Что такое, вальцевание (вальцовка), что значит завальцевать? Что такое развальцовка?
Вальцевание, вальцовка, развальцевать что это означает, технологический процесс, инструмент и.т.п.

Если речь о трубах (а есть и иной вариант применяемый к данным понятиям, к примеру пластичная деформация металлической заготовки для придания металлу определённой конфигурации, чаще речь идёт о листовом металле), то вальцовка это по сути увеличение диаметра (точней его изменение) трубы на её крайнем участке, то есть деформация.
Вальцовка и развальцовка в данном случае это одно и тоже понятие.

В итоге получаем соединение труб одна вставляется в другую, но обе трубы изначально были одного диаметра.
А вот завальцовка, это обратный вальцовке (развальцовке) процесс, то есть не увеличение диаметра трубы, а наоборот уменьшение.
Вообще технологический процесс под названием «вальцевание труб» это довольно широкое понятие.
Например изгиб участка трубы трубогибом (деформация трубы), тоже вальцовка, только диаметр участка трубы не меняется в бОльшую, или меньшую сторону, труба изгибается (гнётся, сгибается) по определённому радиусу.

Процесс вальцевания делится на два вида деформации материала.
1 вид вальцевания связан с изгибом тонкого металла в дугу, цилиндр или просто в определённый сектор окружности.
В ходе процесса листовой металл закладывается под специальные ролики, которые прокатывают и деформируют. Станок, который гнёт металл называется вальцовка.

2 вид вальцевания заключается в том, что специальным инструментом разгибается конец трубы (трубки) таким образом, чтобы после деформации получается герметическое соединение.
Такой вид развальцовки проводится несколькими способами.
Вот один из инструментов, клещи сдавливают и фиксируют трубу с одной стороны, а в торец при помощи винтового соединения вкручивается конус, который раздвигает концы трубки в стороны.


Процесс вальцовки труб для теплообменников заключается в следующем:
Итак вальцовка это либо гибка металла, либо деформация конца трубы/трубки для плучения герметичного соединения.
Вальцовка (вальцевание) труб и металла: особенности технологии
Вальцовка, или вальцевание, как еще называют эту технологическую операцию, подразумевает пластическую деформацию металлических заготовок для формирования из них изделий требуемой конфигурации. При этом может выполняться как вальцовка труб (для изменения формы их поперечного сечения), так и обработка листового металла, в процессе которой создаются изделия цилиндрической, конической и овальной конфигурации.

Формовка профиля на трехвалковом станке
Вальцовка выполняется на специальном оборудовании, оснащенном валками, которые и отвечают за пластическую деформацию заготовок из металла в нужном направлении, поэтому данная технологическая операция и получила такое название.
Проходя прокатку между вальцами, размеры и расстояние между которыми подбираются в зависимости от геометрических параметров заготовки и готового изделия, обрабатываемая деталь приобретает требуемые размеры и форму. В отдельных случаях вальцевание металла может предполагать не только прокатку заготовок из него, но и их ковку.
Вальцевать можно не только заготовки, изготовленные из металла, но и изделия из полимерных материалов и резиновых смесей, которые также отличаются высокой пластичностью. Если говорить о металле, то вальцовке можно подвергать заготовки, изготовленные из:
Кроме вальцовки, различают такие технологические операции, как развальцовка и завальцовка кромок, в результате которых пластической деформации (и, соответственно, изменению геометрической формы) подвергаются концы трубок, изготовленных из различных металлов. Для этого используется инструмент, в конструкции которого вальцы могут отсутствовать. С помощью развальцовки и завальцовки выполняется подготовка концов трубок для их дальнейшего соединения. Рабочие вальцы миниатюрного размера можно увидеть в инструменте, который используется для завальцовки трубы, то есть уменьшения ее изначального диаметра.
Завальцевать трубу можно и с помощью токарного станка. Видео с примером выполнения такой операции можно посмотреть ниже.
Основные инструменты
Хотя это и не совсем верно, под понятием вальцовки металла часто подразумевают целый перечень технологических операций, при помощи которых осуществляют изменение формы металлической заготовки. К таким операциям, в частности, относятся:

Вальцовка профильной трубы на трубогибочном станке
Для завальцовки мягких медных трубок могут быть использованы обычные клещи, а для их развальцовки – инструмент, рабочим органом которого является конусный элемент, разжимающий конец трубы на требуемую величину. На самом деле называться вальцовкой могут только те технологические операции, которые выполняются при помощи оборудования и инструмента, в конструкции которых присутствуют вальцы.
В зависимости от типа заготовки и результата, которого необходимо добиться, для выполнения вальцовки может использоваться различное оборудование и инструменты, которые чаще всего являются достаточно универсальными.

