Как сделать форму (молд) из силикона для эпоксидной смолы?

Основа заливочных моделей для ювелирной эпоксидной смолы — силикон для заливки форм. Их называют “молды”. Путем отлива создают поделки, украшения и другие предметы под разные цели. А с гладкими стенками таких моделей можно практически отказаться от шлифовки получившегося изделия.
Молды есть в магазинах для творчества или в строительных гипермаркетах. Однако цена промышленных молдов часто отталкивает потенциальных покупателей. Да и линейка этих товаров достаточно узкая.
В статье рассказано о том, как сделать силиконовые молды для эпоксидной смолы самому. В публикации рассмотрены:
Область применения силикона для заливки
Формы для литья получили много функций. Их используют:
Такие молды делают из силикона, характеризующегося термостойкостью. Материал совершенно безопасен для здоровья. Поэтому формы можно использовать для приготовления выпечки в духовом шкафу.
Один маленький набор молдов стоит от трехсот рублей и выше. Многим кажется, что создать их нелегко. Но это не так, если знать точный алгоритм работы. Поэтому мастера, которые изготавливают статуэтки и украшения, делают заливочные формы сами. Часто это перерастает из простого хобби в прибыльный бизнес.
Старайтесь заготовить несколько разных заливочных моделей, чтобы не тратиться на покупку материала снова. Ведь после открытия упаковки (даже при правильном хранении) силикон для заливки форм остается пригодным в среднем не более месяца. Затем он засыхает. Это вынуждает тратить деньги на повторную покупку средства.
Силиконы для форм: виды и назначение
Силиконовые изделия можно применять в производстве и быту. Поэтому формы для заливки из силикона можно условно распределить на две категории: заводские и бытовые, то есть сделанные своими руками.
На производстве молды создают из силиконов промышленного назначения. Такие составы делят по действующему веществу в качестве катализатора:
Для дома обычно выбирают составы с такими характеристиками:
Из чего делать силиконовый молд для эпоксидной смолы — сугубо личное решение каждого. На полках строительных магазинов есть целая линейка эффективных товаров такого назначения. И выбор конкретного средства зависит только от ваших целей.
Единственное правило: не спешите хватать товар с полки. Сначала внимательно изучите его состав и свойства. Чтобы не купить подделку, требуйте у продавца сертификат качества. Проверяйте упаковку, она должна быть целой — без надрывов и других повреждений. Задавайте консультанту все интересующие вопросы.
Преимущества таких молдов
Традиционная основа для молдов — кремнийорганическое соединение (силикон). Чаще всего применяют жидкий двухкомпонентный силикон для заливки форм.
Часто встречаются смеси из гипса, смешанного с герметиком на основе силикона. Однако так лучше не экспериментировать, ведь качество молда будет в разы ниже. Поэтому мастера рекомендуют пользоваться двухкомпонентными силиконами. Ведь для литья дома работать с ними намного легче.
Как сделать силиконовую форму?
Литье из эпоксидной смолы — достаточно трудоемкая работа. И она невозможна без молда. Чтобы сделать заливку, подготовьте заливочную форму как минимум в одном экземпляре.
Для этого в статье есть пошаговая инструкция. Она содержит основные правила подготовки и алгоритм изготовления молда своими руками.
Готовим инструменты и материалы
Сначала подготовьте все нужные инструменты. Основной список инвентаря такой:
Часть этих составляющих есть дома, все остальное — в строительных супермаркетах или магазинах для рукоделия. Рекомендуем удобно разложить инвентарь под рукой, чтобы не отвлекаться от основной работы.
Главные правила заливки
Прежде чем начать, советуем внимательно изучить несколько правил и требований. Сначала сделайте пробную попытку изготовления молда. Так вы сможете узнать, насколько эффективен купленный силикон для заливки форм. Если заметили, что материал липнет, то покройте стенки разделительным составом (например, воском).
В создании цветной формы применяйте красители для силикона. Массу перед заливкой поместите в вакуумную камеру, если она есть.
Решили заняться такой работой в холодный сезон? Тогда силикону нужно дать настояться в тепле на протяжении суток. Размешивайте материал с осторожностью, иначе есть вероятность образования пузырьков воздуха.
