Электронно-лучевая сварка: понятие, особенности и технология процесса, состав применяемого оборудования
Электронно-Лучевая Сварка (ЭЛС) — это один из видов сварки плавлением. Источником энергии для осуществления процесса ЭЛС служит электронно-лучевая пушка с системой управления электронным пучком (лучом).
Технология процесса ЭЛС регламентируется отраслевыми стандартами и подлежит контролю качества по ГОСТ ISO 13919-1—2017 «Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов».
Область применения
Этот вид неразъёмного соединения различных материалов нашел широкое применение в авиационно-космической технике, судостроении, строительстве, микроэлектронике и других сферах человеческой жизнедеятельности, где необходимо сваривать тугоплавкие, прецизионные (особо чистые) материалы с уникальными свойствами.
Такие металлы, как вольфрам, тантал, молибден, ниобий, имеющие температуры плавления выше 2500 °C, могут быть сварены только лучевыми методами сварки.
Уникальность метода заключается в том, что с его помощью удается сваривать как сверхтонкие детали толщиной до десятков микрон, так и особо толстые (200…300 мм) конструкции из однородных и разнородных металлов и даже некоторые неметаллические материалы.
Особенности процесса электронно-лучевой обработки
Электронный луч в зоне сварки обладает высокой мощностью, превосходящей альтернативные сварочные источники, уступая по некоторым параметрам только лучу лазера.
Сварка может производиться как непрерывным, так и импульсным электронным лучом. Импульсные лучи большой плотности с частотой импульсов 100—500 Гц используются при сварке легко испаряющихся металлов, таких, как алюминий, магний, цинк.
 Схема электронно-лучевой сварки
Схема электронно-лучевой сварки
ЭЛС позволяет соединять между собой термоупрочненные, тугоплавкие, а также химически активные при высоких температурах материалы. Создает минимальную околошовную зону термического влияния.
КПД электронно-лучевой сварки составляет рекордные 85…90 %. Но такие достижения сопряжены с большими капитальными затратами на оборудование.
Речь идет не только об основном технологическом оборудовании, но и о системах обеспечения вакуума, необходимого для ведения процесса сварки, а также о ЧПУ для автоматизированного управления этим процессом.
Технология и оборудование
Оборудование для электронно-лучевой сварки можно разделить:
В состав оборудования входят:
Для ЭЛС применяются установки и агрегаты камерного типа (свариваемые детали помещаются целиком в рабочую камеру) и бескамерные (вакуум создается локально — только в месте выполнения сварочных работ).
Технологические приемы и регулируемые параметры ЭЛС
Основные параметры режима электронно-лучевой сварки:
Преимущества и недостатки
Обычно преимущества и недостатки определяются в сравнении с аналогами. В данном случае приходится говорить об условных недостатках, так как для определенных конструкций и свариваемых материалов просто нет альтернативных методов и аналогов для сравнения. Главным и непревзойденным преимуществом является высокое качество сварных швов.
ЕЛС ГИС ЖКХ

