2.2.2. Присоединительные штуцеры
Присоединения манометрических приборов к технологическим линиям реализуется различными резьбовыми способами, наиболее распространенными, и безрезьбовыми, которые рассматриваются ниже.
Резьбовые соединения манометрических приборов – присоединительные штуцеры по виду уплотнения можно подразделить на сосковые, безсосковые, уплотнения по конусу.
Сосок (торцевой выступ) у присоединительного штуцера предназначен для предотвращения перекрытия уплотнительной прокладкой подводящего к прибору канала измеряемой среды. Такое перекрытие может иметь место при смещении уплотнительной прокладки в гнезде ее монтажа, дефектности изготовления как непосредственно прокладки, так и ее гнезда, недостаточного профессионального уровня монтажника.
При использовании в монтажном уплотнении манометрического прибора прокладок из материалов с определенной твердостью, например, из металлов, с размерами, не допускающими возможность их смещения в посадочных гнездах, и этим исключающим перекрытие канала измеряемой среды могут иметь место безсосковые виды присоединительных штуцеров.
Уплотнение «конус по конусу», «сфера по конусу» применяются в манометрических приборах сверхвысоких давлений.
Резьбы у присоединительных штуцеров манометрических приборов подразделяются на метрические и трубные, которые, в свою очередь, разделяются на цилиндрические и конусные.
Метрические цилиндрические резьбы /2-9/ были и во многом остаются стандартом присоединения манометрических приборов в отечественной промышленности. Маркируются буквой М.
Трубные конические резьбы /2-11/, обладающие также высокой механической прочностью, не требуют применения уплотнительных прокладок. Присоединительные штуцеры с конусными резьбами из-за практичности получили широкое применение в Северной Америке, Англии.
Линейные размеры конических резьб Англии и Америки в применении к манометрическим приборам (до 1/2″) различаются в пределах десятых и сотых долей миллиметра. Некоторые специалисты по металлообработке эти резьбы принимают идентичными.
Размеры присоединительных штуцеров показывающих манометрических приборов строго нормированы и должны соответствовать в нашей стране ГОСТ2405-88/2-5/ и ТУ на приборы, в европейских странах соответственно европейским нормам EN 837/2-12,2-13/.
На рис. 2.20 приведены различные варианты изготовления при c оединительного штуцера c метрическими резьбами – от М10х1 до М20х1,5 (см.табл.2.1) по ГОСТ 2405-88/14/. При этом резьба М10х1 традиционно применяется на штуцерах манометров с диаметром корпуса 40мм, М12х1,5 – на манометрах 50 и 63 мм, манометры 100, 160 и 250 мм в большинстве изготавливаются с М20х1,5. Резьбы М16 используются как специальные в преобладающем большинстве для высоких давлений.
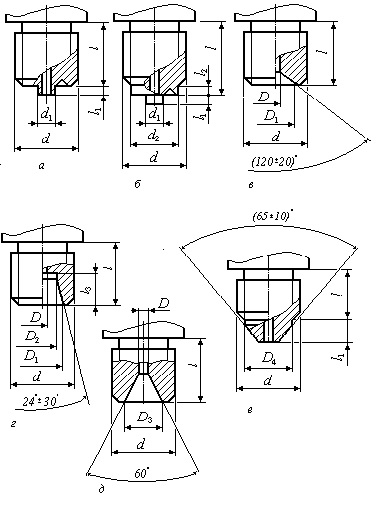
Рис. 2.20. Варианты изготовления присоединительного штуцера по ГОСТ 2405-88/2-5/:

Наиболее широкое распространение получил сосковый присоединительный держатель (рис.2.20а). Наиболее прост в изготовлении, удовлетворяет основным требованиям монтажа. Проточка, изготавливаемая на торце штуцера, снижает требования к механическим усилиям по обеспечению герметичности уплотнения.
Сосковый держатель с дополнительной площадкой (рис.2.20б) предусматривает в ответной части строго лимитированное посадочное гнездо под уплотнительную прокладку, в которой исключается ее свободное перемещение.
Широкоугольный (рис.2.20в), остроугольный с площадкой (рис.2.20г), остроугольный (2.20д), конусный (2.20е) – виды присоединительного штуцера для уплотнения «конус по конусу» или «сфера по конусу» и изготавливаются у приборов, как правило, работающих при высоких и сверхвысоких (свыше 100 МПа) давлениях.
