Особенности литья латуни
Человечеству известно множество металлов и сплавов на их основе. Одним из известнейших является латунь. Это соединение на основе меди, к которой добавляются сторонние цветные металлы. Из этого материала изготавливаются различные детали, элементы для электрооборудования. Литье латуни позволяет делать из неё заготовки различной формы, размера. Проводить его можно на предприятии или в домашних условиях.
 Литье латуни
Литье латуни
Характеристики и сферы применения латуни
Латунь — это сплав главными компонентами которой являются медь и цинк. Традиционное соединение представляет собой смесь 70% первого металла, 30% второго. Однако существуют материалы где содержание цинка достигает 50%.
Чтобы понимать, как правильно работать с этим соединением, нужно разобраться с его характеристиками:
Изделия из латуни могут представлять собой смесь из меди и цинка, или этих двух компонентов и дополнительных легирующих добавок. Сплав применяется в разных отраслях:
Латунь обладает хорошим показателем свариваемости. Кроме того, она имеет высокий показатель защиты от коррозии. Благодаря этих характеристикам, сплав используется, как защитное покрытие для других металлов при изготовлении металлоконструкций.
История технологии
Чтобы изготовить какой-либо предмет, нужно было знать технологию литья из латуни. Со временем метод развивался, совершенствовался. Сегодня материал можно изготавливать дома или на производстве. Для этого нужно точно проводить технологический процесс, следовать правилам, правильно выбирать инструменты, сырье.
 Изделие из латуни
Изделие из латуни
Тонкости технологии
Технология художественного литья латуни схожа с изготовлением изделий из бронзы. Она имеет некоторые тонкости, о которых следует поговорить до начала работы с материалами:
Нельзя забывать про то, что формы бывают многоразовые, одноразовые. Из первых заготовки извлекаются клещами. Вторые разбиваются молотом.
Что потребуется для литья?
Чтобы плавить латунь, нужно изначально подготовить оборудование, инструменты для проведения работ. К нему относятся:
Для того чтобы достать тигель из печи, используются полукруглые щипцы.
Подготовительные работы
Прежде чем начинать изготавливать отливку нужно подготовиться к проведению основных работ. Изначально нужно разработать эскиз будущего изделия, зарисовать его на бумаге. По готовому чертежу сделать форму для заливания расплавленного сплава. Она изготавливается из глины и кварцевого песка. Существуют многоразовые, одноразовые формы. Первые изготавливать труднее, но они могут применятся при серийном изготовлении изделий из металлических сплавов.
После изготовления детали из латуни потребуется дополнительная обработка для устранения дефектов, возникающих при литье. Для этого поверхности отливки подвергается химической обработке. С помощью активнодействующих растворов с поверхности заготовок удаляются дефекты.
 Поверхность отливки
Поверхность отливки
Проведение работ
Чтобы расплавить латунь в домашних условиях, сделать качественную отливку, необходимо точно следовать технологическому процессу, не менять этапы местами. Проведение работ:
Если форма одноразовая, нужно разбить её молотком или разломать любым инструментом. Многоразовые конструкции разъединяются.
При литье нужно учитывать правила техники безопасности:
Соблюдая правила техники безопасности можно обезопасить себя от получения травм.
Литье латуни — технологический процесс, который можно повторить в домашних условиях. Для этого нужно подготовить оборудование, собрать самодельную печь, сделать формы, поэтапно выполнить плавку, отливку. Дать остыть расплавленному металлу и провести дополнительную обработку готового изделия.
Литьё латуни по выплавляемым моделям (филамент WAX)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Под одним из моих роликов подписчик посоветовал мне попробовать распечатать воск на фольгированном скотче. Хм, почему бы и нет? Я взял простую алюминиевую ленту. Если честно, результатом я не очень сильно доволен, потому что с одной стороны оторвало крупную деталь, например шестерёнку.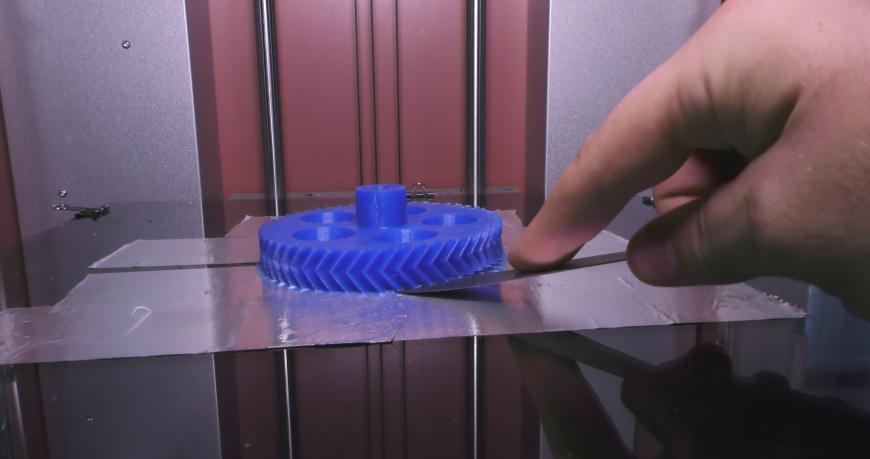
Также я распечатал несколько крепёжных уголков, которые нашёл на сайте Тингвивёрс и несколько литников.


За что я очень сильно обожаю материал WAX, у него прекрасно отходят поддержки, прям супер. В одном из следующих статей мы обязательно поговорим о возможности постобработки именно вакса.

Нужно сделать отверстия в опоке чтобы формовочная смесь успела высохнуть. После сверления Опока выглядит так:


На шестерёнку я сделал 3 литника, на уголки по одному литнику соответственно, они небольшие смысла делать литников больше не вижу! Но учтите что данные литники сделаны не по науке они ведут напрямую в деталь. Я сделаю отдельную статью по видам литья. Чтобы вы разбирались что да как. Какие есть плюсы какие есть минусы, и как добиться замечательного результата.
Теперь займёмся подготовкой формовочной смеси. У меня в подвале целая большая Закрывающаяся герметично бочка речного просеянного песка. Вообще, речной песок лучше не использовать, потому что у него округлые крупицы. Есть ещё кварцевый песок, его называют карьерным. Вот он идеально подходит для изготовления формовочной смеси. Некоторые говорят, что из речного песка получаются не такие прочные формы. На самом деле, если нормально смешать (добавить жидкое стекло), об этом я расскажу дальше, то форма довольно таки прочная получается, в принципе как камень. Далее в просеянный речной песок добавляется жидкое стекло. Пропорция 1:10 примерно, главное не переборщить, чтобы песок не стал слишком Мокрым. И перемешиваем его. После того, как вы замешали формовочную смесь, нужно ей дать немного постоять, недолго. Нужно чтобы она пропиталась равномерно, стала влажной. К сожалению нельзя определить конкретно, готова ли формовочная смесь, это дело опыта. Нужно 2,3,4,5,10 раз замешать формовочную смесь, дать ей постоять, и вы в принципе начнёте прекрасно понимать, что да, она готова. Я еще не знаю как объяснить фразу, «Она хорошо формуется»
В опоку закладываем немного формовочной смеси, потом кладём восковку и сверху начинаем заталкивать песок.


После того, как закинули формовочную смесь в опоки, кладём их сушиться. Я поставил сушиться на сутки на жаркое астраханское солнце.
а также я его использовал для переноса опок, очень удобная вещица на самом деле. А также в коробке лежала инструкция, очень рекомендую её не терять, потому что там есть размеры тигля который можно, а точнее надо будет купить когда старый прогорит. Я вообще рекомендую держать у себя хотя бы один запасной, потому что ехать он будет месяц примерно а то и больше, чтобы был запасной для работы.
Включаем плавильню и настраиваем её на 1150 градусов. Я не знал, что плавильня настолько медленно разогревается, на рабочую температуру она выходит минут наверное 40.
Ну что, сутки на солнце прошли. Зачищаем опоки от лишнего песка, который налип по краям, а также железной щёткой снимаем песок который плохо склеился сверху и снизу. Всё затвердело, формовочная смесь стала очень жёсткой, поэтому не боимся железной щёткой снять лишнее. Теперь нам нужно выплавить этот самый воск, который находится внутри опоки. Для этого мы в печь закладываем опоки с восковками, включаем обогреватель на максимум, где-то градусов до 200-300 и вытапливаем. Учтите, что вакс от Филаментарно более густой, то есть простой литьевой воск выливается как вода, причём очень легко, то вакс он довольно таки медленно вытекает, к сожалению.
Учтите, что вакс от Филаментарно более густой, то есть простой литьевой воск выливается как вода, причём очень легко, то вакс он довольно таки медленно вытекает, к сожалению. И опять же это тоже процесс очень небыстрый, вплоть до 40-50 минут. Я помню старый ролик Дани Крастера, где он выплавлял пластик PLA, я не представляю, сколько времени у него на это ушло, наверное можно и состариться так ненароком.
И опять же это тоже процесс очень небыстрый, вплоть до 40-50 минут. Я помню старый ролик Дани Крастера, где он выплавлял пластик PLA, я не представляю, сколько времени у него на это ушло, наверное можно и состариться так ненароком.
Закладываем опоки с вытапленным воском в горн. И разогреваем, практически до бела. Формоваяная смесь (если она замешана правильно) спокойно выдержит. Кстати, не забудьте обезопасить себя и надеть маску на лицо и краги, не перчатки а именно краги.  Многие из вас слабо представляют что такое 1100 градусов. 1100 градусов это так горячо, что на расстоянии полметра от тебя, у тебя жжёт руки в крагах для сварщика.
