Настройка форматно-раскроечного станка
master ti
Регистрация: 25 апр 2013 Сообщения: 18 Симпатии: 0
Сбились настройки форматника, на форуме где-то было всё расписано, не могу найти.
Мфдмш
Регистрация: 1 окт 2012 Сообщения: 133 Симпатии: 0
Вот хорошая река, со Сделаймебель.
_NEON_
Регистрация: 25 апр 2012 Сообщения: 83 Симпатии: 0
Главное, чтобы каретка шла параллельно пильному диску. Для этого берут микрометр часового типа и новый пильный диск (желательно быть уверенным что диск ровный). Закрепляешь микрометр на каретке на против диска и ведешь вдоль диска. Отклонение должно быть 8-10 мкр — это норма. Если будет 30 — то катастрофа. На пропиле 2 метров разница будет 7 мм. Вообще глянь на www.wegomarus.ru там где-то было подробно расписано.
А вот и нет, для каретки расположение пильного узла не принципиально, а вот параллельная линейка — на то и паралельной называется.
Мфдмш
Регистрация: 1 окт 2012 Сообщения: 133 Симпатии: 0
1.Как правило, даже новый диск Лейка или Шаффер имеет торцевое биение 0,05мм. Петому из опыта- ежли на ширину диска уход каретки меньше 0,03-0,05 мм. задняя часть пилы с восходящим зубом может задевать деталь, а для ламината это скол гарантированый. Потому выставляю обычно в пределах 0,05-0,10мм, к геометрии распила это не имеет никакого отношения, неперпендикуляность убирается настройкой переднего упора а всякие уводы настройкой расклинивающего ножа.
2. Тоже самое относится к паралельному упору, сделаете паралельно- получите поджоги на распиле и верхние сколы.
chainiq
Регистрация: 1 апр 2012 Сообщения: 5 Симпатии: 0
Гениально! Тогда, может быть, его поперек расположить?
Вы за станком когда-нибудь стояли, уважаемый?
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Вектор движения каретки должен быть почти параллелен диску, но немного от него отходить, ровно настолько, чтобы восходящие зубья пилы не портили уже отпиленную поверхность.
Так же и параллельный упор настраивается (в другую сторону).
А потом подбираете толщину подрезного диска относительно основного.
Если толщина этих дисков одинакова — будет чистый пропил на обоих кромках одного реза.
Если толщина подрезного чуть меньше — будет чистый пропил и при торцовке и при прогонке, но только с одной стороны реза. (на второй — подрез оставит свой след)
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Я думал может быть проблема в расклинивающем
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
по линейки дугой получается
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
По линейки пил не ровный (сколов нет ) деталь пилит дугой.
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
При длине детали 2000мм в центре дуги около 2.5 мм
Если линейка ровная — посмотрите на зазоры диска в пропиле, посмотрите, прижимается ли заготовка к линейке все время.
Т.е. при распиливании пополам ровного прямоугольника одна сторона получается дугой?
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Расстояние до заднего зуба должно быть оптимальным, не параллельно, но и не много (обычно на
0,3 мм больше чем до переднего зуба). Если диск бьет — то учтите это при измерениях (мерить до одного и того же зуба)
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Регистрация: 25 апр 2013 Сообщения: 948 Симпатии: 0
1) Посмотри шарики (или ролики) в каретки. (Были случаи когда у соседей выпадали шарики).
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
пила имеет возможность регулировки наклона
Как это может отразиться на уводе детали от линейки?
Каретка при пилении по упору вроде не используется?
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Мфдмш
Регистрация: 1 окт 2012 Сообщения: 133 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
скорее всего большое раскрытие на паралельном упоре.
Нужно этим заниматься
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
А я все еще борюсь с этим станком.
AKLion
Регистрация: 8 май 2012 Сообщения: 47 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Но я все таки надеюсь что его победю……. побежу ……… ну воообщем так
Причина может быть и в тупом некачественном диске, затупленном с одной стороны зубьев например после контакта с металлическим предметом. Т.е. слева пилит, а справа нет.