Наверняка все хоть раз сталкивались с непонятной аббревиатурой ЕЛС ГИС ЖКХ. Но что это и где взять знают немногие.
Такой идентификатор как ЕЛС был введен, чтобы максимально упростить процесс оплаты услуг ЖКХ и точно отразить факт оплаты в системе ГИС ЖКХ.
Что такое ЕЛС ГИС ЖКХ или единый лицевой счет ГИС ЖКХ?
Единый лицевой счет (ЕЛС), согласно Приказу Минсвязи и Минстроя от 28 декабря 2015 г. N 589/944/пр, – это цифровой и (или) буквенный и (или) символьный код в системе помещения лица, которое пользуется на праве собственности или ином законном основании помещением и за которое данное лицо в соответствии с жилищным законодательством обязано вносить плату.
Иными словами, единый лицевой счет ГИС ЖКХ (ЕЛС ГИС ЖКХ) – это набор цифр и букв, содержащий в себе информацию о плательщике, потребляемых услугах, а так же о помещении, за которое оплачивают счета.
Единый лицевой счет входит в состав полного идентификатора платежного документа ЖКХ. Каждому абоненту в ГИС ЖКХ присваивается специальный 18-значный номер – полный идентификатор платежного документа. Сам идентификатор состоит из нескольких частей:
Отдельно получить или присвоить себе номер единого лицевого счета нельзя. ЕЛС автоматически формируется системой ГИС ЖКХ и присваивается конкретному помещению. Единый лицевой счет позволяет организации, через которую производилась оплата за жилищно-коммунальные услуги, определить, что внесение такой платы относится к услугам ЖКХ и такая информация о внесении платежа должна быть передана в ГИС ЖКХ.
Как найти свой номер единого лицевого счета ГИС ЖКХ?
Узнать свой номер единого лицевого счета можно в личном кабинете ГИС ЖКХ.
На официальном сайте ГИС ЖКХ https://dom.gosuslugi.ru зайдите в свой личный кабинет (рис. 1, 2):
 Рис. 1
Рис. 1  Рис. 2
Рис. 2
Зайдите в пункт меню «Подключенные ЛС к Личному кабинету» (рис. 3):
 Рис. 3
Рис. 3
В нижней части будут показаны подключенные лицевые счета, в том числе и номер ЕЛС (рис. 4):
 Рис. 4
Рис. 4
ЕЛС ГИС ЖКХ в квитанции
В каждой квитанции за жилищно-коммунальные услуги, как правило, есть единый лицевой счет (ЕЛС). На фото ниже – ЕЛС в квитанции на оплату жилищно-коммунальных услуг (рис. 5, 6):
 Рис. 5
Рис. 5  Рис. 6
Рис. 6
Как оплатить квитанции, используя ЕЛС?
В настоящее время квитанции в основном оплачивают, сканируя QR-код на ней. Но не все знают, что данные начисления возможно проверить и оплатить, используя номер единого ЛС.
Такая возможность предоставляется в некоторых сторонних сервисах. Так же это реализовано в банках. Пользоваться этим достаточно просто, нужно ввести свой номер ЕЛС, и сервис или банк сам найдет счета на оплату тех услуг, которые были выгружены в систему ГИС ЖКХ.
Что такое ЕЛС в квитанции ЖКХ?

Каждый собственник недвижимости ежемесячно получает единый платежный документ на оплату услуг ЖКХ. В нем включено большинство предоставляемых услуг, за некоторые приходят отдельные квитанции. С одной стороны, единая платежка гораздо удобней, чем ворох бумаг, как было раньше, но вот разобраться в квитанции не очень просто из-за большого количества не совсем понятных сокращений.
Особое внимание необходимо обращать на верхнюю часть квитанции. Там обязательно должны быть указаны личные данные собственника, адрес расположения помещения, а также единый лицевой счет (ЕЛС).
Что такое единый лицевой счет плательщика ЖКХ?
ЕЛС ввели в платежные системы по приказу Минкомсвязи Российской Федерации №944/пр (28 декабря 2015 года). Это специальный код, состоящий из цифр и буквенных обозначений, всего используется 10 знаков. Этот код прописывается в платежных документах, что позволяет не только быстро проводить платеж, но и контролировать начисления и оплаты за жилищно-коммунальные услуги.
Выглядит он следующим образом:
ЕЛС полностью исключает возникновения спорных вопросов, попадание средств не по адресу. Управляющие компании и организации, поставляющие ресурсы, проводящие плановые и капитальные ремонты, присваивают лицевой счет потребителю, исходя из разработанных алгоритмов компании. Бывают случаи совпадения, что неизменно приводило к ошибкам при проведении оплаты. ГИС ЖКС, чтобы установить единообразие, ввел единый лицевой счет.
На сегодняшний день зарегистрировано уже более 200 миллионов единых лицевых счетов. Это помогло банковским работникам получать всю необходимую информацию для оплаты онлайн практически моментально. Потребители тоже получили существенное преимущество. Если, к примеру, до назначенного срока вам не принесли платежки, оплатить жилищно-коммунальные услуги можно по ЕЛС, квитанцию с собой иметь не обязательно.
Как узнать ЕЛС для оплаты коммунальных услуг?

Каждый гражданин может очень быстро узнать свой единый лицевой счет. Для этого нужно зайти на портал ГИС ЖКХ (Государственная информационная система жилищно-коммунального хозяйства) my.dom.gosuslugi.ru.
Нужно войти на сайт и пройти авторизацию. После прохождения можно будет войти в личный кабинет и перейти по ссылке «Подключенные личные счета». В нижней части экрана появятся ваши счета. Здесь же отдельной графой будет указан единый лицевой счет. Если у собственника еще нет лицевого счета, его можно подключить. Для этого нужно ввести следующие данные:
Формирование лицевого кода производится автоматически на основании указанных потребителем сведений. Кодировка единого лицевого счета следующая: первая цифра является обозначением контрольного ряда, со второй по десятую – это и есть непосредственно уникальный номер ЕЛС.
ЕЛС – это то, что помогает финансовой организации, которая принимает платежи за коммунальные услуги, взносы на ремонт, оплачиваются штрафы и пени, оплачиваются расходы на содержание общедомового имущества и прочее, идентифицировать внесение любого из этих платежей как тех, что относятся к услугам ЖКХ. Информация о внесении оплаты тут же передаются в ГИС ЖКХ.
Оплата ЖКХ по ЕЛС

