Фальцевальная машина
Смотреть что такое «Фальцевальная машина» в других словарях:
фальцевальная машина — Машина для складывания бумажного листа по заданной схеме. [ГОСТ Р 51205 98] Тематики полиграфия … Справочник технического переводчика
ФАЛЬЦЕВАЛЬНАЯ МАШИНА — машина для фальцовки отпечатанных листов в тетради заданного формата и конструкции. Состоит из самонаклада, фальцев, секций (от 1 до 4), приёмного устройства, ф. м. подразделяются по конструкции фальцевальных секций на ножевые, кассетные и… … Большой энциклопедический политехнический словарь
фальцевальная машина — Устройство для фальцовки отпечатанных листов (для блокнотов – чистых листов бумаги). Фальцевальные машины по конструкции бывают кассетные, ножевые и комбинированные, включающие ножевые и кассетные секции в определенном сочетании … Краткий толковый словарь по полиграфии
кассетная фальцевальная машина — Фальцевальная машина, в которой складывание бумажного листа осуществляется с помощью кассеты, направляющей лист местом будущего сгиба во вращающуюся пару валиков, образующую сгиб листа. [ГОСТ Р 51205 98] Тематики полиграфия … Справочник технического переводчика
комбинированная фальцевальная машина — Фальцевальная машина, в которой возможные сгибы образуются как с помощью кассет, так и ножей, установленных в различных фальцаппаратах. [ГОСТ Р 51205 98] Тематики полиграфия … Справочник технического переводчика
ножевая фальцевальная машина — Фальцевальная машина, в которой складывание бумажного листа осуществляется с помощью специального тупого ножа, направляющего лист местом будущего сгиба во вращающуюся пару валиков, образующую сгиб листа. [ГОСТ Р 51205 98] Тематики полиграфия … Справочник технического переводчика
Paper-folding machine — Фальцевальная машина … Краткий толковый словарь по полиграфии
Section folding machine — Фальцевальная машина, машина для фальцовки тетрадей … Краткий толковый словарь по полиграфии
Tapeless folding machine — Фальцевальная машина без тесёмочных транспортёров … Краткий толковый словарь по полиграфии
Variable size paper folding machine — Фальцевальная машина переменного формата … Краткий толковый словарь по полиграфии
Компью А рт

Фальцовка — операция, позволяющая сформировать из одного листа многостраничную тетрадь. Если при изготовлении многостраничных изданий на рулонных офсетных машинах фальцовка, как правило, выполняется «в линию» с печатью, то при использовании
листовых офсетных машин типография должна быть оснащена специализированным фальцевальным оборудованием.
Фальцевальные машины различаются форматом, типом и числом фальцевальных секций, производительностью и степенью автоматизации управления. Формат и производительность фальцевального автомата должны быть согласованы c форматом и производственной мощностью имеющихся в типографии печатных машин. Несоответствие по формату может привести к необходимости дополнительных операций подрезки стоп оттисков, а недостаточная производительность сделает фальцовку узким местом технологического процесса. Степень автоматизации машины должна быть тем выше, чем меньше обрабатываемые на машине тиражи (разумеется, при достаточно высокой загрузке машины).
Независимо от технологических характеристик фальцевальные автоматы включают следующие основные модули: самонаклад, фальцевальные секции и приемное устройство. Для транспортировки листов через секции машины служит система листопроводки. Кроме того, фальцевальные машины могут комплектоваться дополнительными технологическими узлами и модулями.
Самонаклады
Конструкция листоподающих устройств фальцевальных автоматов более простая по сравнению с листовыми печатными машинами. Это обусловлено тем, что в фальцавтоматах не требуется выравнивание листов перед их передачей листопроводящим устройствам. Самонаклады служат для поштучного отделения листов от стопы и их подачи в машину. В современных фальцевальных автоматах используются два типа самонакладов: плоскостапельные и круглостапельные.
Плоскостапельные самонаклады подают листы из установленной на плоском столе вертикальной стопы. Основными механизмами плоскостапельных самонакладов являются стапельный стол, листоотделяющая система и листоподающее устройство.
Стапельный стол представляет собой подвижную в вертикальном направлении плоскую платформу. При укладке на стол стопа выравнивается по передним упорам. Подъем стола осуществляется по мере уменьшения высоты стопы, чтобы ее верхние листы оказались в позиции подачи в машину. Положение стопы контролируется специальным датчиком.