Или пильный диск может стать тарелкообразным в результате перегрева (проверить линейкой его плоскость).
Когда я купил ручную дисковую пилу — диск на ней не пилил вообще. Хотя геометрия его была хорошая. Видимо дружеский подкол из братского Кетая…
Может быть форма стола такая, что отпиливаемая часть опускаясь вниз за пилой отталкивается всторону (было такое на станке с приемным столиком с закругленными краями., отпиливаемая часть падала, отталкиваясь от закругленной кромки стола и уводила всю заготовку за собой от линейки). И вообще, посмотрите, не цепляется ли разрезанная заготовка за выступы/края стола после пилы..
Посмотрите, уводит ли заготовку, если отпилить с ровной заготовки 3мм по длинне по линейке? Или уводит только если рез идет в середине?
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Thanks and regards
да, по центру пильного диска в плоскости диска. И должен быть тоньше напаек, но толще самого диска..
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Но я все таки надеюсь что его победю
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Niiraell
Регистрация: 12 мар 2013 Сообщения: 152 Симпатии: 0
Поделитесь опытом. Что делали? В какой последовательности? В чем были причины?
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
lukasP
Регистрация: 25 апр 2013 Сообщения: 20 Симпатии: 0
Доброго времени суток всем. Вчера прочитав кое какие посты на данном форуме попытался отрегулировать параллельный упор на своем форматнике, не получается. если сделать на выходе на 0,3 мм больше то в начале упора размер сокращается почти на полтора мм. Строго параллельно тоже почему то не дает нужных результатов (толкает заготовку к задней части пилы и тем самым пила на выходе рвет поверхность ламината). Как более точнее настроить упор все таки?
Влад by
Регистрация: 20 сен 2012 Сообщения: 130 Симпатии: 0
теперь настройте линейку, по которой выставляете этот упор уже с учетом этих 1.5 мм.
lukasP
Регистрация: 25 апр 2013 Сообщения: 20 Симпатии: 0
А детали покороче? Упор то на определенную длину торчит. Если пилить длинные детали то в начале упора и получается нехватка этих самых 1,5 мм а деталь покороче уже получается не 1,5 а к примеру 1 мм. Тогда как быть?
Дело в том что у меня боковой упор не доходит до конца основной пилы а наоборот основной части находится за пределами стола. (это удобно когда раскраиваешь ЛДВП) И я не двигаю упор вдоль. Вот и получается ни туда и ни сюда.
Влад by
Регистрация: 20 сен 2012 Сообщения: 130 Симпатии: 0
вообще-то узкие детали пилить от параллельного упора — опасное занятие.
Вообще, во всяком случае у меня, есть правило: если ширина детали меньше ее длины более чем в 1.5 раза, то она пилится от от упора на каретке.
Ну и упор конечно надо выдвинуть так что бы он заканчивался чуть дальше расклинивающего ножа.
А вообще-то как не правильно. Упор всего метр длиной. Диск 300мм. Если на расстоянии 300 мм вы настроили вылет 0.3 мм то на всю длину упора разница между его крайними точками не должна превышать 1мм. Крайними точками. Итого погрешность в 0.5мм вполне допустима при пилении заготовки меньше 200мм.
У вас сейчас получается разница между крайними точками в 1.8 мм, это очень много.
lukasP
Регистрация: 25 апр 2013 Сообщения: 20 Симпатии: 0
Думаю вы правы надо завтра дальше упор продвинуть и по новой отрегулировать. 1,8 это очень много.
У меня сейчас вот так расположен упор.

Влад by
Регистрация: 20 сен 2012 Сообщения: 130 Симпатии: 0
Конечно не правильно. Получается вы сейчас деталь полностью ориентируете по упору, а он изначально выставлен с большим уводом.
Я вообще упор регулирую не по диску, а по столу (естественно диск должен быть параллелен столу). На звук проверяю. Если диск на выходе заготовки звенит то нужно еще чуток развернуть упор.
lukasP
Регистрация: 25 апр 2013 Сообщения: 20 Симпатии: 0
И что мне сейчас необходимо сделать?
