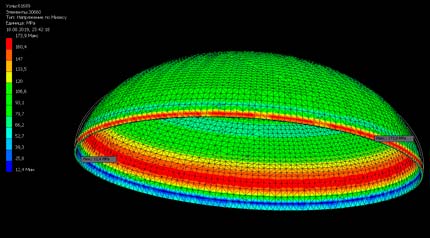 | 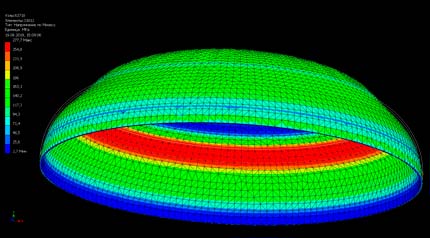 |
| 2,0 МПа | 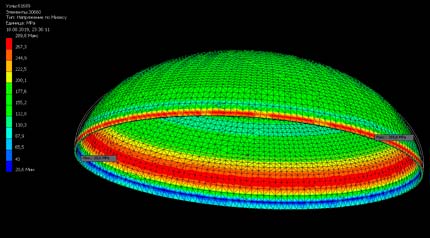 | 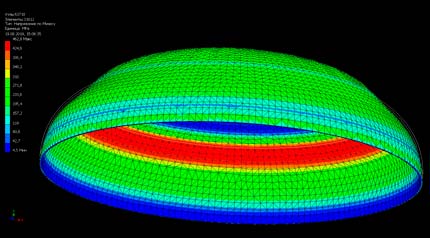 |
На картах распределения напряжений видно, что при заданных одинаковых габаритных размерах эллиптическое днище подвержено меньшему напряжению:
| Давление | Максимальное напряжение в днище, МПа | Норма допускаемого напряжения по ГОСТ 34233.1-2017, МПа | |
|---|---|---|---|
| Эллипти ческом | Торосфе рическом | ||
| 0,5 МПа | 72,44 | 115,7 | 196 |
| 1,2 МПа | 173,9 | 277,7 | |
| 2,0 МПа | 289,8 | 462,8 | |
Выполненные расчеты подтверждают, что конструктивные особенности эллиптических днищ позволяют выдерживать бОльшее давление по сравнению с торосферическими, а значит, они в большей степени применимы в емкостях и аппаратах высокого давления. К тому же, проведенные расчеты показали, что при одинаковом давлении эллиптические днища можно изготавливать меньшей толщины (по сравнению с торосферическими).
Несмотря на существенные различия между эллиптическими и торосферическими днищами и отличительные преимущества каждого, оба типа находят свое специфическое применение в различных отраслях. Обе конструкции производятся способами, которые обеспечивают сохранение геометрических форм и герметичности технологического аппарата, котла или трубопровода высокого давления на протяжении всего срока службы изделий.
Список используемой литературы
ГОСТ 34347-2017 «Сосуды и аппараты стальные сварные. Общие технические условия»
ГОСТ 34233.2-2017 «Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет цилиндрических и конических обечаек, выпуклых и плоских днищ и крышек»
Бердник В.М., Владимиров Б.Е., Коломиец Р.В. Расчет и конструирование тонкостенных аппаратов пищевых, химических и нефтехимических производств. Новочеркасск, 2013.
Лизин В.Т., Пяткин В.А. Проектирование тонкостенных конструкций. Москва, 1976.
Беляев В.М., Миронов В.М. Конструирование и расчет элементов оборудования отрасли. Тонкостенные сосуды и аппараты химических производств. Томск, 2016 г.
Феодосьев В.И. Сопротивление материалов. М., 2016.
Тимошенко С.П. Курс теории упругости. Киев, 1972.