Многие из вас слабо представляют что такое 1100 градусов. 1100 градусов это так горячо, что на расстоянии полметра от тебя, у тебя жжёт руки в крагах для сварщика.
Заливаем жидкий металл в опоки.

Если нормально прокалить опоки то металл остаётся в жидком состоянии довольно долго
И вот деталь и отлилась.
Далее просто даём остыть, если не втерпёж то можно опустить и в воду. Главное убедитесь что опока достаточно остыла.
Отпиливаем литники: Они дальше пойдут в переплавку.
P.S. Оригинальный ролик если вам тоже нравятся взрывы и вот это вот всё:
Способы, плюсы и минусы самостоятельной добычи золота

Характеристики и сферы применения латуни
Латунь — это сплав главными компонентами которой являются медь и цинк. Традиционное соединение представляет собой смесь 70% первого металла, 30% второго. Однако существуют материалы где содержание цинка достигает 50%.
Чтобы понимать, как правильно работать с этим соединением, нужно разобраться с его характеристиками:
Изделия из латуни могут представлять собой смесь из меди и цинка, или этих двух компонентов и дополнительных легирующих добавок. Сплав применяется в разных отраслях:
Латунь обладает хорошим показателем свариваемости. Кроме того, она имеет высокий показатель защиты от коррозии. Благодаря этих характеристикам, сплав используется, как защитное покрытие для других металлов при изготовлении металлоконструкций.
История технологии
Чтобы изготовить какой-либо предмет, нужно было знать технологию литья из латуни. Со временем метод развивался, совершенствовался. Сегодня материал можно изготавливать дома или на производстве. Для этого нужно точно проводить технологический процесс, следовать правилам, правильно выбирать инструменты, сырье.
Изделие из латуни
Тонкости технологии
Технология художественного литья латуни схожа с изготовлением изделий из бронзы. Она имеет некоторые тонкости, о которых следует поговорить до начала работы с материалами:
Нельзя забывать про то, что формы бывают многоразовые, одноразовые. Из первых заготовки извлекаются клещами. Вторые разбиваются молотом.
Одноразовые опоки
Узнав, что такое опока и как она используется, проще вникнуть в тонкости процесса. Он уже не кажется таким уж сложным, скорее, интересным и простым. Современные технологии позволяют попробовать самостоятельно изготовить ювелирное украшение практически в домашних условиях. Китайский рынок предлагает широкий ассортимент одноразовых опок с уже готовыми формами. Все что нужно для работы с такой формой, — это необходимое количество драгоценного металла и возможность его расплавить. Ими пользуются как ювелиры, не имеющие собственного литейного цеха, так и свободные мастера, изготавливающие украшения на заказ.
Автор: Анастасия Разулите
Что потребуется для литья?
Чтобы плавить латунь, нужно изначально подготовить оборудование, инструменты для проведения работ. К нему относятся:
Для того чтобы достать тигель из печи, используются полукруглые щипцы.
Ювелирное литье в домашних условиях для новичков
Приветствую, Самоделкины!
Сегодня я покажу основы и расскажу о базовых знаниях, которые помогут вам отлить ваше первое изделие. Так же вы увидите процесс моделирования, литья, обработки, ковки кольца в размер и чернения латуни. И всё это в одной статье.
Мастер-самоделкин специально, по возможности, пользовался самыми доступными материалами и средствами, которые возможно и не совсем подходят, но тем не менее работают. Поэтому не спешите говорить, что для моделирования есть ювелирный воск, здесь не об этом. Чтобы сделать модель кольца, автор взял самый обыкновенный свечной парафин и расплавляя его горелкой, собрал в жестяную банку.
После расплавления он очень долго остается жидким, а в процессе отверждения пластичным. Затвердевая, парафин становится еще рыхлым и ломким. Это явно один из ужаснейших материалов для моделирования, но повторюсь это бюджетный, доступный вариант. Для модели кольца нам понадобится болт М20. Этот болт примерно подходит к размеру пальцев автора. Так как болт холодный, то парафин при соприкосновении с ним быстро твердеет и прилипает к нему. Это нам на руку, поэтому окунаем болт в расплавленный парафин, раз за разом наращивая севший слой.
Немного подождав пока парафин остынет, приступаем к моделированию. Для этого простым скальпелем или любым другим царапательно-резательным предметом, убираем лишний материал.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое — сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу. После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.
В этом положении нам нужно надежно удержать конструкцию, до момента остывания гвоздей. Надежность данного способа достаточна, чтобы кольцо не отвалилось до самого момента заливки формовочной смесью. Но автор все же не решился стучать пальцами по опоке после формовки, чтобы выявить возможные пузырьки воздуха из гипса. Поэтому пришлось лить гипс очень тоненькой струйкой, чтобы максимально избежать возможности брака. Отсутствие спешки избавит от этих пузырей.
И на самом деле, вышло неплохо. Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками. Теперь следует наиболее ответственный момент — момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.
Рулетка сатаны потому, что однажды автор неловко дернул стакан, и расплавленный металл разлился по всей мастерской. Так что имейте это в виду и не пренебрегайте техникой безопасности и средствами защиты. Освоить способ с картошкой, явно безопаснее. Ждем минутку-две и закидываем опоку в ведро с водой.
От этого масса разрушается и освобождает отливку. Ну что, отливка удалась, все пролилось как надо.
Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.
Но существует довольно простая технология для решения этой проблемы. Так как стенки кольца довольно толстые, то можно просто расточить его напильником. Или же сделать все более интересней. Для этого, берем тот самый болт м20. Как вы можете заметить, после отливки кольцо дало небольшую усадку. Оно с трудом садится на болт. Запихиваем сколько можем и берем в руки молоток.
Начинаем выстукивать по площади шинки кольца. Особо не усердствуйте, металл отлично поддается растягиванию таким способом.
Вот теперь кольцо отлично садится на палец.
По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.
После чернения, снова полируем кольцо, но уже финишными абразивами и любуемся результатом.
Благодарю за внимание. До новых встреч!
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Подготовительные работы
Прежде чем начинать изготавливать отливку нужно подготовиться к проведению основных работ. Изначально нужно разработать эскиз будущего изделия, зарисовать его на бумаге. По готовому чертежу сделать форму для заливания расплавленного сплава. Она изготавливается из глины и кварцевого песка. Существуют многоразовые, одноразовые формы. Первые изготавливать труднее, но они могут применятся при серийном изготовлении изделий из металлических сплавов.
После изготовления детали из латуни потребуется дополнительная обработка для устранения дефектов, возникающих при литье. Для этого поверхности отливки подвергается химической обработке. С помощью активнодействующих растворов с поверхности заготовок удаляются дефекты.
Поверхность отливки
Изготовление форм
В качестве огнеупорной основы формовочных смесей применяют кварцевый песок, пылевидный кварц, плавленый кварц, электрокорунд, циркон, дистен-силлиманит, шамот, магнезит, графит. Связующими материалами служат этилсиликат, жидкое стекло, гипс.
Приготовление огнеупорной суспензии и гипсовой массы.
Огнеупорные суспензии (этилсиликаты и жидкостекольные), как правило, готовят в специальных установках.
Приготовление этилсиликатной суспензии. Для приготовления этилсиликатной суспензии рекомендуется использовать установки. У которых частота вращения крыльчатки составляет до 2500 мин-1. На практике суспензию иногда готовят вручную, если к качеству поверхности отливки не предъявляется высоких требований.
Этилсиликатную суспензию готовят двумя способами — раздельным и совмещенным.
При раздельном способе предварительно готовят гидролизрованный этилсиликат, затем в него вводят огнеупорную составляющую при постоянном перемешивании. Суспензию выдерживают в течении получаса до полного удаления из нее пузырьков замешанного воздуха.
При использовании совмещенного метода в этилсиликат сначала вводят, непрерывно перемешивая, растворитель ( гидролизный спирт, ацетон или изопропиловый спирт). Затем всыпают часть (0,7-0,8 от общего количества) огнеупорного материала и перемешивают в течении 10-15 мин. Далее вливают воду, подкисленную соляной или азотной кислотой, продолжая перемешивать в течении 30-40 мин. Наконец, добавляют оставшуюся часть огнеупорного материала и специальные добавки (глицерин, борную кислоту и др.), перемешивают еще в течении 10-15 мин.
Приготовление жидкостекольной суспензии. Для приготовления жидкостекольной суспензии в жидкое стекло добавляют сначала огнеупорную глину (глинозем или шамот, а затем пылевидный кварц. Огнеупорные составляющие вводят при непрерывном перемешивании в течении часа. Для улучшения технологических свойств в суспензию иногда добавляют 4% веретенного масла. Готовую суспензию выдерживают в течении 5-8 мин до удаления пузырьков воздуха.
Приготовление гипсовой массы. Жидкую гипсовую массу для форм, в которые заливают алюминиевые и магниевые сплавы готовят обычно в смесителях пропеллерного типа. В воду предварительно вводят замедлитель схватывания (0,15-0,30% от массы сухой смеси).
Если форма предназначена для литья магниевых сплавов, добавляют также 1% борной кислоты для предотвращения загорания магния при заливке. Кислота, кроме того, замедляет схватывание гипса.
Составы некоторых огнеупорных покрытий приведены
в таблице 3
Таблица 3. Составы огнеупорных покрытий