Влад by
Регистрация: 20 сен 2012 Сообщения: 130 Симпатии: 0
Середина упора должна быть напротив начала подрезного диска. Вот в этом положении и регулировать упор.
Попробуйте отрегулировать разницу в те же 0.3 мм между передним зубом подрезки и задним зубом основного. Либо по моему методу: между крайними точками основного стола.
Так настройка будет тоньше.
Ножовка то случаем не альтендорф?
lukasP
Регистрация: 25 апр 2013 Сообщения: 20 Симпатии: 0
dmites
Регистрация: 25 апр 2012 Сообщения: 128 Симпатии: 0
Влад by
Регистрация: 20 сен 2012 Сообщения: 130 Симпатии: 0
dmites
Регистрация: 25 апр 2012 Сообщения: 128 Симпатии: 0
Это понятно, что настроить нужно. Я хочу сам в этом разобраться. В чем, вообще, причина, такого косяка… Подскажите новичку. Я его по запчастям переберу, если придется.)))) Вот только с чего начать?
Влад by
Регистрация: 20 сен 2012 Сообщения: 130 Симпатии: 0
так опиши подробнее процесс после которого вылазит касяк. Пилишь по параллельному упору или по перпендикулярному.
Так то вариантов два:
— каретка не параллельна
— упоры криво выставлены.
И все это уже обсудили в этой ветке.
И для начала модель форматника напиши.
viter50
Регистрация: 5 сен 2012 Сообщения: 483 Симпатии: 0
Доброго дня, у меня WT 3200 проблема в том, что угол наклона пильного диска не соответствует индикатору, ставлю на ноль, угольник прикладываю к диску есть отклонение, кручу ручку против часовой до упора, диск становиться ровно 90градусов, а на индикаторе стрелка ушла за ноль, а при установке 45градусов, стрелка останавливается на 35градусах. Вопрос: как регулируется этот индикатор. В инструкции о этом ничего нет. Спасибо.
slackmode
Регистрация: 22 авг 2012 Сообщения: 727 Симпатии: 0
у параллельной линейки есть регулировка параллельности на креплении направляющей линейки к столу:три болта.Устанавливаем шит на каретку,зажимаем,распиливаем,и по распилу линейкой устанавливаем параллельность.
kostiuk
Регистрация: 11 май 2012 Сообщения: 64 Симпатии: 0
Вот от пиления длинных узких планок по «длинной» линейке летало…
А от отсутствия ножа как она может улететь?Да и не припомню, чтобы в дсп когда либо были бы такие внутренние напряжения, что деталь сходилась бы после диска.. Сугубо Имхо…
trulonso
Регистрация: 20 сен 2012 Сообщения: 116 Симпатии: 0
ребят, подскажите, на параллельном упоре ставлю деталь 1200 на 1800 и у меня щелка на упоре получается 1-1.5 мм нужно настраивать?
Как настроить каретку на форматно раскроечном станке по отношению диска пилы
master ti
Регистрация: 25 апр 2013 Сообщения: 18 Симпатии: 0
Сбились настройки форматника, на форуме где-то было всё расписано, не могу найти.
Мфдмш
Регистрация: 1 окт 2012 Сообщения: 133 Симпатии: 0
Вот хорошая река, со Сделаймебель.
_NEON_
Регистрация: 25 апр 2012 Сообщения: 83 Симпатии: 0
Главное, чтобы каретка шла параллельно пильному диску. Для этого берут микрометр часового типа и новый пильный диск (желательно быть уверенным что диск ровный). Закрепляешь микрометр на каретке на против диска и ведешь вдоль диска. Отклонение должно быть 8-10 мкр — это норма. Если будет 30 — то катастрофа. На пропиле 2 метров разница будет 7 мм. Вообще глянь на www.wegomarus.ru там где-то было подробно расписано.
