Делаем самодельный шкив в домашних условиях из металла и дерева
Шкив — важная деталь ременной передачи. Она передает вращение ведущего вала на ведомого, а также позволяет менять число оборотов. Ременная передача распространена среди бытовой техники, станков малой и средней мощности, в различных двигателях внутреннего сгорания. Для самодельных конструкций шкив можно изготовить самостоятельно, для этого понадобится домашняя мастерская и навыки работы с деревом, пластиком, металлом.

Общие рекомендации
Покупные шкивы, изготовленные на заводах, чаще всего отлиты или выточены из металлических сплавов. Для маломощных двигателей выпускают пластмассовые изделия.
В домашних условиях, без литейного оборудования или точных токарных станков, изготовить приводное колесо из этих материалов сложно.
Многие эксперты считают, что шкив из дерева, фанеры или пластика, который удалось изготовить в домашней мастерской, ненадежен, недолговечен, сразу перегреется и развалится.
Это совсем не так. Если не пытаться заменить им колесо кузнечного молота усилием в 6000 тонн, а использовать на настольном станке с ограниченной мощностью и числом оборотов, то тщательно сделанная деталь сможет заменять штатную достаточно долго.
Изготовить шкив можно как из листов фанеры. Это наиболее простая конструкция, для нее не понадобится сложного оборудования или замысловатых технологических процессов.
Если изготовить деталь из алюминия, она будет существенно прочнее, сможет передавать больший крутящий момент, вращаться с большей скоростью. Придется освоить литейный процесс, пусть в самом простом варианте. Изготовление шкива методом литья потребует обеспечения пожарной безопасности, использования средств индивидуальной защиты.
Колесо можно выточить на токарном станке, если он есть в домашней мастерской.
Как изготовить фанерный шкив в домашних условиях
Эта конструкция –наиболее простая в изготовлении. Она состоит из следующих деталей:
Количество деталей зависит от ширины приводного ремня. Если она больше, чем толщина фанерного листа, тело приводного колеса придется изготовить из нескольких фанерных кругов.
Диаметр заготовки щек должен быть больше диаметра тела на высоту ремня.
Последовательность изготовления фанерных шкивов следующая:


При выполнении последней операции нужно сделать диаметр отверстия на полмиллиметра меньше, чем диаметр вала. Это позволит насадить детальна ось в натяг. Шкив из дерева готов.
Места для саморезов следует разметить заранее. Они должны находиться на одной окружности, а также на равных угловых расстояниях друг от друга. Если саморезов четыре- угол должен быть 90°, если 5 — 72°, если шесть — 60°. Тогда радиальную вибрацию удастся свести к минимуму.
Как изготовить алюминиевую деталь
Изготовление литого алюминиевого шкива пройдет существенно сложнее, но прочность и долговечность такой детали будут намного выше. Следует очень внимательно подходить к каждому шагу, точно соблюдать размеры, следовать рекомендациям.
В качестве сырья будет использован кусок алюминия. Понадобится также:
Последовательность операций следующая:


Такую деталь можно крепить на валу шпоночным либо шлицевым соединением. Он будет сидеть намного прочнее, сможет передавать значительно большие крутящий момент и скорость вращения.
Изготовление шкивов самостоятельно
В сети опубликовано много статей о том, как сделать шкив из дерева или металла своими руками.
Перед тем, как повторять ту или другую конструкцию, нужно иметь ввиду ряд моментов. Для деревянных конструкций диаметр оси двигателя должен быть немного больше отверстия.
В конструкции должен быть предусмотрен развал внутренних поверхностей щек с углом, равным уклону сечения приводного клинового ремня. Это позволит намного повысить передаваемую мощность за счет сцепления не только внутренней, но и боковой части ремня.
До начала изготовления детали, особенно если диаметр колеса большой, чертеж или хотя бы эскиз просто обязателен. Нужно также будет сделать расчет передаточного числа- оно будет равно отношению диаметров ведущего и ведомого диска.
Самодельный шкив ременной передачи позволит быстро отремонтировать станок или создать механизм собственной конструкции.
Следует понимать, что фанерные шкивы могут долго прослужить лишь в конструкциях с ограниченной передаваемой мощностью и малыми угловыми скоростями.
Как сделать шкивы из алюминия без токарного станка