Разновидностью плоскостапельных самонакладов являются так называемые паллетные самонаклады, которые позволяют загружать в фальцавтомат стапель листов на поддоне, уложенный в приемном устройстве листовой печатной машины.
Листоотделяющая система плоскостапельного самонаклада может включать боковые и задние раздуватели, щетки и присосы. Раздуватели создают воздушную прослойку между листами, облегчая их отделение друг от друга. Щетки придерживают нижние листы. В наиболее сложных самонакладах лист отделяется от стопы головкой с присосами, захватывающей его за заднюю кромку и передающей листоподающему устройству. В простых самонакладах лист отделяется от стопы за счет «воздушной подушки», создаваемой боковыми раздувателями, после чего он подхватывается листоподающим устройством. Наиболее развитые системы листоотделения используются в самонакладах машин большого формата.
Листоподающее устройство, как правило, представляет собой ротационный цилиндр с отверстиями, захватывающий листы за счет вакуума, который создается между его поверхностью и поверхностью листа. Вакуум создается в нужные моменты цикла за счет удаления воздуха из внутренней полости цилиндра. Для улучшения контакта с листами на цилиндр может быть нанесено полиуретановое покрытие.
Круглостапельные самонклады включают два стола — верхний и нижний, транспортную систему, а также листоотделяющее и листоподающее устройства.
Листы в круглостапельных самонакладах укладываются на верхний стол с небольшим сдвигом друг относительно друга (вроспуск), формируя каскадный поток. Боковое выравнивание листов при их укладке на верхний стол выполняется по специальной линейке. Поток листов подается на нижний стол с помощью транспортной системы, включающей ленточный или роликовый транспортер верхнего стола, барабан, а также ленточный транспортер нижнего стола. При проводке между столами листы зажимаются между поверхностью барабана, диаметр которого равен или несколько больше расстояния между столами, и лентами нижнего транспортера.
Нижний стол служит для подачи листов в машину. Со стороны технологических секций поток листов на нижнем столе ограничивает наклонная планка. Над нижним столом расположены листоотделяющее и листоподающее устройства. Листоотделяющее устройство включает боковые раздувы, отделяющие крайний лист каскадного потока, а также ролики и/или крючки, придерживающие задние кромки последующих листов. Отделенный от потока лист захватывается непрерывно вращающимся вакуумным цилиндром и подается в машину. Высота каскадного потока контролируется датчиком.
Главным достоинством круглостапельных самонакладов является возможность загрузки бумаги без остановки машины, а кроме того, они характеризуются надежным отделением листов от потока и высоким быстродействием. К их недостаткам относятся большие габариты и ограниченная емкость.
Плоскостапельные самонаклады представляют собой компактные устройства и имеют б ольшую емкость, чем круглостапельные, однако для их зарядки, как правило, требуется остановка машины (используемые в листовых печатных машинах системы зарядки стапеля нонстоп в фальцевальном оборудовании изза высокой стоимости не применяются). Поэтому использование плоскостапельных самонакладов особенно эффективно при работе с небольшими тиражами.
Листопроводка
Проводка листов через фальцевальную машину выполняется роликовыми или тесемочными транспортерами. Скорость движения транспортеров несколько выше, чем скорость, сообщаемая листу вакуумным цилиндром самонаклада. В отличие от листовых офсетных машин, где лист жестко фиксируется механическими захватами листопроводящих цилиндров, в фальцевальных машинах лист транспортируется за счет сил трения, которые возникают между его поверхностью и поверхностями тесемок и роликов транспортеров.
Для обеспечения стабильной и надежной проводки листа транспортеры фальцевальных машин комплектуются специальными прижимающими линейками. Такие линейки содержат гнезда, в которые устанавливаются шарики, прижимающие лист к поверхности роликов или тесьмы. Шарики могут изготавливаться из разных материалов, но при этом они должны иметь высокую гладкость и не накапливать на своей поверхности статическое электричество. Количество и масса шариков подбираются в зависимости от толщины и формата листов. Для повышения жесткости листа элементы листопроводки (выравнивающие и ограничительные линейки) могут немного изгибать его в продольном направлении.
В процессе проводки листа должно выполняться его выравнивание. С этой целью ролики или одна из тесемок транспортера располагаются под углом к основному направлению движения листа, приталкивая его к боковой выравнивающей линейке. Этот угол должен быть достаточно большим, чтобы обеспечить выравнивание листа до его подхода к фальцевальной секции, однако сообщаемое боковое ускорение не должно приводить к сминанию кромки листа при контакте с линейкой. Поэтому величина угла установки роликов или выравнивающей тесьмы имеет самое маленькое значение перед первой секцией, когда жесткость листа минимальна, и возрастает по мере прохождения листа через машину и повышения его жесткости в результате фальцовки.