Позаботьтесь и о рабочих условиях. Температура в комнате не должна превышать 25 градусов. Если она будет выше этой отметки или ниже 18 градусов, то время превращения смеси в гель станет меняться даже при одинаковом количестве катализатора. Это снизит качество готового молда.
Подготовьте то изделие, форму которого нужно повторить. Его поверхность должна быть глянцевой, так как силикон повторит даже маленькие недостатки на поверхности предмета. Тогда они станут заметными и на отливке из эпоксидной смолы.
Алгоритм работы
На подготовленную твердую основу тонким и ровным слоем наносим пластилин. Вдавливаем в него деталь, которую собираемся копировать. Если она плоская, то нужно поместить ее в пластилин примерно на половину от границ молда. Объемным предметам нужен дополнительный слой материала.
Дальше проходимся по периметру детали. Прижимаем ее к пластилину, чтобы сделать четкую границу (зубочисткой или спичкой). Уверяемся в том, что пластилин примыкает к ней вплотную, иначе под него будет затекать заливочный силикон.
После подготовительных процедур формируем стенки для молда. Следите за тем, чтобы между стенками и деталями было расстояние примерно в семь миллиметров. Разравниваем все стыки. Делаем ряд углублений на дне емкости, чтобы избежать смещения половинок создаваемой формы.
Смешиваем жидкий силикон для заливки форм с катализатором по принципу в инструкции. Рекомендуем пользоваться кухонными весами, чтобы в точности рассчитать все пропорции. Затем заливаем полученную смесь в форму из пластилина. Делаем это медленно и плавно, чтобы не образовались пустоты.
Есть материалы для заливки форм, которые могут застыть уже в течение нескольких минут. Поэтому изучите описание купленного товара, чтобы не попасть впросак. После завершения всех операций форму надо убрать в спокойное место, чтобы силикон застыл.
Когда произойдет полное отвердевание, весь пластилин можно полностью убрать. Для этого удаляем сначала боковые участки, а после – нижние. В руках требуется держать половину формы, внутри которой будет скопированное изделие. Ставим форму на новый пластилин и снова выстраиваем по ее периметру стенки. Стык проклеиваем внимательно, чтобы он загерметизировался.
Покрываем восковым разделителем по инструкции производителя. К слову, это может быть обыкновенный вазелин или парафин. Силикон заливаем точно так, как для первой половинки. Ждем окончательного затвердевания и снимаем вторую форму.
Завершающий этап
Теперь перейдем к последнему шагу. Для этого убираем пластилин и разъединяем две части. Если разделитель не справился с задачей, то просто отрежьте их друг от друга и уберите деталь, которую копировали.
Силиконовые формы для эпоксидной смолы готовы. Когда творения окончательно застынут, их допустимо сразу использовать по прямому назначению.
Как сделать форму из силикона в форме сферы и полусферы?
Самые популярные виды молдов для эпоксидки — сферы и полусферы. Поэтому мастера часто склонны к изготовлению формы для эпоксидной смолы своими руками в таком воплощении.
Это немного проще, чем создание плоского или объемного молда. Следуйте пошаговому руководству, чтобы сделать сферический молд для заливки смолы правильно.
Поэтапная инструкция
Соединяя силиконовую массу и катализатор, надо тщательно вымешивать смесь, чтобы в ней не образовалось комочков. Затем берем обыкновенный пластиковый стакан и капаем на дно совсем немножко секундного полиуретанового клея. Кладем в клей несколько шариков из стекла так, чтобы они прилипли и не двигались.
Тончайшей струей наливаем силиконовый материал на изделия. Затем стучим дном стакана по твердой поверхности, чтобы удалить воздушные пузырьки. Когда они поднимутся наверх, аккуратно проткните их тонкой иголкой или зубочисткой.
Вдавливаем стеклянные шары в подготовленный материал примерно наполовину. Ждем, пока силикон для заливки форм полностью затвердеет. Обычно на это уходит около суток. Когда время подошло, достаньте шарики из силикона. Вытаскиваем форму из стаканчика и осторожно обрезаем. Пользоваться готовой отливкой можно сразу.
Рекомендации по обращению с силиконом для заливки
Перед тем, как залить форму из силикона, подготовьте рабочее место. Силиконовые молды – магнит для мусора и пыли. Поэтому за ними надо тщательно ухаживать и хранить только в закрытых коробочках.
Изделия нужно раскладывать в один слой, чтобы исключить риск деформации. Ведь силикон – материал, который легко поддается механическим повреждениям. Поэтому следите за тем, чтобы готовая форма не царапалась.