Европейские нормы EN 837-1 и EN 837-3/2-12,2-13/, по сравнению с немецким стандартом DIN 16 288, действовавшим до принятия этих норм, кроме цилиндрических допускают изготавливать штуцеры с коническими резьбами (табл.2.2). Класс допуска на изготовление трубных резьб также снижен, по сравнению с немецким стандартом, с категории А до В.
Штуцер радиальный – ТУ 36-1118-84 Штуцеры и нипели для установки приборов и средств автоматизации. Технические условия
Радиальное присоединение манометра | Статьи
Манометр радиальный технический ТМ имеет оптимальные характеристики, обеспечивающие снятие максимально точных показателей давления. Прибор очень прост и удобен в эксплуатации, при необходимости укомплектовывается защитным резиновым кожухом.
Условия применения прибора
Технический манометр используется для работы с баллонным оборудованием. С его помощью измеряют показатели избыточного и вакуумметрического давления в газах и парах, а также в неагрессивных средах и жидкостях, которым не доступен процесс катализа. Температура измеряемых сред не должна превышать 80 °C.
Устройство незаменимо при газопламенной обработке металлической поверхности. Только с помощью газового манометра можно определить давление газа в баллоне. Манометры радиального присоединения применяются в тех случаях, когда в системе необходимо поддерживать оптимальный показатель давления, поэтому ими оснащаются газовые редукторы и регуляторы баллонного оборудования.
Технические характеристики радиального манометра
Корпус прибора изготавливается из стали. Манометры для газовых баллонов, созданные для измерения высокого давлений, оснащены медной трубкой, являющейся чувствительным элементом и обладающей минимальным поперечным сечением. Также трубка имеет много витков, по которым она перемещается во время подачи давления на редуктор. Трубка Бурдона напрямую связана с измерительной стрелкой и, помимо преобразовательных функций, наделена функцией демпфера, что делает ее основным элементом манометра.
Устройства, используемые в сварочном оборудовании, имеют диаметр 4 см, 5 см, 6,3 см. Метка красного цвета на корпусе является показателем максимально разрешенного давления. Газовые манометры обладают следующими показателями:
Внимание: категорически запрещено нагружать устройство давлением, которое превышает его предельно допустимый уровень.
Особенности установки приборов
Технический манометр служит для снижения давления газа до определенного уровня. Также с помощью устройства поддерживается рабочее давление в баллоне. Цвет манометра указывает на то, для работы с какими газами он подходит. Например:
Пружинный газовый манометр монтируется на кислородный или ацетиленовый редуктор с помощью гаечного ключа. В качестве уплотнителя используются специальные прокладки из кожи или фибры.
Манометры на ацетилен изготавливаются без медных сплавов, так как при соединении меди и ацетилена может образоваться ацетиленовая медь, являющаяся взрывоопасным веществом.
Манометры для кислородных баллонов http://nvph.ru/kislorodnie_ballony необходимо обезжирить. Загрязненный штуцер может стать причиной появления пламени, а в некоторых случаях, взрыва.
Поделиться статьей в соц. сетях
Другие полезные публикации:
Осевое присоединение
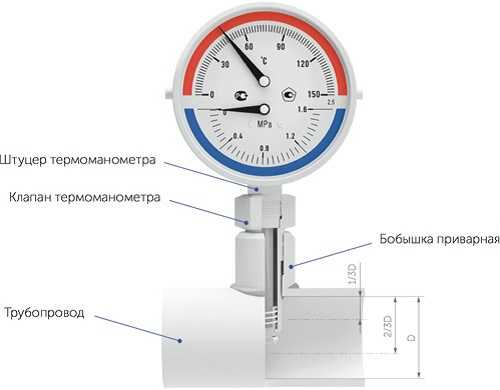
Термоманометр осевой предназначен для одновременного измерения температуры и избыточного давления неагрессивных к медным сплавам сред.
Область применения: системы отопления, водоснабжение, бойлеры, паровые котлы и т.д.
Термоманометр — комбинированный прибор, для измерения давления и температуры.