Тесемочные транспортеры стоят дешевле роликовых, однако роликовые обеспечивают более стабильные условия проводки листов, благодаря жесткости роликов и постоянству давления между ними и прижимающими шариками. В некоторых современных машинах применяются вакуумные тесемочные транспортеры, исключающие необходимость в прижимающих линейках.
Фальцевальные аппараты
Фальцовка листа выполняется парой стальных валиков, которые обжимают согнутый лист — так называемую петлю, — образуя фальц. Для улучшения контакта с листом на поверхность валиков наносится насечка и одеваются полиуретановые кольца. Усилие обжима определяется расстоянием между фальцевальными валиками и зависит от толщины бумаги, числа и взаимного расположения сгибов и ориентации волокон в листе. Самое большое усилие требуется при фальцевании толстых бумаг, многосгибных тетрадей и при формировании сгибов поперек волокон бумаги.
В зависимости от способа формирования петли фальцаппараты делятся на два типа: кассетные и ножевые.
В кассетный фальцевальный аппарат входят система из трех валиков и кассета. Валики предназначены для подачи листа в кассету, формирования петли и фальцовки листа. Они образуют две пары: подающую и фальцевальную (один валик является общим). Кассета имеет полость для вхождения листа с ограничителемупором и устанавливается под углом к горизонтальной плоскости.
При работе машины пара подающих валиков вводит лист в кассету, при этом лист изгибается на угол ее установки. После того как передняя кромка листа упирается в ограничитель, лист останавливается. Поскольку валики продолжают подавать лист, у входа в кассету образуется петля. Она захватывается вращающимися фальцевальными валиками, которые формируют сгиб и выводят лист в следующую кассету или на транспортер.
Основными технологическими регулировками кассетной секции являются зазоры в парах валиков и положение упора кассеты. Зазоры между валиками для подающих валиков должны соответствовать толщине листа на входе в секцию, а для фальцующих валиков — толщине листа после сгиба. Положение упора кассеты регулируется вручную или автоматически и определяет положение фальца на листе. В наиболее совершенных машинах может регулироваться угловое положение упора, что позволяет выравнивать фальц относительно печатного изображения.
Угол установки кассеты обычно составляет 3045°. При большом значении угла затрудняется ввод листа в кассету и увеличивается его трение о стенки кассеты, при малом значении угла возрастает сила удара листа об упор, что может вызвать смещение точки образования фальца. Требуемая величина зазора между стенками кассет зависит от толщины листа и в наиболее совершенных машинах может регулироваться.
Кассетная секция содержит несколько кассет, которые располагаются в шахматном порядке и используются для образования параллельных фальцев, в том числе для фальцовки намоткой и гармошкой. В секции, содержащей несколько кассет, фальцевальные валики предыдущей кассеты служат подающими для последующей кассеты — на две кассеты приходится четыре валика. Не используемые при выполнении заказа кассеты демонтируются из секции, а на их место устанавливаются специальные упоры, направляющие лист без образования петли в следующую пару валиков.
В ножевых фальцевальных аппаратах петля образуется в результате деформации листа ножом. Кроме фальцваликов ножевой фальцаппарат содержит механизмы равнения листа, торможения листа и ножа.

Главным достоинством ножевых фальцевальных аппаратов является высокая точность фальцовки при работе с материалами различной толщины, в том числе при большом числе сгибов. Ножевые фальцаппараты компактны, однако их техническое обслуживание и ручная наладка затруднены изза плохой доступности механизмов. К существенным недостаткам ножевых фальцаппаратов относится ограниченный выбор схем фальцовки (параллельная фальцовка, как правило, невозможна) и ограниченная производительность вследствие наличия в механизме совершающего возвратнопоступательное перемещение ножа.
Кассетные фальцевальные аппараты предлагают очень большой выбор схем фальцовки и характеризуются высокой производительностью, поскольку все их механизмы либо вращаются с постоянной скоростью, либо неподвижны. Они отличаются сравнительно несложной конструкцией и просты в наладке. Однако точность кассетной фальцовки ниже, чем ножевой, и в большой степени зависит от толщины листа. Фальцовка в кассетных устройствах очень тонких и очень толстых бумаг, а также получение многостраничных тетрадей обычно технологически сложна или вообще невозможна.