Не у каждого мастера имеется в домашней мастерской токарный станок, и не у всех есть возможность воспользоваться услугами токаря.
Конечно, можно изготовить самодельный токарный станок на базе ручной дрели или электродвигателя. Но они рассчитаны в основном на обработку деревянных заготовок.
Поэтому, если нужно сделать шкивы из алюминия, то можно воспользоваться альтернативным вариантом, и обойтись без токарного станка.
Рекомендуем вам также прочитать статью-обзор: как сделать дешевый шкив из фанеры своими руками.
Изготовление формы для заливки
И первым делом необходимо приготовить раствор. Смешиваем песок с глиной, и постепенно увлажняем, чтобы смесь получилась немного влажной и пригодной к формовке.
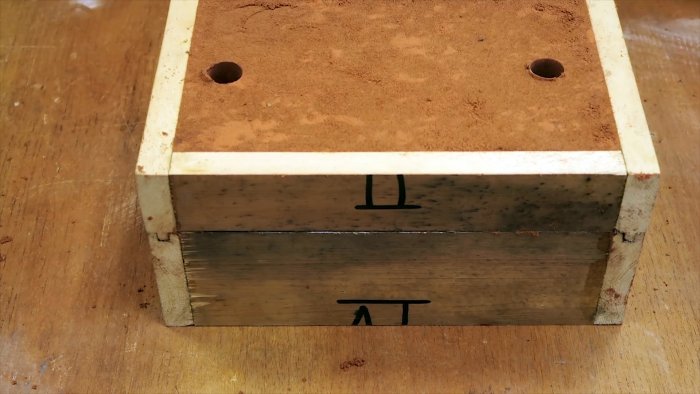
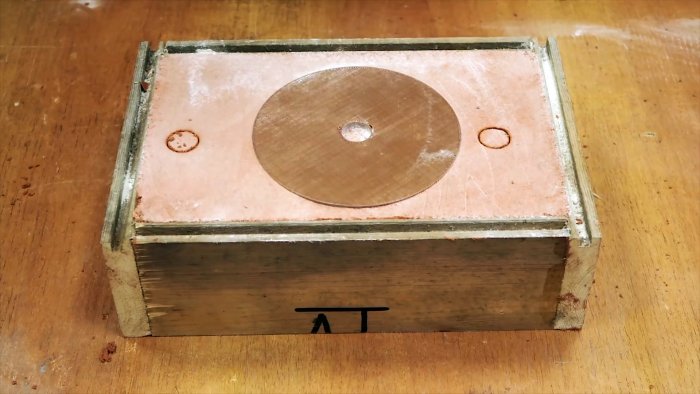
Из кирпичей сооружаем опалубку. Засыпаем внутрь приготовленный раствор. Вставляем шаблон с металлическим прутком.

Шаблон потом вынимаем, а пруток оставляем. И таким образом получилась у нас форма для заливки алюминия.

Основные этапы работ
На следующем этапе автор на скорую руку собирает печь из кирпичей. Щели замазываем глиной. Сам тигель для плавки алюминия можно изготовить из корпуса стартера от автомобиля.

После этого можно приступать непосредственно к плавке самого алюминия. Чтобы этот процесс ускорить, необходимо заранее мелко нарубить деревянные щепки — они очень быстро горят и дают хороший жар.
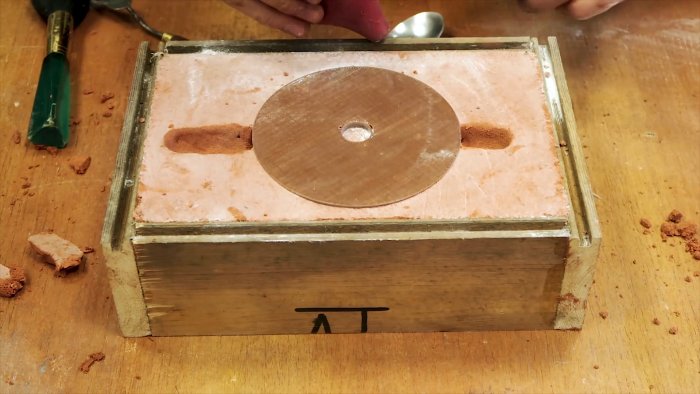
Шлак, который собирается на поверхности расплавленного алюминия, надо периодически убирать. И после этого разливаем жидкий алюминий в формы.

Когда алюминий застынет, необходимо будет достать металлические пруты. Для этого желательно их предварительно нагреть, а потом только выбивать молотком, зажав деталь в тисках.