Перед тем, как заливать эпоксидную смолу, молд надо вымыть с мылом и просушить. Отливки удаляют из форм, поднося их под водную струю. Следуйте рекомендациям, и тогда вы сохраните молды в хорошем состоянии, чтобы использовать их еще не один раз.
Подведем итоги
иликоновые формы – это аксессуары, которые легко изготовить дома. Поэтому нет смысла покупать заводские молды. Просто в точности соблюдайте все основные правила и предписания инструкций, чтобы сделать молд своими руками.
Если остались вопросы, советуем посмотреть видео о том, как использовать силикон для заливки форм в домашних условиях:
В Москве рекомендуем покупать товар только известных марок. От качества материала зависит вид молда и сделанного в нем изделия.
Заливка форм из силикона для эпоксидной смолы
При работе с эпоксидной смолой заливка проводится в специальные формы – молды. Они реализуются в строительных магазинах, отделах для творчества. Но стоимость таких изделий обычно высока, а ассортимент скудный. В таком случае можно изготовить формы для эпоксидной смолы своими руками.
Формы – покупные и самодельные
Чтобы создавать настоящие шедевры из эпоксидки, придется раздобыть оригинальные формочки (молды). Обычно их делают из силикона, этот материал идеален для заливания состава. Из силиконовых молдов легко извлекать готовое изделие, их стенки гладкие, следовательно, шлифовка украшения будет минимальной.

Кроме литья из эпоксидки, такие молды отлично подойдут для изготовления изделий из глины, гипса, мастики, также в них можно делать мыло. Допустимо даже готовить еду в духовке, правда, тогда для создания молдов должен быть применен пищевой термостойкий силикон. Готовые формочки для ювелирной эпоксидки обычно представляют собой цветочки, листья, геометрические фигуры, овалы, шары. Стоимость небольшого набора составляет 300-500 рублей и более.
Сделать силиконовые формы самостоятельно сможет каждый. Этим занимается большинство мастеров, которые создают украшения, статуэтки на профессиональном уровне. Цена работы будет намного ниже, особенно, если сразу изготавливать несколько разнообразных изделий. Кроме того, это может стать прибыльным бизнесом.
Силиконовые формы – из чего состоят
Двухкомпонентный жидкий силикон – лучший материал для производства молдов под отливку предметов из эпоксидки. Он застывает без усадки, для этого даже не требуется нагревания – достаточно комнатной температуры.
Некоторые используют обычный силиконовый герметик в смеси с гипсом, но качество таких молдов будет ниже. Рекомендуется покупать именно двухкомпонентный силикон – он специально создан для литьевых работ, не липнет после застывания.
Все подобные силиконы представлены основой и катализатором в разных упаковках. Для технических (непищевых) целей используются силиконы марок Пентасил, Копипаста, Эластолюкс, Силифлекс. Они очень прочные, имеют минимальную усадку – до 1,5 %.