В настоящее время широкое распространение получили комбинированные фальцевальные машины, в которых первые фальцы формируются в кассетных секциях, а последние — в ножевых. В таком оборудовании используются возможности кассетных секций по формированию параллельных фальцев и способность ножевых аппаратов с высокой точностью фальцевать многостраничные тетради.
Дополнительные устройства
Фальцевальные машины могут комплектоваться штанцевальными устройствами, а также клеевыми аппаратами. В фальцавтоматах устанавливаются ротационные штанцевальные устройства для разрезки, биговки и перфорации листов. Разрезка дисковым ножом может применяться при изготовлении тетрадейдвойников и дает возможность увеличить коэффициент использования формата машины. Биговка и перфорация применяются для облегчения формирования фальца при работе с плотными материалами или при большом числе сгибов. Биговка предполагает продавливание в материале линии будущего фальца, перфорация — пунктирный надрез материала по линии фальца. Для облегчения формирования последнего сгиба (корешка тетради) следует использовать только биговку, но не перфорацию.
Нанесение клея в фальцевальной машине целесообразно, если позволяет значительно сократить производственный цикл или, в идеале, получить на выходе готовый, не требующий дополнительной обработки продукт. Современные фальцевальные машины могут комплектоваться аппаратами с контактным или бесконтактным нанесением клея по месту будущего фальца.
Приемные устройства
Приемные устройства фальцевальных машин формируют каскадный поток или горизонтальную стопу сфальцованных тетрадей.
В первом случае после последней фальцевальной секции тетради выводятся на замедляющий ленточный транспортер, где формируется каскад, а затем выводятся каскадным потоком на горизонтальный стол или укладываются в вертикальную стопу. При выводе в горизонтальную стопу тетради укладываются корешками вниз.
Приемные устройства современных фальцевальных машин могут оснащаться системами выделения (маркировки) заданного количества тетрадей и прессующими устройствами. Иногда возможна комплектация системами обандероливания пачек тетрадей.
Фальцовка: назначение, возможности, проблемы
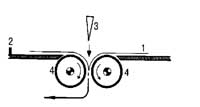
Рис. 1. Принцип ножевой фальцовки
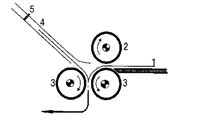
Рис. 2. Принцип кассетного фальцеобразования
Принципы построения фальцевальных машин
Фальцевальная машина состоит из следующих основных частей: самонаклада, фальцевальных секций (от одной и более), приемного устройства (одного или нескольких), привода, контрольно-блокировочной и пневматической систем. Современные машины могут оснащаться цифровыми электронными системами управления. Помимо этого существует большое количество различных вспомогательных устройств, устанавливаемых на фальцевальные машины.
Самонаклады.
Круглостапельный самонаклад (рис. 3) состоит из верхнего 1 и нижнего 7 столов, листопереворачивающего дискового барабана 4, транспортной системы 3, листоотделяющего 5 и листовыводного 6 устройств.
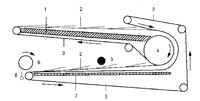
Рис. 3. Схема круглостапельного самонаклада:
Верхний стол круглостапельного самонаклада выполняется относительно низким, чтобы обеспечить удобство укладки листов. Стопа листов вручную небольшими пачками укладывается на верхний стол без остановки машины, приталкивается к боковой упорной линейке и распускается каскадом. С верхнего стола на нижний стопа переводится системой транспортирующих лент: одни из них охватывают верхний стол и переворачивающий барабан, а другие огибают внешнюю часть стопы и нижний стол. Работой ленточного транспортера управляет специальный щуп, который контролирует наличие определенного количества бумаги в листовыводном устройстве.
На нижнем столе над стопой расположено листоотделяющее устройство, состоящее из приклонов (тормозных роликов), предварительных и отделяющих раздувов. Все эти приспособления, притормаживая стопу, раздвигают листы. По сравнению с плоскостапельными самонакладами для круглостапельных требуется больше места и больше времени для регулировки и переналадки. Достаточно высока трудоемкость обслуживания, так как довольно часто приходится укладывать новые пачки листов. Преимуществом является более простая конструкция (не используется устройство отделения задней кромки листа), и непрерывная каскадная подача листов, поэтому такие самонаклады подходят для обработки больших тиражей и чаще используются в наиболее производительных кассетных фальцевальных машинах.