Промышленная вальцовочная машина способна изгибать листовой материал больших размеров с высокой точностью
Процесс вальцевания металлических листов, в результате которого из них формируют изделия цилиндрической, конической или овальной формы, осуществляется на специальном оборудовании, оснащенном двумя, тремя или даже четырьмя рабочими валками. Обработка на станке трехвалкового типа заключается в том, что металлический лист, прижимаясь к двум вращающимся нижним валкам третьим – упорным, также начинает вращаться вокруг него, постепенно превращаясь в изделие цилиндрической формы. Регулировать радиус изгиба металлического листа при вальцовке позволяет подбор валков соответствующего диаметра, а также расстояния между нижними рабочими элементами. Поскольку валки в процессе работы испытывают значительные механические нагрузки, для их изготовления используют высокопрочные сорта стальных сплавов.
Для гибки труб, которую часто называют вальцовкой, применяется оборудование, также оснащенное системой валков. Огибаясь вокруг рабочих валков в процессе вращения, изделие приобретает требуемый угол или радиус изгиба. На таком оборудовании, которое отличается высокой универсальностью, можно также выполнять вальцовку уголка.

Станок трехвалковый предназначен для вальцовки профильных труб по дуге любого радиуса
Назначение и методы
Обработка трубопроката методом вальцовки, как уже говорилось выше, может выполняться с целью изменения формы профиля поперечного сечения, а также для того, чтобы изменить начальные параметры готовой трубы – наружный и внутренний диаметры, толщину стенки, форму конечной части. Для изменения формы поперечного сечения выполняют прокатку через систему валков специального оборудования, которые, оказывая значительное давление на стенки трубы, формируют требуемый профиль.

В предназначенном для вальцовки оборудовании используются различные типы валков, которые формируют заданную форму и определенный размер заготовки
Если для расширения конечной части мягких трубок для кондиционеров эффективны простейшие приспособления, то для вальцовки трубных изделий, изготовленных из стальных сплавов, необходимо применение специальных инструментов. Последние в зависимости от параметров и материала изготовления трубопроката, который необходимо подвергнуть вальцовке, делятся на следующие категории:

Фотографии некоторых моделей инструмента для развальцовки
На современном рынке представлено еще несколько серий инструмента для вальцовки, но мы перечислили наиболее популярные из них.
Специализированный инструмент для выполнения развальцовки труб чаще всего используется при монтаже теплообменников, в которых устанавливаются трубные решетки. Рабочий орган такого приспособления, который и оказывает механическое воздействие на стенки трубы, подвергается специальной обработке, позволяющей наделить его высокой прочностью.
Развальцовка труб при монтаже теплообменного оборудования
Монтаж труб в теплообменных системах, выполняемый при помощи вальцовочной операции, является достаточно распространенной процедурой, поэтому лучше познакомиться с ней более подробно. Использование такой технологии и качественного инструмента позволяет получить надежные соединения труб со стенками отверстий, выполненных в трубном барабане.
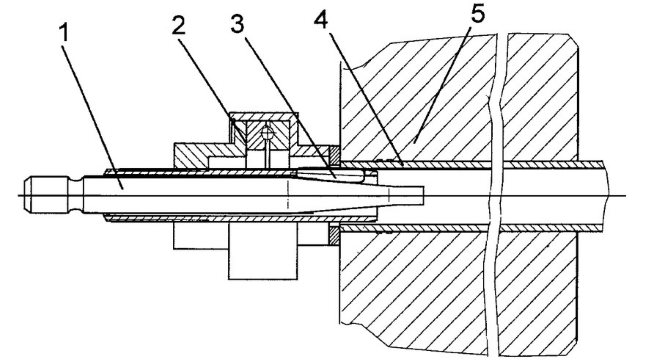
Схема вальцовки трубы роликовым инструментом: 1 – веретено с рабочим конусом; 2 – обойма с подшипником; 3 – ролики; 4 – труба; 5 – решетка трубная
Итак, необходимо выполнить следующие действия.
Итак, под вальцовкой подразумевается достаточно большой перечень технологических операций, для качественного выполнения которых необходимо правильно подбирать соответствующие инструменты и оборудование.
Как выполняется вальцовка труб – варианты и способы
Вальцовкой труб или вальцеванием принято называть процесс, результатом которого является деформация металлических изделий в разных направлениях. С помощью данного действия выполняют сгиб такого материала как металла. В промышленных условиях вальцовку обычно осуществляют при помощи ковочных вальцов.