Обработка отлитых шкивов
Обточить алюминиевые шкивы можно, надев их на вал электродвигателя (от стиральной машины вполне для этого подойдет). Из уголка и металлической пластины делаем регулируемый опорный столик.


Сначала выравниваем алюминиевый шкив с помощью болгарки. Потом автор обрабатывает деталь самодельными резцами, изготовленными из напильников. Для обработки алюминия такие резцы вполне сгодятся.

После этого делаем внутри шкива канавку под ремень. Для этого мастер тоже использует самодельный резец из напильника по металлу.

Точность изготовления в принципе достаточная для использования шкивов на низкооборотистых двигателях. Если при установке шкива на вал двигателя будет биение, то его всегда можно подправить прямо на месте при помощи резца.

Подробно о том, как сделать шкивы из алюминия без токарного станка, можно посмотреть на видео ниже. Обзор подготовлен на основе авторского видеоролика с YouTube канала libral1973.
Как отлить шкив для ленточного гриндера из алюминия

На базе достаточно мощного электромотора можно собрать ленточный гриндер. Одной из главных сложностей при этом является изготовление ведущего шкива. Многие делают его из фанеры, склеивая ее в несколько слоев. Это проще всего, но такой шкив получается тяжелым, да и подвержен быстрой выработке. Оптимально же его сделать из алюминия. Этот вариант подразумевает поиск болванки и токаря, который его выточит. Но если у вас есть 3D принтер, то вы сможете сделать его без токаря методом литья по распечатанной модели.
Что потребуется:
Процесс изготовления шкива
Первым делом проектируем модель шкива нужного размера под вал своего двигателя. После распечатываем его на 3D принтере, убираем наплывы и шлифуем.

Собираем из строганной доски опалубку в виде рамки, помещаем в нее обсыпанную тальком мастер-модель.


Затем просеиваем сверху формовочную смесь. Это может быть покупной состав или самодельный на основе песка и глины. Смесь нужно слегка увлажнить, чтобы плотно утрамбовать. Ее излишки срезаются линейкой или ровной рейкой.

Форма переворачивается, и на нее устанавливается вторая приставная опалубка. Выступающая поверхность шкива еще раз просыпается тальком. Оптимально, чтобы рамки соединялись по системе шип-паз, для предотвращения смещения. Вторую опалубку нужно также уплотнить смесью.

Затем продавливаем трубкой 2 отверстия в верхней опалубке, и убираем ее.
На нижней опалубке по отметинам от трубок выбираем смесь, создавая желобок для доступа алюминия в форму.
Заворачиваем в мастер-модель саморезы. Теперь нужно аккуратно ее обстучать, чтобы она отделилась от смеси. После этого вынимаем модель за саморезы.

Возвращаем на нижнюю опалубку верхнюю.

Затем делаем 2 литника, забивая смесь в жестяные банки без дна. В них продавливаются отверстия трубками, и делаются воронки. После ставим банки сверху, совместив отверстия.

В плавильной печи плавим достаточное количество алюминия.
Жидкий металл заливаем в литник до тех пор, пока он не выйдет со второго отверстия.


Ждем, пока алюминий затвердеет, и разбираем форму.

Теперь остается обрезать и обточить на заготовке лишнее. Отверстие в центре будет немного залито металлом, так что его придется рассверлить.


Для установки и доводки шкива потребуется сделать проточку на валу двигателя под стопорное кольцо. Для этого тот запускается, и пропил выполняется во время вращения. Вдоль вала нужно проточить паз под штифт. Лобзиком делаем паз в шкиве. После устанавливаем его на вал со шпонкой, и затягиваем гайку.

Теперь запускаем вращение, и обтачиваем шкив болгаркой с лепестковым диском, чтобы убрать грубые неровности. После этого струбциной фиксируем импровизированный опорный столик, и резцом доводим шкив до идеала. Получается полноценная токарная обработка для балансировки. Все, шкив уже может использоваться по назначению.