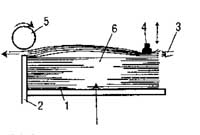
Рис. 4. Плоскостапельный самонаклад
В плоскостапельных самонакладах стопа листов-оттисков, подлежащих фальцовке, укладывается на платформе. Верхний лист отделяется от стопы качающимися присосами, подхватывается вакуумным барабаном и подается в выводные валики, которые направляют его в фальцевальную секцию. По мере расходования листов платформа со стопой поднимается. Плоскостапельные самонаклады для фальцевальных машин формата 56 см и более могут быть оборудованы автоматическим устройством для отделения листов за заднюю кромку. В таком самонакладе верхний лист отделяется от стопы задними присосами, подхватывается вакуумным барабаном и подается в выводные валики, которые направляют его в фальцевальную секцию. По мере расходования листов платформа со стопой поднимается. Такие самонаклады целесообразно использовать в крупноформатных фальцевальных машинах, так как по сравнению с круглостапельными при большей сложности конструкции и необходимости более квалифицированной наладки они занимают меньшую площадь и имеют большую емкость. Автоматическая система управления пневматикой и подъемом стапеля обеспечивает надежную работу при использовании любых бумаг и при любой высоте стапеля. Однако замена стапеля требует остановки машины, и, соответственно приводит к потерям времени. Эти самонаклады подходят для обработки маленьких и средних тиражей при постоянно меняющихся заказах.
Фальцевальные кассеты, их оснащение и возможности регулировкия.
Кассеты современных фальцевальных машин имеют стойкое к истиранию покрытие и широчайшие возможности регулировки. Кассеты устанавливают под углом З0-45О по отношению к горизонту. В них регулируются: зазор между стенками, положение передних упоров и положение задней стенки. Регулировка может осуществляться вручную с индикацией положения упора на индикаторе часового типа или цифровом. Возможна так же регулировка с помощью специального электропривода.
Передний упор кассеты может быть установлен как в параллельное к валикам положение, так, при необходимости, и под незначительным углом к ним. Настройка кассеты сводится к регулировке пространства петлеобразования и осуществляется изменением положения задней стенки кассеты (в немецкой литературе встречается термин ) и изменением зазора между стенками кассеты. Для тонкой и нежесткой бумаги требуется небольшое пространство у входа в кассету и небольшой зазор между стенками, при этом задняя стенка кассеты несколько выдвигается вперед, а для обработки бумаги толстых сортов ее необходимо несколько отодвинуть дальше назад. Для толстой и жесткой бумаги требуется большее пространство петлеобразования и более просторная фальцевальная кассета (наибольший внутренний зазор), тогда задняя стенка кассеты отодвигается назад. При уменьшении пространства у входа в кассету необходимо следить, чтобы кассета не касалась фальцваликов. Таким образом, конфигурация кассеты находится в прямой взаимосвязи от толщины и жесткости фальцуемой бумаги, Это должно приниматься во внимание для достижения высокого качества фальцовки. На рис. 5-7 показаны различные варианты настройки кассет.
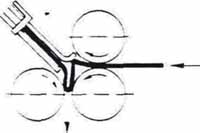
Рис. 5. Пространство петлеобразования у входа в кассету слишком велико. Лист при петлеобразовании образует неконтролируемые, сильно различающиеся по размерам и форме петли (длина участка листа, участвующая в петлеобразовании меняется).
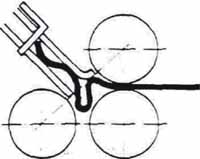
Рис. 6. Фальцевальная кассета со слишком большим зазором. На листе образуются волнообразные складки, параллельные его передней кромке вследствие недостаточной жесткости (длина волнообразного участка листа нестабильна).
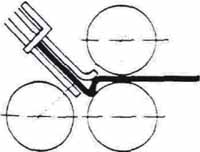
Рис. 7. Пространство петлеобразования у входа в кассету слишком мало. Лист не в состоянии образовать достаточной длины петлю, чтобы ее захватили фальцвалики.
Приемные устройства используются двух типов: с каскадным выводом и с подборкой тетрадей в стопу. Они оснащаются собственным приводом, имеют регулировку по высоте и могут подключаться к ленточным транспортерам любой фальцевальной секции.
Приемно-выводные устройства, в зависимости от их технического оснащения, могут обладать целым рядом очень важных дополнительных возможностей. К ним относятся: учет продукции; маркировка (выделение) в каскадном потоке заданного числа тетрадей (экземпляров продукции) их боковым смещением или изменением дистанции между ними; маркировка нужного числа экземпляров продукции в потоке; маркировка потоков продукции; поточное поштучное прессование тетрадей; формирование пачек тетрадей, их прессование и обвязка с прокладками или обандероливание.