А вот и нет, для каретки расположение пильного узла не принципиально, а вот параллельная линейка — на то и паралельной называется.
Мфдмш
Регистрация: 1 окт 2012 Сообщения: 133 Симпатии: 0
1.Как правило, даже новый диск Лейка или Шаффер имеет торцевое биение 0,05мм. Петому из опыта- ежли на ширину диска уход каретки меньше 0,03-0,05 мм. задняя часть пилы с восходящим зубом может задевать деталь, а для ламината это скол гарантированый. Потому выставляю обычно в пределах 0,05-0,10мм, к геометрии распила это не имеет никакого отношения, неперпендикуляность убирается настройкой переднего упора а всякие уводы настройкой расклинивающего ножа.
2. Тоже самое относится к паралельному упору, сделаете паралельно- получите поджоги на распиле и верхние сколы.
chainiq
Регистрация: 1 апр 2012 Сообщения: 5 Симпатии: 0
Гениально! Тогда, может быть, его поперек расположить?
Вы за станком когда-нибудь стояли, уважаемый?
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Вектор движения каретки должен быть почти параллелен диску, но немного от него отходить, ровно настолько, чтобы восходящие зубья пилы не портили уже отпиленную поверхность.
Так же и параллельный упор настраивается (в другую сторону).
А потом подбираете толщину подрезного диска относительно основного.
Если толщина этих дисков одинакова — будет чистый пропил на обоих кромках одного реза.
Если толщина подрезного чуть меньше — будет чистый пропил и при торцовке и при прогонке, но только с одной стороны реза. (на второй — подрез оставит свой след)
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Я думал может быть проблема в расклинивающем
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
по линейки дугой получается
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
По линейки пил не ровный (сколов нет ) деталь пилит дугой.
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
При длине детали 2000мм в центре дуги около 2.5 мм
Если линейка ровная — посмотрите на зазоры диска в пропиле, посмотрите, прижимается ли заготовка к линейке все время.
Т.е. при распиливании пополам ровного прямоугольника одна сторона получается дугой?
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
Miha 13
Регистрация: 12 мар 2013 Сообщения: 52 Симпатии: 0
lukasP
Регистрация: 25 апр 2013 Сообщения: 20 Симпатии: 0
Доброго времени суток всем. Вчера прочитав кое какие посты на данном форуме попытался отрегулировать параллельный упор на своем форматнике, не получается. если сделать на выходе на 0,3 мм больше то в начале упора размер сокращается почти на полтора мм. Строго параллельно тоже почему то не дает нужных результатов (толкает заготовку к задней части пилы и тем самым пила на выходе рвет поверхность ламината). Как более точнее настроить упор все таки?
Влад by
Регистрация: 20 сен 2012 Сообщения: 130 Симпатии: 0
теперь настройте линейку, по которой выставляете этот упор уже с учетом этих 1.5 мм.
lukasP
Регистрация: 25 апр 2013 Сообщения: 20 Симпатии: 0
А детали покороче? Упор то на определенную длину торчит. Если пилить длинные детали то в начале упора и получается нехватка этих самых 1,5 мм а деталь покороче уже получается не 1,5 а к примеру 1 мм. Тогда как быть?
Дело в том что у меня боковой упор не доходит до конца основной пилы а наоборот основной части находится за пределами стола. (это удобно когда раскраиваешь ЛДВП) И я не двигаю упор вдоль. Вот и получается ни туда и ни сюда.
Влад by
Регистрация: 20 сен 2012 Сообщения: 130 Симпатии: 0
вообще-то узкие детали пилить от параллельного упора — опасное занятие.
Вообще, во всяком случае у меня, есть правило: если ширина детали меньше ее длины более чем в 1.5 раза, то она пилится от от упора на каретке.
Ну и упор конечно надо выдвинуть так что бы он заканчивался чуть дальше расклинивающего ножа.
А вообще-то как не правильно. Упор всего метр длиной. Диск 300мм. Если на расстоянии 300 мм вы настроили вылет 0.3 мм то на всю длину упора разница между его крайними точками не должна превышать 1мм. Крайними точками. Итого погрешность в 0.5мм вполне допустима при пилении заготовки меньше 200мм.