Для визуального контроля основных параметров теплоносителя (давления и температуры) как правило, применяют манометр и термометр. Попытка объединить эти два прибора привела к созданию комбинированного прибора, получившего название «термоманометр».
Конструктивно термоманометр ТМТБ объединяет деформационный манометр и биметаллический термометр. Термоманометры имеют циферблат с двумя шкалами и две указательных стрелки. Одна шкала служит для отсчета давления, другая — температуры. Компания «РОСМА» выпускает термоманометры двух типоразмеров: диаметром корпуса 80 и 100 мм. По расположению штуцера термоманометры могут быть осевыми и радиальными. Длина погружной части также может варьироваться по заказу потребителя. Все термоманометры комплектуются защитным клапаном.
Рекомендации по монтажу
Конструкция
Диаметр корпуса
Класс точности
Диапазоны показаний температур
Диапазон показаний давлений
Рабочая температура
Корпус
Кольцо
Чувствительный элемент
Трибко-секторный механизм
Клапан
Циферблат
Стекло
Штуцер
Длина погружной части, мм
Присоединение
Резьба присоединения
Межповерочный интервал
Техническая документация
что это такое. Виды и типы штуцера.

Штуцер
Существует несколько значений слова Штуцер. Одно из них обозначает штуцер как деталь, имеющую минимум одну резьбу и служащую для подсоединения других изделий к различным резервуарам и трубопроводам. Форму второго конца определяет метод крепления к последующим элементам.
Различают следующие виды штуцера:
К соединительным относятся штуцеры под шланг (ГОСТ 22792-83), служащие для подсоединения различных отрезков труб разного диаметра
Имеется три главных типа соединения:
При использовании приварных соединений только одна сторона штуцера (ГОСТ 16045-70) делается с резьбой, куда навинчивается труба или вентиль, а другая сторона, оставшаяся без резьбы, приваривается к емкости или трубопроводу. Изготавливаются из легированной стали марки 12Х18Н9Т (Х18Н9Т).
Поворотный штуцер (гидрошарнир) применяется для производства соединения с возможностью вращения (ГОСТ 25681-83). Материал: сталь нержавеющая, алюминий.
Переходные штуцеры (ГОСТ 21856-78) предназначены для смены одного шаблона резьбы на другой.
Для резервуаров и аппаратов стальных сварных применяются 5 типов штуцеров:
Штуцер — прибор — Большая Энциклопедия Нефти и Газа, статья, страница 4
Штуцер — прибор
При монтаже дифманометров необходимо следить за тем, чтобы гайки соединителей и штуцеров были затянуты по резьбе до конца; в соответствии со схемой соединений были выполнены присоединения жил проводов и кабелей к коммутационным зажимам соединительных коробок и приборов, а также пневмотруб к переборочным соединителям и штуцерам приборов ; трубные и электрические проводки имели соответствующую маркировку и были надежно закреплены. [46]
Корпус приборов имеет штуцер для подвода давления. Штуцер прибора бывает радиальным или осевым. Радиальный штуцер врезается в обечайку манометра снизу, а осевой — в заднюю стенку прибора. [48]
Корпус приборов имеет штуцер для подвода давления. Штуцер прибора бывает радиальным или осевым. [50]
Сухие газометры, бомбы и резиновые баллоны представляют собой сосуды на различное давление с двумя штуцерами с герметичными кранами. Один штуцер прибора подсоединяют к источнику газа, находящемуся под давлением. Через оба открытых крана производят продувку прибора, затем закрывают выходной кран и набирают в. Приборы часто снабжаются манометрами. Зная объем газометра и параметры отбираемого rasia подсчитывают его объем. [51]
Трубы К приборам присоединяют следующим образом. Go штуцера прибора снимают накидную гайку, вынимают пластмассовую заглушку, гайку одевают на трубу, конец которой после этого разбортовывают ( медь — специальной разбортовкой, полиэтилен-после подогрева конца трубы разбортовывается на штуцере прибора) и присоединяют к штуцеру прибора, после чего уплотняют накидной гайкой, наворачиваемой на резьбовую часть штуцера гарибора. Соединительные линии к приборам могут выполняться медными или пластмассовыми ( полиэтиленовыми) трубами соответственно 8 X 1 и 8 X 1 6 мм. Прокладка, крепление, соединение и испытание трубопроводов после монтажа изложены в разд. [53]