Рисунок 8. Каскадный вывод
1 транспортер машины,
2 планка с шариками,
3 и 6 фальцованные тетради,
4 транспортер каскадного вывода,
Каскадный вывод осуществляется с помощью передвижных, регулируемых по высоте секций с автономным приводом, которые могут быть установлены на любой фальцевальной секции. Сфальцованные листы выводятся каскадом между лентой и роликами корешками вверх. Регулируемая скорость ленты дает возможность варьировать величину перекрытия тетрадей.Приемные устройства с подборкой тетрадей в вертикальную стопу состоят из приемного стола с выводным транспортером, системы тормозных роликов и приемного лотка. Тетради выводятся корешком вниз и одновременно выравниваются по упорам. Устройства вертикального вывода имеют большой объем и могут быть дополнены прессующей секцией или устройством для обжима и обвязывания пачек.Приемные устройства с подборкой тетрадей в горизонтальную стопу обычно передвижные и представляют собой стол с упорным угольником, на стол тетради подаются толкателем, работающим от фальцевальной секции. Емкость таких приемных устройств больше, чем устройств с подборкой тетрадей в вертикальную стопу.
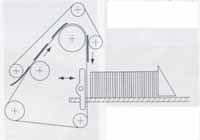
Рис. 9. Вывод листов в вертикальном положенииВ настоящее время наибольшее распространение получили различные приемно-прессующие устройства, полностью устраняющие ручные операции по съему продукции.Приемно-прессующие устройства представляют собой в большинстве случаев сочетание приемного устройства с подборкой тетрадей в горизонтальную стопу и обжимного пресса. Они формируют стопы тетрадей, прессуют их и обвязывают в пачки в автоматическом режиме, тем самым исключая трудоемкие ручные операции съема и укладки стоп тетрадей. Эти устройства находят широкое применение при выпуске многотиражной продукции.
Фальцовка со склейкой листов в тетради
Издания из одной тетради, к качеству которых не предъявляется повышенных требований, могут изготавливаться сразу в фальцмашине. Вместо традиционного шитья проволокой внакидку в данном случае отдельные листы в тетради склеиваются между собой по корешку. Для этого перед образованием фальцев с помощью специальной установки на входе в фальцсекцию машины наносится клеевая полоса по линии будущего корешка тетради. Таким способом можно изготавливать 8-, 12-, 16-, 20-, 24- и 32-страничные тетради (книжный и альбомный или только альбомный спуск) в виде отдельного издания. Такой вид фальцовки применяется для газетных приложений, проспектов, лотерейных билетов. Кроме того, склеенные сфальцованные листы могут собираться в блоки с дальнейшим клеевым скреплением корешка. Наносимые полоски клея могут быть сплошными или прерывистыми, шириной от 0,8 до 1,0 мм. Для того, чтобы клей не отмарывался, на фальцваликах должны быть предусмотрены канавки глубиной 2 и шириной 8 мм на месте полосы клея.Для фальцовки со склеиванием используют дисперсионный клей с низкой и средней вязкостью. Впитывающаяся в фальцуемый лист влага приводит к ослаблению соединения волокон бумаги, что способствует образованию качественного фальца. Возможно также применение термоклея. В качестве устройств для нанесения клея при фальцовке со склеиванием применяются:
Получение трехсгибных фальцев с окном
Так называемая «оконная фальцовка» наиболее распространена при изготовлении рекламной продукции. Для получения 3-го сгиба в фальцовке используется специальное приспособление. Оно может дополнительно устанавливаться на каждую фальцевальную машину или мобильную фальцевальную секцию, если фальцаппарат предназначен не менее, чем для четырех фальцевальных кассет.
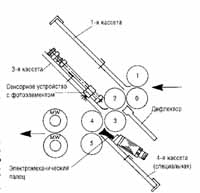

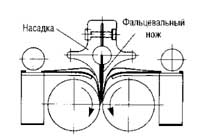
Рис. 12. Получение 3-х сгибного фальца в ножевой секцииТакая конфигурация комбинированной машины позволяет выполнить ножевой сгиб, параллельный двум предшествующим кассетным в 1-й кассетной секции. 2-я кассетная секция используется не только для транспортировки фальцуемого листа, но и позволяет выполнить биговку по линии ножевого (последнего) сгиба. Для ножевого сгиба используются специальные полиамидные насадки на фальцнож (рис. 12). Профиль насадок выполнен таким, что в процессе фальцеобразования они прижимают клапаны листа и предотвращают их смещение относительно ножевого сгиба и тем самым возникновение брака ( фальца). При этом межклапанное расстояние допускается в пределах 2-25 мм.Преимущество 3-сгибной фальцовки на комбинированной машине состоит в том, что используемая биговка на входе во 2-ю кассетную секцию или на выходе из нее обеспечивает более высокое качество 3-го сгиба.В любом случае, если данный вариант фальцовки выполняется в шестикассетной фальцсекции, то всегда лучше использовать последние кассеты.
Использование кассетной машины со специальной кассетой и более чем четырьмя кассетами или комбинированной машины соответствующей конфигурации позволяет выполнить 5-сгибную фальцовку (рис. 13).

Рисунок 13. 5-ти сгибная оконная фальцовкаДополнительное оборудование фальцевальных машин
В случае необходимости после фальцваликов на специальных валах устанавливают режущие, биговальные или перфорирующие устройства.
Перфорационный инструмент устанавливается на ножевых валах и может иметь шлицы различной длины и ширины. В первую очередь перфорация служит для предотвращения морщин, складок, кроме того она облегчает последующий перпендикулярный сгиб. Режущий инструмент устанавливается вместо перфорационного инструмента или в комбинации с ним. С его помощью во время фальцовки можно осуществлять разделение листов с несколькими сгибами, разрезку на полосы, обрезку краев. Инструмент для биговки. Биговка осуществляется при помощи двух втулок и опорного резинового кольца. Биговка облегчает образование сгибов и повышает точность фальцовки. Прежде всего ее рекомендуется использовать на кассетных фальцевальных машинах, особенно при работе с жесткими и лакированными материалами.
Факторы, влияющие на качество фальцовки
Высокое качество продукции достигается соблюдением определенных технологических требований, благодаря чему создаются соответствующие условия образования фальца. Фальцовщик, помимо проверки правильной последовательности страниц и точности фальцовки по размерам полей в тетрадях, оценивает в них плотность затяжки фальцев, отсутствие складок, морщин и повреждений. Плотность затяжки фальцев характеризуется плотностью прилегания отдельных листов тетради у корешкового фальца и определяется по суммарной величине зазора между листами. Она зависит от степени обжатия фальцев тетрадей в машине. Сопротивление бумаги деформации при фальцовке зависит от многих факторов, главным из которых является расположение волокон бумаги относительно последнего сгиба или корешка тетради. При продольном расположении волокон бумаги значительно повышается прочность, долговечность и раскрываемость книги. Если сгиб проходит вдоль направления волокон, то в зоне перегиба будут находиться главным образом боковые ответвления волокон. Сгиб в этом случае получается четким, устойчивым, с гладким фальцем, без заломов и искривлений. Если же сгиб проходит перпендикулярно направлению волокон, то в зону перегиба бумаги попадает основная масса волокон целлюлозы, ориентированных вдоль направления отлива бумаги. При этом деформация листа по линии сгиба вызывает излом волокон и разрушение связей между ними, что приводит к потере бумагой упругости.Тетради с продольным, долевым расположением волокон относительно последнего сгиба на границе с клеевой пленкой не подвергаются тем механическим нагрузкам, какие возникают при поперечном расположении волокон. Листы в месте раскрывания хорошо изгибаются, сохраняют свое первоначальное положение по отношению к клеевой пленке. Все это обеспечивает более прочное и длительное скрепление тетрадей в корешке, их лучшую раскрываемость.Из-за остаточных напряжений, сфальцованные тетради обладают способностью к некоторому раскрыванию. Полного раскрывания не происходит главным образом из-за остаточных деформаций и частичного разрушения связей между волокнами. Полученные при фальцовке деформации необходимо закрепить прессованием. Операция прессования тетрадей, как и качественная фальцовка, повышает надежность работы форзацприклеечных, подборочных и ниткошвейных автоматов, вкладочно-швейно-резальных агрегатов и линий клеевого бесшвейного скрепления. Она увеличивает плотность шитья, компактность и долговечность изданий, сшитых потетрадно нитками. Поэтому использование в фальцевальных машинах различного типа приемно-выводных устройств со встроенным прессующим устройством приводит к заметному сокращению технологического цикла и повышению эффективности производства.
Качество фальцовки и способность тетрадей к раскрыванию напрямую зависят от таких факторов как толщина, плотность, зольность, влагосодержание и машинное направление бумаги, число фальцев в тетради и вариант фальцовки. Рассмотрим, коротко, каждый из них.
Толщина бумаги. При фальцовке тонкого листа, волокон целлюлозы в нем всегда меньше и, вследствие этого ему присущи меньшие внутренние напряжения. Поэтому при прочих равных условиях тетради из тонкой бумаги обладают меньшей способностью к раскрыванию и более плотной затяжкой фальцев.Тонкую печатную бумагу лучше фальцевать при несколько пониженной ее влажности, так как благодаря этому она становится жестче.При транспортировке листов из тонкой бумаги, особенно в случае перпендикулярной фальцовки, на ленточных транспортерах устанавливают минимально возможное число прижимных шариков, чтобы листы не застревали под шариковой обоймой.Фальцовку тонких листов следует начинать на пониженной скорости работы машины. Только после того, как будет произведена необходимая точная настройка машины, ее скорость увеличивают с учетом свойств бумаги. При этом следует убедиться, что установленная максимальная скорость не ухудшает качество фальцовки.Плотность бумаги. Каландрированная и высококаландрированная бумага обладает повышенной плотностью вследствие ее дополнительного уплотнения в процессе производства. Такие виды бумаги обычно имеют меньший коэффициент спрессованности и более обжатый фальц при тех же нагрузках.Зольность бумаги. Если в состав бумаги входит большое количество наполнителя, то становятся менее прочными связи между волокнами, которые из-за этого подвергаются более значительному разрушению в процессе фальцовки. При этом на 80 % уменьшается упругость и прочность фальца. Бумага с низкой зольностью, характеризующаяся малым содержанием наполнителя в бумажной массе, при тех же нагрузках фальцовки теряет прочность на разрыв не более, чем на 30 %. Такой бумаге присущи большее внутреннее сопротивление изгибу и соответственно жесткость, характеризующаяся модулем упругости. Поэтому получение стойкого фальца становится затруднительным. С помощью включения в фальцмашину дополнительных прессующих валиков восстановительный эффект сфальцованных листов может быть значительно уменьшен.
Проблемы при фальцовке, связанные с характеристиками бумаги
Часто при использовании определенных видов бумаги, неудовлетворительный микроклимат в цехе и связанное с ним изменение свойств бумаги крайне затрудняют выполнение фальцовки. Рассмотрим наиболее типичные ситуации. Это позволит избежать некоторых технических неполадок, возникающих при фальцовке, и в результате ухудшения качества продукции.
В случае, если в стопе бумаги влажность ниже, чем в окружающем воздухе, то влагу прежде всего адсорбируют внешние края стопы, которые удлиняются и становятся волнистыми. Эффект сохраняется при последующей фальцовке и обжиме.Таким образом, миграция влаги оказывает негативное влияние на состояние плоскостности как чистой бумаги, так и оттисков. Это приводит к осложнениям при подаче листов в фальцевальную секцию и может привести к их сминанию. Только приближение влажности в стопе бумаги к влажности окружающего воздуха может, в определенной мере, гарантировать качество фальцовки.
Статическое электричество.
Под электризацией или статическим электричеством подразумевается накопление электростатических зарядов на поверхности какого-либо тела. Это крайне нежелательное явление, которое, при отсутствии специальных мер вызывает множество проблем при выполнении работ на печатном и фальцевальном оборудовании. Электризация бумаги затрудняет укладку листов на стапель самонаклада. Менее надежной становится и работа самонаклада, так как слипшиеся под действием разноименных зарядов листы плохо отделяются присосами и сразу подаются по два или несколько. Становится затруднительным движение листа при его транспортировке через рабочие узлы машин, что вызывает ухудшение качества фальцовки или просто приводит к браку. Особенно подвержена электризации каландрированная и высококаландрированная бумаги. Кроме того, на сухом воздухе бумага становится хрупкой, что вызывает повышенное пыление. Статически заряженная бумага и повышенное пыление вызывают значительные затруднения в работе кассетных фальцмашин. Различная температура контактирующих поверхностей материалов и рабочих узлов также может быть причиной возникновения статического электричества. Попробовать исправить положение можно путем повышения относительной влажности воздуха до 50-55%. В результате более высокая влажность воздуха способствует увеличению влагосодержания и поверхностной электропроводности бумаги и, следовательно, ее разрядке. Влажный воздух к тому же лучше связывает заряженные ионы.