Силифлекс отличается высокой густотой, он чуть менее крепкий. Эластолюкс невозможно разорвать, он очень прочный, прекрасно подходит для создания молдов любой сложности. Силикон Копипаста наносится кисточкой послойно, его обычно применяют для изготовления больших молдов. В качестве катализатора чаще используется Платинум в количестве 2-3 % (точная пропорция указана в инструкции). Также хорошими средствами считаются Молд Стар, Руди. Работать с ними может даже новичок.
Прочее сырье для производства
Как сделать формочки и готовую заливку своими руками, что еще для этого потребуется? Основной заливочный материал – силиконовый компаунд (двухкомпонентный силикон) или каучук, он легко подвергается ручной обработке. При покупке однокомпонентного состава дополнительно нужно приобрести катализатор. Также потребуются следующие материалы и инструменты:
Если потребуется создать молд с разделительной половинкой, нужно дополнительно купить специальный состав. Рекомендуются аэрозоли с воском, также можно применить свечной воск (растопленный), вазелин. Основа (опалубка) будет создаваться из пластилина, следовательно, этот материал должен быть в наличии.

Для последующей заливки потребуется прозрачная эпоксидная смола (ювелирная). Ассортимент данного материала широк, есть дорогие и дешевые составы. Важно, чтобы время полимеризации не было коротким, иначе у начинающего мастера не будет возможности сформировать изделие.
Пошаговая инструкция
Перед началом работ необходимо ознакомиться с рядом важных правил:
Существуют силиконы на основе олова, их также можно применять для работы. Они годятся лишь для непищевых целей, нередко используются для отливки украшений. Перед тем, как залить такой материал, делают пробу на отверждение. Обычно требуется добавлять большее количество катализатора, чем в обычный двухкомпонентный силикон.

Также следует найти изделие, с которого будет сниматься форма. Оно должно иметь глянцевую поверхность, ведь силикон повторит даже мельчайшие царапинки. В дальнейшем они будут хорошо заметны на предмете из эпоксидки. Например, для изготовления круглой формы используют подшипник.
Подробная инструкция по созданию молдов такова:
Готовые отливки удаляются из форм под струей воды, это проще, чем вытаскивать их в сухом виде. Молды легко царапаются острыми предметами, и далее использовать их будет нельзя. Если соблюдать все указанные правила, формочки прослужат долго и могут быть применены многократно.
Литье из силикона. Советы начинающим мастерам

Какие силиконы нужны для литья?
Итак, прежде всего сам силикон. При создании кукол я использую компаунды (двухкомпонентные силиконы) на платиновой основе от Smooth-On производства США, потому речь пойдет именно о них. Для работы потребуются силиконы двух типов: для литья самих кукол и для изготовления формы. Первых не так много, прежде всего это Dragon Skin Series и Ecoflex Series. Они обладают высокой степенью эластичности и позволяют наиболее реалистично передать эффект человеческой плоти.
Силиконы серий Dragon Skin Series и Ecoflex Series бесцветны и полупрозрачны, поэтому для получения реалистичного цвета куклы их надо окрашивать при помощи специальных пигментов Silc Pig.
Форму можно делать методом заливки, либо поэтапно нанося слои силикона кистью. Первый способ проще и быстрее, но требует большего расхода силикона. Второй более трудоемок, к тому же для него необходимо иметь различные дополнительные материалы. Наглядно увидеть процесс создания формы «в намазку» можно на официальном видео компании:
Немного о формах
Готовая силиконовая форма остается эластичной, это ее безусловное достоинство, однако нельзя забывать, что она может легко деформироваться, поэтому ее обязательно надо поместить в специальный защитный кожух, отлитый из обычного гипса.
Перед литьем силикона в силиконовую форму обязательно надо использовать специальный разделительный состав Ease Release, иначе форма и отливка намертво склеятся между собой. Слой разделителя надо тщательно просушить, поскольку в некоторых случаях он препятствует полному застыванию силиконовой отливки.
Основные правила работы с силиконом
Итак, с материалами для литья мы разобрались, теперь поговорим о самом процессе. Чтобы избежать брака и неудач работая с силиконом надо соблюдать два золотых правила, существенно облегчающего жизнь мастера:
- 1. Всегда строго и педантично следовать инструкциям, не допуская никакой самодеятельности.
- 2. Всегда тестировать на совместимость новые материалы, контактирующие с силиконом.
Для работы желательно приобрести вакуумную камеру с насосом, откачивающую воздух из смеси перед заливкой. Некоторые типы силиконов можно использовать и без предварительной дегазации, однако риск того, что в застывшей массе останутся пузырьки воздуха, достаточно велик.
Также неплохо обзавестись духовкой или сушильным шкафом для постотверждения готовых изделий. Подвергшейся термообработке силикон быстрее приобретает заявленные производителем физико-химические свойства. Нагревать изделия в духовке, предназначенной для пищевых продуктов я бы не рискнула, несмотря на то, что силиконы на платиновой основе считаются нетоксичными материалами.
Работать с силиконом надо только в виниловых перчатках, латексные использовать нельзя.
А вот хранить силикон в жаре нельзя. Материал имеет ограниченный срок годности, сокращающийся от повышения температуры. Открытую банку надо использовать быстро, поскольку контакт с окружающей средой также может повлиять на его свойства. Алгоритм действий при работе с силиконом должен быть таким: достаем банки с силиконом из прохладного места, ждем, когда он прогреется до положенных 23 градусов, тщательно перемешиваем содержимое каждой из банок, соединяем в точной пропорции компоненты А и В, подвергаем готовую смесь дегазации, заливаем в форму и возвращаем оставшийся силикон в холодное помещение.
Вообще, следует помнить, что силикон очень капризный материал, не позволяющий вольностей в обращении.
Капризы силикона
С большой осторожностью надо использовать деревянные палочки для перемешивания смеси. Некоторые виды силикона не переносят контакты с деревом и могут быть ингибированы. Чтобы подстраховаться от неприятных неожиданностей, желательно перемешивать силикон металлическими мешалками.
Вот, собственно и все, что я хотела рассказать о приемах работы с силиконом. Я сама частенько совершала ошибки, переживала много неприятных моментов и надеюсь, что этот выстраданный опыт поможет начинающим мастерам не наступать на до боли знакомые старые грабли, сэкономить нервы, время и деньги. Удачи в творчестве!
Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.
3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.
В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
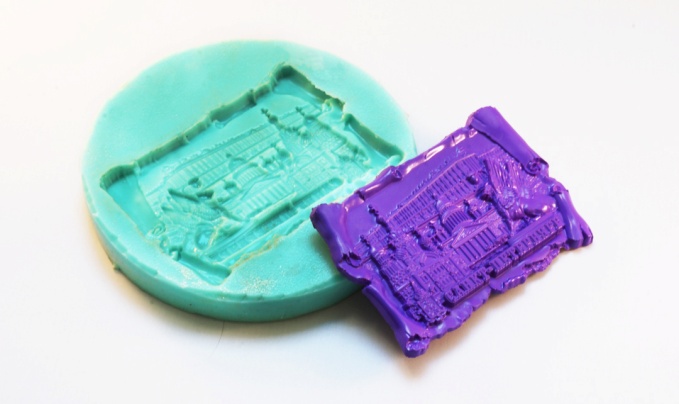
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.

Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков
Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.

• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.

Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.

Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.

Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.

Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.

Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.