У вас сейчас получается разница между крайними точками в 1.8 мм, это очень много.
lukasP
Регистрация: 25 апр 2013 Сообщения: 20 Симпатии: 0
Думаю вы правы надо завтра дальше упор продвинуть и по новой отрегулировать. 1,8 это очень много.
У меня сейчас вот так расположен упор.
Влад by
Регистрация: 20 сен 2012 Сообщения: 130 Симпатии: 0
Конечно не правильно. Получается вы сейчас деталь полностью ориентируете по упору, а он изначально выставлен с большим уводом.
Я вообще упор регулирую не по диску, а по столу (естественно диск должен быть параллелен столу). На звук проверяю. Если диск на выходе заготовки звенит то нужно еще чуток развернуть упор.
lukasP
Регистрация: 25 апр 2013 Сообщения: 20 Симпатии: 0
И что мне сейчас необходимо сделать?
Влад by
Регистрация: 20 сен 2012 Сообщения: 130 Симпатии: 0
Середина упора должна быть напротив начала подрезного диска. Вот в этом положении и регулировать упор.
Попробуйте отрегулировать разницу в те же 0.3 мм между передним зубом подрезки и задним зубом основного. Либо по моему методу: между крайними точками основного стола.
Так настройка будет тоньше.
Ножовка то случаем не альтендорф?
lukasP
Регистрация: 25 апр 2013 Сообщения: 20 Симпатии: 0
dmites
Регистрация: 25 апр 2012 Сообщения: 128 Симпатии: 0
Влад by
Регистрация: 20 сен 2012 Сообщения: 130 Симпатии: 0
dmites
Регистрация: 25 апр 2012 Сообщения: 128 Симпатии: 0
Это понятно, что настроить нужно. Я хочу сам в этом разобраться. В чем, вообще, причина, такого косяка… Подскажите новичку. Я его по запчастям переберу, если придется.)))) Вот только с чего начать?
Влад by
Регистрация: 20 сен 2012 Сообщения: 130 Симпатии: 0
так опиши подробнее процесс после которого вылазит касяк. Пилишь по параллельному упору или по перпендикулярному.
Так то вариантов два:
— каретка не параллельна
— упоры криво выставлены.
И все это уже обсудили в этой ветке.
И для начала модель форматника напиши.
viter50
Регистрация: 5 сен 2012 Сообщения: 483 Симпатии: 0
Доброго дня, у меня WT 3200 проблема в том, что угол наклона пильного диска не соответствует индикатору, ставлю на ноль, угольник прикладываю к диску есть отклонение, кручу ручку против часовой до упора, диск становиться ровно 90градусов, а на индикаторе стрелка ушла за ноль, а при установке 45градусов, стрелка останавливается на 35градусах. Вопрос: как регулируется этот индикатор. В инструкции о этом ничего нет. Спасибо.
slackmode
Регистрация: 22 авг 2012 Сообщения: 727 Симпатии: 0
у параллельной линейки есть регулировка параллельности на креплении направляющей линейки к столу:три болта.Устанавливаем шит на каретку,зажимаем,распиливаем,и по распилу линейкой устанавливаем параллельность.
kostiuk
Регистрация: 11 май 2012 Сообщения: 64 Симпатии: 0
Вот от пиления длинных узких планок по «длинной» линейке летало…
А от отсутствия ножа как она может улететь?Да и не припомню, чтобы в дсп когда либо были бы такие внутренние напряжения, что деталь сходилась бы после диска.. Сугубо Имхо…
trulonso
Регистрация: 20 сен 2012 Сообщения: 116 Симпатии: 0
ребят, подскажите, на параллельном упоре ставлю деталь 1200 на 1800 и у меня щелка на упоре получается 1-1.5 мм нужно настраивать?