Что такое процесс вальцовки
Чтобы разобраться с тем, что такое вальцовка труб, следует ознакомиться со всеми операциями, производимыми с трубной продукцией, которые подразумевают применение данной технологии:
Производство трубной продукции
Благодаря вальцовке труб можно получить изделия:
В первом случае из плоских листов, которые называют штрипсами, формируют заготовки круглой формы. После этого их сваривают с помощью индукционных токов и отправляют в вальцы. Когда происходит вальцовка трубок, будущие изделия после выравнивания становятся идеально круглыми в сечении и их потом калибруют относительно диаметра.

При производстве бесшовных труб основной технологической операцией является вальцевание. Их изготавливают из круглых заготовок, получаемых в результате литья или прессования разогретого металла. Начиная с момента попадания заготовки на стан, она подвергается обработке несколькими вальцами: ее вытягивают и утончают, далее у нее формируют стенки требуемой толщины. В завершении процесса продукцию калибруют.
В соответствии с величиной температуры, при которой из заготовок формируют изделия, трубы бывают горяче-, тепло- или холоднодеформированными.
Процесс развальцовки
Данную операцию можно выполнить при помощи ручного инструмента. Технология развальцовки труб не нуждается в обязательном использовании вальцов, хотя при желании их можно задействовать.
В качестве примера использования развальцованных труб в быту можно назвать их применение при сборке медного трубопровода. Чтобы соединить вместе два участка, нужно конец одного изделия вставить в гильзу другого, а получившийся между ними просвет запаять. Но дело в том, что трубы, имеющиеся в продаже, реализуют без гильз, с абсолютно гладкой поверхностью. Поэтому и требуется развальцевать конец изделия.

Существует еще один способ, позволяющий формировать гильзу – это использование экстендера, растягивающего изделие за одно действие. Его устройство аналогично патрону дрели, но его лапки не сжимают, а напротив, расширяют трубы. В движение экстендер приводят рычагом с большим плечом, что позволяет приложить повышенное усилие на расширительную головку сменного типа.

Результат получается лучшим, чем при применении ручных приспособлений. Дело в том, что конус создает небольшое расширение, а не полноценную гильзу, а экстендер в процессе использования формирует стенки, имеющие разную толщину. Но в тоже время вальцы стоят дороже.
Специалисты рекомендуют задействовать ручной инструмент в тех случаях, когда трубная продукция сделана из мягких металлов. Например, когда выполняется вальцовка алюминиевых труб или изделий из меди (прочитайте: «Как выполнить вальцовку для медных труб – теория и практика от опытного мастера»).
Иногда возникает необходимость развальцевать тонкостенные стальные трубы, несмотря на то, что использование их при прокладке водопроводных магистралей нельзя назвать хорошей идеей, вне зависимости от способа сварки – с гильзами или встык. Срок службы таких изделий на холодной воде составляет около 5 лет, после чего начинаются коррозийные процессы.
Завальцовка
Необходимость в выполнении данного процесса возникает, когда требуется подготовить элементы будущего трубопровода к соединению – обжимают конец трубы, который будет входить в гильзу. Также уменьшают диаметр изделия с торца, когда нужно вручную нарезать резьбу и для обеспечения герметичности на месте стыка медной трубки со штуцером. Читайте также: «Способы развальцовки медных трубок и необходимые инструменты».

Профилирование трубной продукции
Полный цикл изготовления профильных труб состоит из нескольких этапов:

Чтобы снять у металла внутренние напряжения, профилированные изделия после холодной деформации прокаливают и оставляют остывать. В случае, когда запланировано задействовать в строительстве самодельные профтрубы, необходимо их прогревать. Допускается использование даже таких простых способов, как применение паяльной лампы или сварочного трансформатора.
Трубогибы
При помощи механических или электрических вальцов можно выгнуть трубную продукцию в дугу. Простейший станок для завальцовки труб состоит их двух опорных валов, рукоятки, которая приводит изделие в движение, и деформирующего вала, имеющего винтовую подачу. При этом такие устройства могут быть снабжены электромоторами.
Что такое вальцовка металла
Вальцовка как технологическая операция получила широкое распространение в разных сферах промышленности благодаря точности и удобству. Череповецкий завод металлоконструкций использует этот процесс в своей деятельности, применяя современное оборудование. Что это такое, для чего нужна технология, где она применяется и чем характеризуется можно узнать из данной статьи.
Понятие вальцовки
Вальцовка (также называют вальцеванием) — технологическая операция, при которой происходит деформация металлических листов. Это формоизменяющая операция холодной штамповки, которая может применяться как в промышленных, так и в бытовых условиях. Такая обработка позволяет получить заготовки или готовые детали высокого качества без заусениц и трещин. В зависимости от настроек оборудования листы в результате операции получают конусообразную, цилиндрическую или другую фигурную форму. Вальцовку могут применять и к трубам: в случаях, когда необходимо изменить форму их поперечного сечения. В зависимости от потребностей производства вальцовка может заключаться в:

Вальцевать можно сталь, жесть, медь и разнообразные полимерные композитные материалы. В большинстве случаев обрабатывают холодный металл, однако, если объемы работы большие или толщина материала значительная, в процессе может потребоваться параллельный нагрев.
Для полноценной вальцовки на производстве используется специальное оборудование. Суть вальцевания состоит в том, что листы пропускаются через специальные ролики. Эти ролики, они же вальцы, равномерно вращаются, придавая заготовке из металла нужную форму.
Именно вальцовочные станки, их тип и мощность определяют основные параметры обработки материалов. В частности, с какой скоростью будет происходить вальцовка, какие детали будут производиться.
Сфера применения вальцовки
Вальцевание — широко распространенный производственный процесс, так как при своем удобстве не расходует много энергии. Такую деформацию применяют в разных целях и для разных материалов. В частности, методом холодной штамповки работают с:
В условиях большого производства процесс осуществляют при помощи специального вальцовочного станка, тогда как ремонтные мастерские для своих потребностей часто используют самодельные приспособления.

При помощи вальцевания с металлом можно проделать различные операции: уплотнить, сдавить или сплющить, придать деталям равномерную толщину. В результате изделия получает форму овала, цилиндра, конуса или другой фигуры. Свойства металлических деталей после такой холодной обработки только улучшаются, и это успешно используют при изготовлении:
Обзор типов вальцовки
Так как разные сферы применения вальцовки предполагают работу с различными видами материала и для различных целей, сам процесс также имеет множество типов.
В зависимости от направления подачи листа в процессе обработки, необходимого для получения детали нужной конфигурации, выделяют три типа вальцевания:

Для работы с различными по форме и структуре материалами используются разные типы оборудования. Они отличаются по типу конструкции, предназначению и техническим возможностям и включают три основных вида:
Инструменты и приспособления для вальцовки
Для ручного вальцевания не всегда используется специальное оборудование. Часто для ремонтных и бытовых потребностей достаточно клещей для завальцовки труб из меди. Развальцовку осуществляют при помощи инструмента с конусным элементом, который разжимает конец трубы до нужного диаметра. Несмотря на это специалисты называют вальцовкой только те процессы, для выполнения которых требуются конструкции с вальцами.
Количество и типы валков могут разниться в зависимости от типа оборудования. Для ручных установок используют чаще всего три вальца, так как увеличение количества приводит к ситуации, когда физической силы недостаточно для обработки металлов. В то же время оптимальное количество валков на электрическом станке — 3 или 4. Это определяет размер и мощность двигателя.
Для удобства выполнения некоторых операций валки могут иметь специфические технологические характеристики. В частности чтобы работать не только с листовым металлом, но и с проволокой и прутками на поверхности валков должны быть рабочие канавки.
Вальцовочный станок обычно состоит из:
Это главные узлы механизма, технологические параметры которых могут изменяться вместе с размером зазора между валками. Такое регулирование осуществляется вручную или автоматически. Для ручной регулировки достаточно гаечного ключа конкретного размера. Использование других приспособлений или инструментов для настройки оборудования процесс вальцовки не предполагает.
Особенности данной техники обработки металла
Процесс вальцовки включает в себя последовательное выполнение нескольких операций:
Главная особенность вальцовки в сопоставлении с другими формовочными процессами заключается в том, что металлическое изделие деформируется равномерно по всей поверхности. Поскольку воздействие на деталь не предполагает нагревания, то характеристики металла не изменяются после обработки. Сохранение структурной целостности критично важно при работе со сплавами из разнородных металлов.

Другие особенности процесса, которые необходимо учитывать при работе с различными материалами, включают:
Преимущества вальцевания делают его одной из востребованных операций с металлическими изделиями. На Череповецком заводе обработка металлических элементов при изготовлении металлоконструкций выполняется качественно и профессионально.
Основные способы завальцовки труб
Завальцовка — это процесс пластической деформации торцевой части трубы, который предпринимается с целью формирования неразъемной заглушки.

Завальцовка — это процесс пластической деформации торцевой части трубы (преимущественно небольшого диаметра), который предпринимается с целью формирования неразъемной заглушки. Операция часто необходима в быту при разнообразных ремонтных работах с трубками кондиционеров или бытовых холодильников. Используют завальцовку и в ремонтных мастерских.
Сущность операции
По сути завальцовка является завершающей частью обжима трубчатых заготовок, когда выполняется уменьшение диаметра детали. Однако, если при обжиме этим все и ограничивается, то результатом завальцовки является образование глухого торца, причем иногда и без изменения диаметра изделия.
С точки зрения пластического деформирования, завальцовка трубы — весьма непростая операция. Дело в том, что при этом на металл действуют усилия в двух противоположных направлениях — в продольном, когда выполняется первичный обжим поперечного сечения трубы, и в радиальном, когда сдвигаемая часть металла заготовки смещается не внутрь, а наружу, к противоположной стенке, и формирует глухой торец.
Такие, противоположные по знаку напряжения изгиба и среза, ограничиваются следующими факторами:
Исходя из этого, беспроблемная завальцовка возможна для достаточно тонкостенных труб из пластичных металлов — меди, низкоуглеродистой стали, алюминия. При этом для ликвидации нежелательного упрочнения металла при его деформировании завальцовываемый участок желательно подогреть. Пластичность металла в этот момент возрастает, а риск разрыва трубки в месте ее завальцовки снижается.
Еще одним технологическим приемом, позволяющим добиться качественного завальцовывания, считается изменение скорости деформирующего инструмента, при помощи которого выполняется данная операция.
В случае нагретой заготовке это должно происходить следующим образом. В начальный момент деформации, когда пластичность металла — наибольшая, скорость деформирования необходимо увеличить, обеспечивая изгиб сечения по естественному радиусу гиба. В конечный момент, при остывании заготовки, скорость снижают. При этом жертвуют нарастающим усилием операции, зато обеспечивают качественное соединение двух частей заготовки холодной пластической сваркой.
Разновидностью завальцовки является технологическая операция соединения двух трубок, когда внешнюю трубу равномерно обжимают по всему периметру зоны соединения. Подобную завальцовку труб выполняют обычно без гарантии последующей герметичности.
Ручная завальцовка труб

Как завальцевать трубку в домашних условиях, притом — быстро и качественно? Обжимная завальцовка механизированным способом возможна, если применить специальные клещи. Стоят они недешево, поэтому их можно изготовить и самостоятельно, используя в качестве заготовки изношенный трубный ключ по ГОСТ 18981 рычажного типа. Для этого губку подвижного рычага снимают, а вместо нее приваривают вставку под съемное полукольцо (для повышения универсальности можно изготовить несколько таких полуколец под наиболее употребительные диаметры трубок). Такое полукольцо должно быть установлено и на подвижном рычаге. При изготовлении таких клещей необходимо соблюсти максимальную соосность обоих полуколец, иначе качественной завальцовки не произойдет, более того, можно испортить обе соединяемых трубки.
В зависимости от предельного диаметра соединяемым таким образом труб, можно использовать:
Завальцовку труб большего диаметра выполнить таким способом не удастся. Разве что применить рычажный удлинитель, который увеличит момент, развиваемый клещами. Метод непригоден, если требуется завальцевать трубку с образованием дна на торце.
Механическая завальцовка труб
Завальцовка на токарном станке обеспечивает полную герметизацию дна трубки. Вследствие этого завальцованное изделие может применяться в трубопроводах, предназначенных для прокачки практически любых жидких и газообразных сред.