Единый лицевой счет позволяет оплачивать коммунальные услуги в один клик, без комиссий, очередей и траты личного времени. Сейчас уже редко встретишь человека, у которого нет банковской карты, а любое солидное финансовое учреждение имеет мобильное приложение, где можно зарегистрироваться, проводить переводы между счетами, оплачивать покупки, услуги, в том числе счета ЖКХ.
Как узнать ЕСЛ для оплаты коммунальных услуг мы уже рассмотрели. Именно его нужно указать, а после быстро и удобно произвести оплату счета. Также многие банки предлагают подключить функцию оповещения. Здесь тоже понадобится ЕЛС, который вводится в разделе «начисления ЖКХ». Каждое новое начисление будет приходить с оповещением. Начисления вносятся автоматически и отображаются в приложении на главной странице.
Квитанцию об оплате можно отправить на электронную почту, распечатать. Если срочно понадобился документ, а вы его не можете найти, можно посмотреть оплату в разделе «проведенные оплаты» или запросить копию.
Как проводить оплату ЖКХ по ЕЛС через Госуслуги?

Многие российские граждане уже давно пользуются порталом Госуслуги для оплаты коммунальных платежей. При входе на сайт нужно ввести ЕЛС и секретный пароль (его нельзя сообщать посторонним людям).
На сайте можно не только оплачивать счета, но и проводить ряд других операций:
Также с помощью единого лицевого счета плательщика ЖКХ собственник может узнавать о положенных льготах или субсидиях.
Очень важно всегда вовремя производить оплату услуг ЖКХ, ведь отсутствие оплаты может привести к наложению штрафных санкций, отключению квартиры иди дома от распределительной сети, а также к взысканию задолженности через суд.
Электронно-лучевая сварка — технология, процесс и особенности

Электронно-лучевая сварка — это надежный способ соединения тугоплавких материалов с разной температурой плавления, сокращенно ЭЛС. Технология развивается с середины прошлого века и с успехом используется в авиационной, космической промышленности. Там, где необходимо особо точное и крепкое соединение компонентов.
Общая информация
Электронно-лучевая сварка — метод сварки, в основе которого лежит применение луча. Луч выделяет тепло, которое формируется в результате столкновения пучка заряженных частиц. Технология непростая, но в ней все же лучше разобраться. Поскольку ЭЛС сварка получила широкое распространение во многих сферах, начиная от микроэлектроники заканчивая оптикой.