Инструменты

Даже самая дорогая и высококачественная техника нуждается в настройке и калибровке. Иначе на хороший результат рассчитывать не приходится. Рассмотрим как настроить форматно раскроечный станок, увеличить КПД и сделать процесс работы максимально комфортным и продуктивным.
Оглавление:
Базовые понятия о работе форматно раскроечных станков
Если взять чертеж форматно раскроечного станка, то на нем будут отображены следующие элементы:
Настройка форматно раскроечного станка предполагает точную регулировку всех этих элементов. Кроме того, к каждому материалу выдвигаются особые технические требования по распиловке.
Не меньшее значение имеет и помещение, в котором выполняются деревообрабатывающие работы. Оно должно соответствовать установленным нормативам:
Далее детально рассмотрим настройку элементов форматно раскроечного станка.
Установка и первый запуск форматно раскроечного станка
Принцип работы форматно раскроечного станка предполагает протягивание заготовки по станине с последующей распиловкой:

Для того, чтобы правильно установить станок, необходимо выполнить следующие действия:
Категорически не допускается местное выравнивание, по типу подпила ножек или установки под них подкладок. Учитывая значительную массу агрегата любые подкладки продавятся буквально за день работы. С подпилом все обстоит еще сложнее, так как точно угадать размер практически невозможно.
Как только форматно раскроечный станок установлен, переходим к первому запуску. Речь тут идет о правильном подключении двигателя. Хотя в большинстве инструкций холостой запуск советуют проводить только для бензомоторов, он актуален и для электрооборудования.
Распределительные индукционные катушки не нуждаются в отладке, зато все трущиеся детали должны стать на место и хорошо обкататься в масле. Если сразу начать работу, первые несколько деталей будут испорчены. Холостая прогонка осуществляется по следующему принципу:
После холостой прогонки в начале дают не полную нагрузку, а проверяют систему. Для этого берут не нужные обрезки и проганяют их через пильный диск, если шов ровный, значит все настроено верно и оборудование готово к работе. Если видны сколы или кривизна пропила, значит причины нужно искать уже в других элементах форматно раскроечного станка. И дело скорее всего в неправильно подобранном пильном диске.
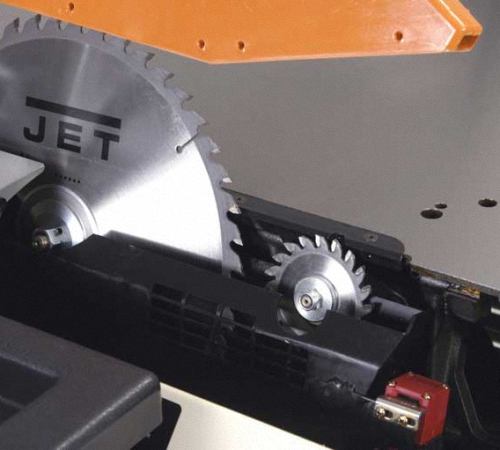
Обзор и характеристика пильных дисков для форматно раскроечных станков
1. Так как форматно раскроечные станки подходят не только для распиловки ДСП, МДФ и других материалов на основе древесной стружки, использование крупных зубьев уместно при работе с деревом толщиной до 5 см. Более толстые заготовки нужно обрабатывать уже на специализированном оборудовании.
2. Средние зубья также применяются для дерева, они обеспечивают более качественный рез, и применяются к заготовкам до 2 см.
Именно диски четвертой категории идут в комплекте запчастей для форматно раскроечных станков. Но так бывает не всегда. Большинство китайских и некоторые европейские производители экономят и заменяют диски по ДСП более дешевыми обычными дисками с мелким зубом.
Дополнительный диск всегда идет со средним зубом. Пилить под углом сложнее, поэтому более крупный зуб компенсирует нагрузку на слабый мотор подрезной пилы.
1. Монолитный диск изготавливается из цельного стального бруска. Эта технология наиболее дешевая, но диски не отличаются высоким качеством, быстро стираются и легко колятся.