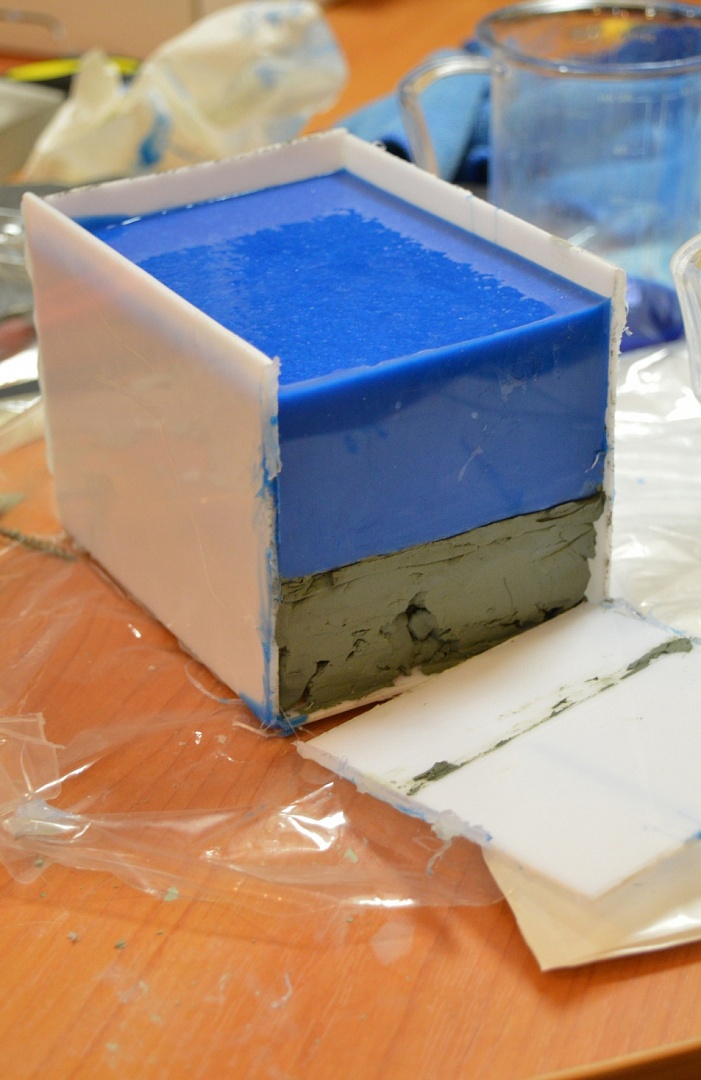
Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.

И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.
Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.

И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.
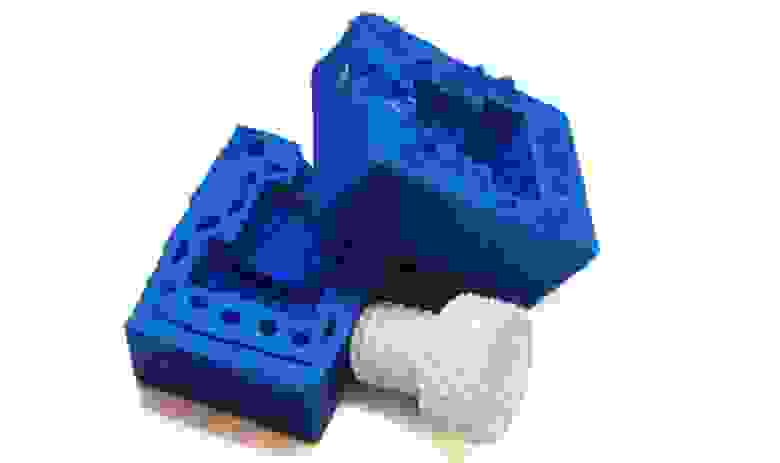
Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.

Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
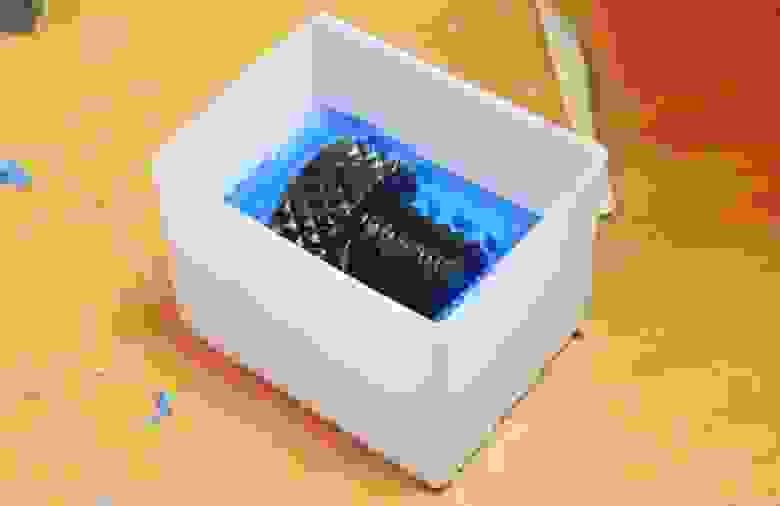
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
Модель готова. Переданы абсолютно все детали оригинала.
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.