Данная технология просто не могла ни появиться. Существовала потребность сварки тугоплавких металлов, а добиться хорошего качества швов просто не получалось. Классические сварочные технологии просто не могли обеспечить должный уровень качества. Для решения этой проблемы была изобретена электронно-лучевая сварка, которая концентрирует тепло в одной точке, при этом сварочная зона остается защищенной.
Электронно-лучевая сварка
Электронно-лучевая сварка (или просто лучевая, ЭЛС.) является одним из быстро развивающихся способов соединения различных тугоплавких металлов, разнородных, химически активных, качественных сталей, сплавов высокой прочности на основе титана и алюминия.
Лучевая сварка — процесс, основанный на использовании тепла, выделяемого во время торможения остросфокусированного пучка заряженных частиц, ускоренных до высоких энергий. Широкое применение этот источник нагрева приобрел лишь с развитием вакуумной техники и электронной оптики, только после этого он стал применяться в металлургической технике.
Стимулом для поиска нового способа соединения послужили сложности с трудносвариваемыми металлами: молибден, тантал, цирконий, ниобий и вольфрам отличаются высокой температурой плавления и химической активностью, что требовало использования источников тепла большой концентрации и большой защищенности зоны сварки.
Сущность
Электронно-лучевая сварка проводится электронным лучом в вакуумных камерах. Размеры камер зависят от размеров свариваемых деталей и составляют от 0.1 до нескольких сотен кубических метров.
Плавление металла при электронно-лучевой сварке и образование зоны проплавления обусловлено давлением потока электронов в электронно-лучевой пушке, выделением теплоты в объеме твердого металла, реактивным давлением испаряющегося металла, вторичных и тепловых электронов и излучением.
Сварка производится непрерывным или импульсным электронным лучом. Импульсные лучи с большой плотностью энергии и частотой импульсов 100—500 Гц используются при сварке легкоиспаряющихся металлов, таких как алюминий, магний. При этом повышается глубина проплавления металла. Использование импульсных лучей позволяет сваривать тонкие металлические листы.
В камере, формирующей электронный луч, откачивается воздух вплоть до давлений 1—10 Па. Это приводит к высокой защите расплавленного металла от газов воздуха.
Мат. часть процесса
Электронно лучевая сварка — это технологически сложный процесс, предъявляющий высокие требования к оборудованию. Установки отличаются производительностью, мощностью, управлением и объемом, но неизменно имеют в составе: 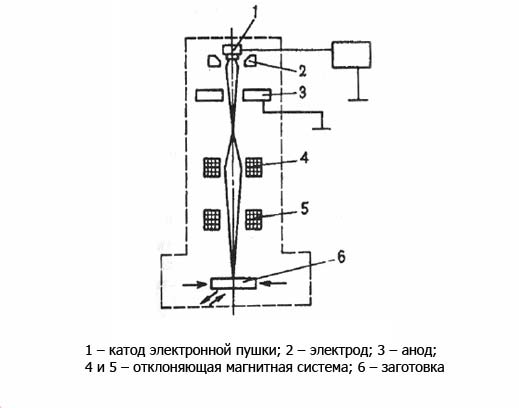
В электронно лучевой пушке для сварки формируется поток электронов, который производится катодом, подогреваемым спиралью. Около катода расположены дополнительные электроды, которые предварительно фокусируют электроны, формируя луч. На катод подается отрицательное напряжение. На ускоряющий электрод, размещенный на расстоянии нескольких сантиметров от катода, прикладывается положительное напряжение. Высокая разность потенциалов разгоняет электроны до скорости выше 100 000 км/с. В связи с тем, что электроны имеют свойство взаимно отталкиваться, их необходимо сфокусировать электромагнитной фокусирующей системой. Для точного управления лучом в электроннолучевой пушке установлена электромагнитная отклоняющая система.
Все процессы происходят в вакуумной камере. Безвоздушная среда:
Для сварки может применяться постоянное или импульсное напряжение с частотой 100-500 Гц. Использовать импульсное напряжение эффективнее, особенно при варке легкоиспаряющихся металлов: алюминий или магний. Энергия луча не тратится на ионизацию паров.
При правильно выборе частоты и скважности колебаний можно сваривать тонкие листы.
Технология электронно-лучевой сварки
Техника ЭЛС
 Электронно-лучевую сварку можно выполнять в нижнем положении вертикальным лучом, а также её можно применять при сварке вертикальных и горизонтальных швов на вертикальной стене. В этом случае электронный луч будет горизонтальным.
Электронно-лучевую сварку можно выполнять в нижнем положении вертикальным лучом, а также её можно применять при сварке вертикальных и горизонтальных швов на вертикальной стене. В этом случае электронный луч будет горизонтальным.
Сварка в нижнем положении рекомендуется при сваривании сталей толщиной до 40мм, или при сварке титановых и сварке алюминиевых сплавов толщиной до 80мм. С помощью горизонтального луча можно проварить металл толщиной до 400 мм со сквозным проплавлением. Для однопроходной ЭЛС конструкция должна учитывать глубокое проникновение луча в металл. На рисунке слева даны распространённые примеры конструкций, свариваемые электронным лучом.
Зазор в стыке составляет 0,1-0,2мм при сварке металла толщиной до 30мм. При сварке металла с толщиной более 30мм, величина зазора составляет 0,3мм. В общем случае, диаметр луча должен быть больше величины зазора.
Технологические приёмы ЭЛС
При электронно-лучевой сварке есть ряд специальных приёмов, позволяющих улучшить качество сварного шва:
1. Сварка наклонным лучом (отклонение луча составляет порядка 5-7°) позволяет уменьшить такие дефекты в сварном шве, как поры и несплошность металла, а также позволяет добиться равномерной кристаллизации металла.
2. Для легирования металла шва и для восполнения испаряющихся в процессе сварки элементов, используют присадку.
3. Для улучшения отхождения газов и пара из металла, сварку ведут на дисперсной прокладке из гранул или мелко нарубленной сварочной проволоки. Толщина прокладки составляет 40мм.
4. Сварку в узкую разделку (0,8-8мм) выполняют в нижнем положении за счёт наплавки присадочного материала в прямоугольную разделку кромок.
5. Сварку ведут тандемом из двух электронных пушек разной мощности. Более мощная пушка выполняет проплавление, а менее мощная пушка формирует корень канала, либо хвостовую часть ванны.
6. Для проверки позиционирования луча и очистки свариваемых кромок применяют предварительные проходы лучом.
7. Двустороннюю сварку выполняют одновременно с двух сторон стыка или последовательно, примерно на половину толщины металла.
8. В процессе сварки применяют развёртку электронного луча, тем самым создают лучшие газо- и гидродинамические условия формирования канала. Развёртка может быть продольная, поперечная, Х-образная, по окружности, по эллипсу и др. Двойное преломление луча в процессе развёртки позволяет качественнее проварить корень шва и снизить дефекты в нём.
9. Для сварки одновременно двух и более стыков выполняют расщепление луча с помощью отклоняющей системы.
10. Для управления теплоотдачей в сварной шов используют модуляцию тока луча, чаще всего с частотой 1-100Гц.
11. По окончании сварки выполняют так называемый «косметический» проход. Это повторный проход, который призван устранить дефекты сварного шва как внешние, так и внутренние.
Преимущества
Несмотря на ряд явных преимуществ, которые существенно выделяют методику среди остальных, здесь есть и свои недостатки:
Режимы
Для проведения качественного процесса сваривания, следует учитывать все особенности настроек, а также металла, с которым ведется работа. К основным параметрам, которые определяют режим, относятся:
Сами режимы для каждого типа свариваемого металла выглядят следующим образом:
Технология
Электронно-лучевая сварка осуществляется при помощи пучка электрона, который распространяется в вакуумной камере.
Какими размерами должна обладать камера, зависит от того, какие габариты у свариваемой детали.»
Минимальный размер составляет от 10 квадратных сантиметров, а максимальный может превышать несколько сотен кубических метров. Образование зоны проплавления, а также само расплавление металла в определенном месте осуществляется при помощи давления потока, которое получается в электронно-лучевой пушке. Когда данный поток под давлением воздействует на поверхность, то выделяется кинетическая энергия, поглощаемая металлом, что приводит к повышению его температуры. Со временем это расплавляет конкретный участок.
Данный процесс сопровождается реактивным давлением испаряющегося металла, излучением, а также выделением тепловых и вторичных электронов. Сварка производится при помощи импульсного или непрерывного луча. Если применяются импульсные лучи, у которых наблюдается более высокая плотность излучаемой энергии, а также повышенная частота, достигающая до 500 Гц, то их применяют для сваривания легко испаряющихся металлов. К ним можно отнести алюминий и магний. Данная технология позволяет максимально увеличить глубину проплавляемого металла, но при необходимости, таким методом можно сварить и тонкие листы. В камере, где производится сварка, давление понижается до 1-10 Па, так что газы воздуха практически ни как не влияют на качество соединения.

Схема электронно-лучевой сварки
Используемое оборудование
Одной из главных особенностей, которым обеспечивается электронно-лучевая сварка, является принцип действия ее оборудования. Для этого используются специально разработанные установки. Среди всех вариантов используемого оборудования можно выделить специализированные и универсальные установки, которые работают с давлением от 1 до 10 Па. Также встречаются установки промежуточного вакуума, давление в которых достигает до 10 Па. Также может проводиться сварка в защитном газе, но тогда в камере давление значительно выше и составляет чуть более 100 Па.
Помимо этого можно выделить различные типы по конструкции. Это могут быть камерные установки, которые устанавливаются внутри какой-либо камеры, где есть возможность выкачивать воздух. Также есть установки с локальным вакуумированием, которые создают герметичную зону с вакуумом в месте непосредственного сваривания, а не во всем пространстве вокруг.

Пример оборудования для электронно-лучевой сварки
Практически все установки содержат в своем составе такие конструкционные элементы как:
Заключение
На данный момент электронно-лучевая сварка является современным высокотехнологичным способом соединения металла. Несмотря на свою сложность и дороговизну, он обеспечивает высокое качество и достаточную глубину проварки, что недостижимо для других способов. Это и обуславливает узость его применения.
Виды сварочных лучевых установок
Электронно лучевые установки бывают камерными (обрабатываемые изделия помещаются целиком в камеру) и бескамерные (вакуум создается локально, только в месте сварки).

Камерная электронно лучевая установка
По величине рабочего ускоряющего напряжения установки делятся на:
Промышленность производит универсальные установки и специализированные. Универсальные системы можно применять для ремонтной и экспериментальной сварки изделий. Специализированные системы настраиваются на изготовление однотипных деталей.
Системы могут применяться не только для сварки металлов, в том числе тугоплавких, но и для обработки керамики, стекла, алмазов и других материалов. Установки можно использовать для:
Некоторые агрегаты оснащаются механизмом горизонтального вращения для обработки деталей трубчатой формы.
Современные установки отличаются особой точностью позиционирования луча, поэтому они с успехом используется в микроэлектронике. Например, аппарат MEBW-60, который производит предприятие Focus, может сваривать детали из нержавеющей стали толщиной от 0,02 мм. Максимальная толщина стыка до 12 мм.
Использование сварки в промышленности
Расширение использования ЭЛС в промышленности продолжается. Несмотря на некоторые недостатки, как необходимость работы в вакууме и образование в некоторых случаях полостей в теле шва, ЭЛС остается наиболее экономичным и точным способом сварки. Эффективность КПД при электронно лучевой сварке составляет 85-95 %. Это на порядок выше, чем у дуговой сварки.
Без электроннолучевой сварки не обойтись во время обработки:
Метод лучевой сварки используется и для производства в металлургии. Титан выплавляется из титановой губки при помощи электронно лучевых пушек.
Японские строители атомных станций применяют лучевую сварку для соединения аустенитной нержавеющей стали, используемой в активной части реактора, используют электронно-лучевые установки. Исследования показали, что качество сварного шва, полученного лучевым способом, по многим показателям превосходит шов дуговой сварки.
ЭЛС широко применяются в электронной промышленности. С ее помощью герметизируют микросхемы и полупроводниковые приборы. Температура нагрева изделия не превышает 200 градусов. Сварочный аппарат ЭЛУМС-25/0,5, разработанный в НПО «Орион», может приваривать золотые проводники микросборок диаметром 5 мкм.
Наиболее мощные и большие установки применяются в авиационной промышленности. Объем камер составляет около 1500 кубических метров.
Поиск записей с помощью фильтра:
Особенности сварки лучевого типа
Процесс лучевой сварки характеризуют две особенности:
Данные особенности позволяют работать со сплавами, чувствительными к интенсивному нагреву. Электронно-лучевой сваркой изготовляют детали из алюминиевых и титановых сплавов, высоколегированных сталей. Металлы и сплавы подвергаются сварке в однородных и разнородных комбинациях, разными по толщине и температуре плавления. Минимальная толщина свариваемых заготовок — 0,02 мм, а максимальная – до 100 мм.
Достоинства и недостатки ЭЛС
Как и любой горячий метод соединения деталей, электронно-лучевая сварка имеет ряд преимуществ и недостатков. Сначала о достоинствах:
Расчёт некоторых параметров режима ЭЛС
Скорость сварки, необходимая для проникновения луча на глубину Н, определяется по формуле:
Vсв Основные типы сварных соединений
Рассмотрим основные типы сварных соединений, которые рекомендуются для электронно-лучевой сварки. Рисунок ниже демонстрирует следующие виды:
Оборудование ЭЛС
Устройство любой промышленной установки включает несколько обязательных элементов:

В зависимости от назначения, установки способны образовывать криволинейные стыки, проваривать металл на всю глубину. Различают:
По типу вакуумирования:
По параметрам разряжения:
Электронная пушка во всех установках устроена по одному принципу. Поток электронов создается между:
Поток меняет направление, отклоняется в одну или другую сторону, когда на управляющем электроде меняется потенциал.
На установках ЭЛС проводят сварку тугоплавких сплавов, стык проваривается насквозь за один проход. Метод электронно-лучевой сварки применяется в наукоемких областях, бытового распространения не получил из-за сложности и высокой стоимости оборудования.
Вместо заключения
Установка электронно лучевой сварки хоть и стоит недешево, но с ее помощью можно сварить даже металл с керамикой, не говоря уже о простой сварке двух металлических деталей. Да и сама ЭЛС сварка очень технологична и шагает в ногу со временем. При этом сварочный процесс очень экономичный, не требует больших затрат.