Смотрите видео
Как отлить деталь из алюминия в домашних условиях
Для многих термин «литейное производство» тесно связано с непосильным трудом и специальными профессиональными умениями и навыками. На самом деле отлить деталь из необходимого металла реально для самого обычного человека без профессиональной подготовки в домашних условиях. Процесс имеет свои тонкости, но по силам для выполнения в домашних условиях своими руками. Внешне напоминает изготовление свинцовых грузов для рыбалки. Особенности процесса литья алюминия связаны с техническими характеристиками материала.
Как отлить алюминий
Характеристика алюминия. Алюминий один из самых распространённых металлов.
Он серебристо-белого цвета, достаточно хорошо поддаётся литью и механической обработке. В силу своих особенностей алюминий оснащён высокой теплопроводимостью и электропроводимостью, а также обладает коррозионной стойкостью.
У технического алюминия температура плавления равна 658 градусам, у алюминия высокой чистоты — 660, температура кипения алюминия составляет 2500 градусов.
Для отливки алюминия домашние нагревательные приборы вряд ли будут полезны и обеспечат нужной температурой. Нужно расплавить алюминий, нагревая его до температуры свыше 660 градусов.
Литье алюминия: выбор источника тепла
В качестве источника тепла для плавки алюминия можно использовать:
Подготовка алюминия
Несмотря на то что процесс плавки будет выполняться в домашних условиях, к нему необходимо отнестись ответственно. Металл предварительно необходимо очистить от грязи, раздробить на небольшие куски. В этом случае процесс плавки пойдет быстрее.
Выбор останавливают на более мягком алюминии, как более чистом материале, с меньшим количеством примесей. Во время плавки с жидкой поверхности металла убирают шлак.
Литье в песчаные формы
Для изготовления деталей литьем применяется несколько технологий. Самая простая — литье в песчаные формы:

Видео «Литьё алюминия в земляную (песочную) форму в домашних условиях»
Для деталей сложной формы применяется иная технология.
Литье по выплавляемым моделям
Этот известный давно способ для изготовления алюминиевых изделий в домашних условиях может быть немного изменен. Принцип литья заключается в следующем:
Из легкоплавкого материала изготавливается модель. Укладывается в определенную форму, заливается гипсом. Устанавливается один литник или несколько. После того как гипс застыл, его хорошо просушивают. При высокой температуре легкоплавкий материал переходит в жидкое состояние и вытекает через литник. В полученную форму льют алюминиевую заготовку.
Рекомендуемый материал — воск, имеет один очень большой недостаток. Это высокая цена материала. Но для небольших деталей он не нанесет большого вреда семейному бюджету.

Подробности процесса можно уточнить по видео.
Видео «Литье алюминия под высоким давлением»
Таким образом, изготовить необходимую деталь из алюминия различной формы можно даже самому обычному мастеру-любителю.
Как отлить деталь сложной формы из алюминия
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.

Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.

3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.

Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс.
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.

6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 11 0 0 С — один час и два часа при температуре 300 0 С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.
Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Литье по выжигаемым моделям: особенности технологии
Изготовление детали из алюминия с помощью литья по выжигаемым моделям имеет свои особенности, которые будут рассмотрены ниже. Работы выполняются в следующей последовательности:



Техника безопасности и подготовка рабочего места
Высокотемпературные работы отличаются вредными испарениями и сопровождаются выделением дыма, поэтому выполнять их необходимо на открытом воздухе или принудительно проветриваемом помещении. Необходимо использовать вентилятор с боковым обдувом.
Процесс литья сопровождается брызгами, возможны потоки расплавленного металла. Рабочее место потребуется предварительно застелить листом металла. Не рекомендуется работы выполнять в жилом помещении — это небезопасно для окружающих.
Основные ошибки при литье алюминия
Прежде чем выполнять литье алюминия в домашних условиях, обратите внимание на основные ошибки, которые наблюдаются при выполнении работ:
Интересные факты об алюминии
Алюминий может гнуться как бумага или быть твёрдым как сталь. Алюминий повсюду, даже внутри нас.
Каждый взрослый получает около 50 мг алюминия каждый день вместе с пищей, это ни какая-то диета, просто этого не избежать.
Алюминий самый распространённый металл на планете. Его содержание в земной коре 8 %, но его не просто добывать, по крайней мере, в чистом виде.
В отличие от золота и серебра, алюминии не встречается в виде самородков или целых жил. Алюминий в 3 раза легче железа или меди.
Алюминий в своём первоначальном виде совсем не похож на металл, это всё из-за особой «любви» алюминия к кислороду.
Фактически первое применения алюминия в истории произошло, когда восточные гончары добавляли глину богатую алюминием в свои изделия, чтобы сделать их крепче.
Достаточный для производства пивных банок, прочный для гоночных автомобилей, гибкий для обшивки самолётов, способный превратиться во что угодно, алюминий – не заменимый материал для современного мира.
И это ещё не все особенности, который хранит этот полезный металл.