2. Более дорогие твердосплавные диски не только обеспечивают более точный рез, но и служат значительно дольше. Основа таких дисков, как и в предыдущем случае, монолитная, но на зубья напаяны твердосплавные режущие пластины. Они практически не нуждаются в заточке, не стираются и по времени эксплуатации в 4-5 раз превосходят монолитные диски.
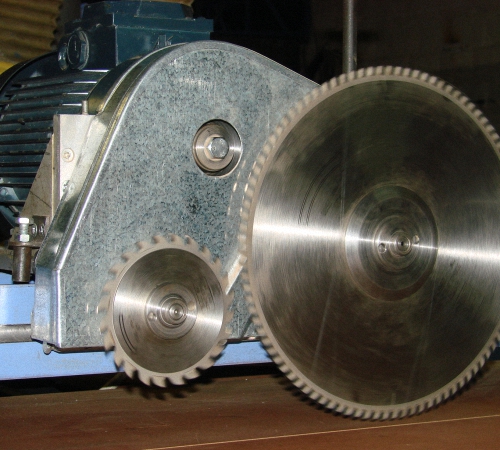
Наладка форматно раскроечного станка

Совет: тихоходные подрезные диски, до 7500 об/минуту, устанавливаются только на дорогих промышленных системах, во всех остальных случаях толщина заготовки должна быть в пределах 1-1,8см.
Основной диск вращается медленнее:
Показатели условны, и зависят от модели и производителя.
Регулировка форматно раскроечного станка происходит опытным путем. Связанно это не столько с техникой, сколько с материалом. Будь то ДСП, OSB, МДФ или любой другой продукт на основе опилок, в его состав входят клей, смолы, древесная стружка, присадки, прокладки, и другие компоненты. Все это сильно влияет на такой параметр, как твердость. Лист фанеры одного производителя легко и точно кроится на оборотах в 7000, лист другого крошится даже при 4000.
Указанная деталь часто становится причиной по которой потребитель недоволен техникой и сервисным центром, который отказывается ремонтировать полностью исправный аппарат.
Соль хорошо проводит электричество. Следовательно, когда ток подается на микросхему и соприкасается с соляным отложением, часть тока расходуется впустую. В результате, напряжение и сила тока падают, а в некоторых случаях, наоборот, возрастают в разы. Это приводит к неправильной работе всей системы целиком. В скором времени контакты начинают коротить, оплавляться и перегорать.
Решить проблему достаточно просто. Перед началом эксплуатации необходимо проверить всю электроразводку и очистить схемы. Иногда, при транспортировке, кабеля пережимаются или перетираются, осмотр выявит и этот дефект.

В более дешевых моделях используется как раз сталь. Материал быстро окисляется, ржавчина забивает ролики, а достаточно большой вес каретки разбалтывает крепежи. Даже люфт в 1-2 мм ощутимо влияет на качество пропила. А если плавность хода каретки нарушена, о ровной кромке даже не приходится мечтать.
Ремонт форматно раскроечных станков
Неправильная эксплуатация прибора рано или поздно приводит к его поломке. В большинстве случаев неисправности обнаруживаются еще в период срока действия гарантии и устраняются непосредственно мастерами сервисного центра.

Послегарантийное обслуживание стоит достаточно дорого, поэтому необгодимо разобраться в узлах форматно раскроечного станка и научиться локализировать причину. Для удобства разделим их на две группы:
К механическим причинам поломки относят:

К электрическим причинам поломки относят:
Без специальных знаний и аппаратуры выявить электрические причины поломки достаточно сложно. Единственное исключение мотор, но только в том случае, если он сгорел во время работы. Решением станет любой электрик с качественным электронным вольтметром.

Полезные советы по работе с форматно раскроечным станком

Таким образом, целесообразность весьма спорна. Если нужен форматно раскроечный станок большой мощности, проще подобрать соответствующую требованиям модель. Если на практике тех. характеристики оказались завышенными, по закону есть две недели обменять товар на другой или забрать деньги.
Настройка форматно раскроечного станка видео представлено ниже:



