Расшифровка марки электродов уони
Многие хотят узнать полную расшифровку марки электродов уони, узнать что означает аббревиатура уони, а также что значат буквы и чем отличается уони от уонии и по этому здесь раскроем все тайны этих букв и цифр.
Как расшифровывается аббревиатура уонии 13 и уони-13.
А вот как получилась аббревиатура уони 13.
Это уже выдержка из доклада который находится внизу данной страницы.

По всей видимости это означает
Давность аж 1940 годов.
Чем отличается УОНИ и УОНИИ.
Сперва было название просто уони, а позже согласно ГОСТ 9466—75 все изменилось.
Электроды УОНИ-13/45 должны обозначатся УОНИИ-13/45 и относятся к типу Э46А, а в дальнейшем различные варианты электродов уони будут именоваться уонии.
Можно посмотреть в книге (Сапиро Л С Справочник сварщика страница 53 в примечании. ) Открыть книгу.
Выдержка из ГОСТ 9466—75.

Вся суть в том что на на этикетках или в маркировке коробок, пачек и ящиков с электродами может быть прописано как уони так и уонии, а вот в документации должно быть обязательно прописано уонии.
Как определить качественные электроды уони
О том как отличается качество одних и тех же электродов зависимости от производителя который прошел проверку и который просто их делает по госту.
К одним и тем же электродам предъявляются разные требования при изготовлении и использование материалов при изготовлении.
ГОСТ и аттестованные НАКС (Национальное Агентство Контроля и Сварки).
Подробную разницу УОНИ-13/55 по ГОСТ 9466-75 и по требованиям РД 03-613-03 (НАКС) можно узнать по ссылке http://www.spetselectrode-ural.ru/stat/Electrodi-svarochnie-UONI1355-trebovaniya-NAKS-i-GOST.htm
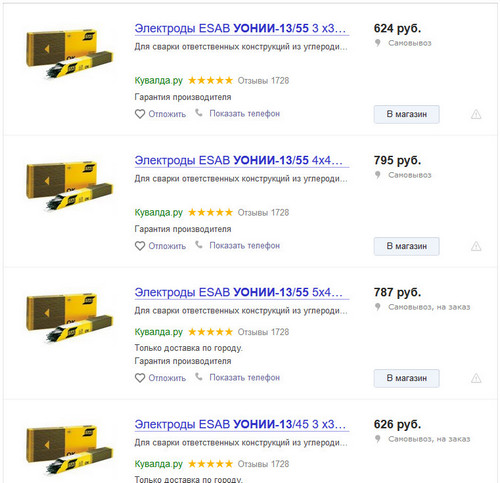
Сравним электроды очень похожие друг на друга, но с разным качеством. (Качество отличается довольно сильно как и цена)

Для сравнения цены в Яндекс магазине и по уони и уонии. Как видите разница ощутима довольно сильно.

Ссылка на доклад http://cniim.com/files/doklad_2012_1.pdf
Ссылка на доклад в pdf (Открыть)
Если остались вопросы или желаете дополнить этот материал напишите нам через форму обратной связи расположенной на странице вопросов ответов.
Если у вас есть желание купить качественные сварочные электроды это можно сделать через страницу контакты
УОНИ: что это и чем отличается МР-3
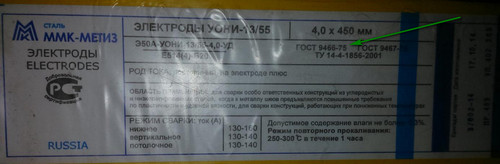
УОНИ–13/55 – расшифровка и немного истории

В технической (и не только) литературе можно встретить два написания аббревиатуры этой марки, и оба можно считать в равной степени употребимыми. Исторически, начиная с года создания (1940), использовался вариант УОНИ. Дело в том, что над разработкой продукта несколько лет до этого трудились сотрудники лаборатории засекреченного тогда Научно-исследовательского института №13. Поскольку прилагательное представляет собой пусть и сложное, но одно слово, сочли, что в маркировке достаточно всего одной буквы «И». Так и было в самом раннем написании:
Разработки велись со второй половины 30-х годов. Специалистами во главе с К. В. Петранем были исследованы лучшие зарубежные аналоги из Великобритании, Германии, Нидерландов, США и Франции. Все они были последовательно протестированы одним и тем же опытным сварщиком. После определения наилучших качеств по всем ключевым параметрам были досконально исследованы материалы составов, их технологические свойства и особенности, и в последний довоенный год создан собственный электрод.
По прошествии времени и с принятием ГОСТ 9466-75 написание маркировки несколько изменилось:
Стандарт действует до сих пор, поэтому в нормативных документах корректно написание УОНИИ. Однако при коммерческом использовании, в популярной литературе, на онлайн-ресурсах широко употребляется более короткий первоначальный вариант, который все это время существует параллельно со строго официальным.
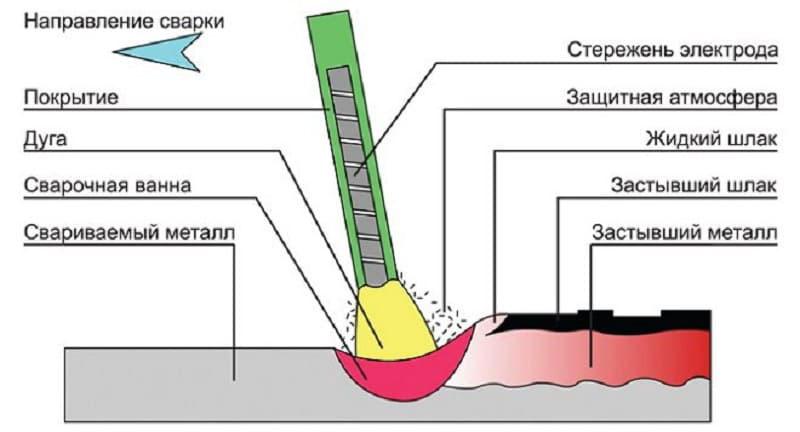
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Обмазка изделий — основная. Содержит фтористые соединения и карбонаты, придающие шву пластичность, ударную вязкость и препятствующие образованию горячих трещин.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
Технические характеристики сварочных электродов «УОНИ-13/55»
Рассмотрим основные технические характеристики сварочных электродов «УОНИ-13/55»:
Общая характеристика электродов “УОНИ 13/5”
Общая характеристика электродов включает в себя следующие параметры:

Механические свойства металла сварочного шва
Сварочный шов, созданный электродами «УОНИ-13/55», имеет следующие механические характеристики:
Химический состав металла сварочного шва
В химическом составе сварных швов имеются следующие элементы:

Пространственные положения сварочного шва
При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Величина сварочного тока электродов «УОНИ-13/55»
При сварке, в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | – |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
| Диаметр сварочных электродов, мм | Среднее количество электродов в 1 кг, шт. |
| 2,0 | 98 |
| 2,5 | 55 |
| 3,0 | 40 |
| 4,0 | 15 |
Технологические особенности сварки электродами «УОНИ-13/55»
Сварку стыков рельсов и арматуры рекомендуется производить ванным способом в нижнем положении шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
Вместо «У» в маркировке могут присутствовать следующие литеры:
Вместо «Д» могут стоять такие буквы:
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
.jpg)
Ключевые отличия электродов УОНИ от МР-3
Обе марки пользуются популярностью.
Преимущества МР-3 состоят в следующем:
Обмазка у этих расходников рутиловая. Они хороши для начинающих и тех, кто учится ремеслу сварщика. Для работы таким электродом сноровка не требуется.
Недостаток МР-3 заключается в высокой стоимости.
 Электроды МР3 и УОНИ.
Электроды МР3 и УОНИ.
Технические характеристики УОНИ
Материал стержней: сварочная проволока Св-08 или Св-08А (13/55).
Тип обмазки: основная.
Расход на 1 кг расплавленного металла: 1,7 кг.
Длина при диаметре:
Коэффициент наплавки: 9 г/А*ч.
Механические и химические свойства
Данные приведены в таблице:
| Наименование характеристики | Значение |
| Механические характеристики | |
| Временное сопротивление, Н/кв. м | 420-540 |
| Ударная вязкость, Дж/кв. см | От 128 |
| Относительное удлинение, % | Не ниже 22 |
| Химический состав (массовая доля элементов), % | |
| Углерод | до 0,11 |
| Кремний | 0,25-0,5 |
| Марганец | 0,9-1,4 |
| Сера | до 0,03 |
| фосфор | |
Сила тока
В отличие от рутиловых, электродам с основной обмазкой противопоказан высокий ампераж. Избыток тепла негативно сказывается на качестве шва.
Наблюдаются следующие нежелательные явления:
Рекомендуемые значения силы тока для электродов разных диаметров в зависимости от пространственного положения шва приведены в таблице:
| Диаметр электрода, мм | Положение сварочного шва | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| горизонтальное | вертикальное | потолочное | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) Упаковка 5 кг.
Упаковка 5 кг.





| Показатель/электрод | МР-3 | МР-3С | УОНИ-13/45 | УОНИ-13/55 | ОЗС-4 | ОЗС-12 | АНО-4 | АНО-21 | ОК-46 |
|---|---|---|---|---|---|---|---|---|---|
| Коэффициент наплавки, г/А·ч | 8,5 | 8,5 | 9,5 | 9,5 | 9 | 8,5 | 8,3 | 8 | 8,5 |
| Расход на 1кг расплавленного металла, кг | 1,7 | 1,7 | 1,6 | 1,6 | 1,6 | 1,7 | 1,7 | 1,7 | 1,7 |
| Ударная вязкость, Дж/см2 | 80 | 130 | 200 | 260 | 137 | 137 | 140 | 80 | 140 |
| Относительное удлинение, % | 18 | 25 | 26 | 29 | 25 | 25 | 25 | 18 | 25 |
| Производительность наплавки, кг/ч | 1,7 | 1,4 | 1,3 | 1,4 | 1,4 | 1,2 | 1,4 | 1,4 | 1,4 |
| Предел текучести, МПа | 400 | 390 | 350 | 410 | 430 | 420 | 390 | 460 | 400 |
| Максимальный ток, А | 260 | 260 | 200 | 200 | 250 | 220 | 230 | 220 | 230 |
| Минимальный ток, А | 30 | 30 | 40 | 40 | 70 | 30 | 80 | 40 | 30 |
| Длительность прокалки, мин | 60 | 60 | 60 | 90 | 40 | 30 | 30 | 60 | 60 |
Показатель тока напрямую зависит от диаметра стержня. Основываясь на данных этой таблицы, можно подобрать электроды для конкретных сварочных задач.
Если необходимо выполнить сварку в бытовых условиях без повышенных требований к качеству шва и при небольшом опыте проведения сварочных работ, то для этих задач идеально подойдут электроды МР-3С, которые отличаются простотой эксплуатации, приемлемой ценой и подходят для большинства бытовых задач. Если же сварочные работы реализуются с целью образования высококачественного соединения с повышенной выдержкой к нагрузкам или выполняются профессионалами, то стоит рассмотреть другие электроды, с характеристиками специфичными для конкретной ситуации.