Трубы к приборам присоединяют следующим образом. Со штуцера прибора снимают накидную гайку, вынимают пластмассовую заглушку. [54]
Трубы к приборам присоединяют следующим образом. Со штуцера прибора снимают накидную гайку, вынимают пластмассовую заглушку, гайку надевают на трубу, конец которой после этого разбортовывают ( медь — специальной разбортовкой, полиэтилен после подогрева конца трубы разбортовывается на штуцере прибора) и присоединяют к штуцеру прибора, после чего уплотняют накидной гайкой, навинчиваемой на резьбовую часть штуцера прибора. Соединительные линии к приборам могут выполняться медными или пластмассовыми ( полиэтиленовыми) трубами соответственно 8×1 и 6 х 1 мм. [56]
Подводящая линия присоединяется к штуцеру при. К штуцеру прибора присоединяют трехходовой кран, служащий для включения прибора в работу, а также для продувки линий и подключения контрольного манометра при проверке прибора. [57]
На рис. 13.8 показан сильфонный манометр ( МС) с записью на дисковой диаграммной бумаге. Измеряемое давление через штуцер прибора передается через капилляр 2 в кожух 3 сильфона. При этом дно сильфона 1 перемещается вверх, и его движение через толкатель 4, коленчатый рычаг 5 и тягу 6 вызывает поворот рычага 7 с пером для записи показаний или стрелки, если прибор показывающий. [59]
В таких случаях устанавливают закладные конструкции с фланцевыми соединениями: в технологический трубопровод вваривают закладную оправку с фланцем, к которому через прокладку крепят бобышку с фланцем или сальник с фланцем. В первом случае штуцер прибора ввертывают в бобышку с уплотнением в виде прокладки, во втором — фиксируют сальниковым уплотнением и прокладкой. [60]
Страницы: 1 2 3 4 5
Присоединительные штуцеры: основные характеристики — НПО «ЮМАС»
Присоединения манометрических приборов к технологическим линиям реализуется различными резьбовыми способами, наиболее распространенными, и безрезьбовыми, которые рассматриваются ниже.
Резьбовые соединения манометрических приборов – присоединительные штуцеры по виду уплотнения можно подразделить на сосковые, безсосковые, уплотнения по конусу.
Сосок (торцевой выступ) у присоединительного штуцера предназначен для предотвращения перекрытия уплотнительной прокладкой подводящего к прибору канала измеряемой среды. Такое перекрытие может иметь место при смещении уплотнительной прокладки в гнезде ее монтажа, дефектности изготовления как непосредственно прокладки, так и ее гнезда, недостаточного профессионального уровня монтажника.
При использовании в монтажном уплотнении манометрического прибора прокладок из материалов с определенной твердостью, например, из металлов, с размерами, не допускающими возможность их смещения в посадочных гнездах, и этим исключающим перекрытие канала измеряемой среды могут иметь место безсосковые виды присоединительных штуцеров.
Уплотнение «конус по конусу», «сфера по конусу» применяются в манометрических приборах сверхвысоких давлений.
Резьбы у присоединительных штуцеров манометрических приборов подразделяются на метрические и трубные, которые, в свою очередь, разделяются на цилиндрические и конусные.
Метрические цилиндрические резьбы /2-9/ были и во многом остаются стандартом присоединения манометрических приборов в отечественной промышленности. Маркируются буквой М.
Трубные (дюймовые) резьбы /2-10/ отличаются более высокой механической прочностью и преобладают в приборах, используемых в Европе. В основном это резьбы цилиндрические. Маркируются как G.
Трубные конические резьбы /2-11/, обладающие также высокой механической прочностью, не требуют применения уплотнительных прокладок. Присоединительные штуцеры с конусными резьбами из-за практичности получили широкое применение в Северной Америке, Англии.
Трубные конические резьбы в Европе базируются на английском стандарте British Standart (BS 21) и маркируются как R — для наружного исполнения и Rc — для внутреннего.
Линейные размеры конических резьб Англии и Америки в применении к манометрическим приборам (до 1/2″) различаются в пределах десятых и сотых долей миллиметра. Некоторые специалисты по металлообработке эти резьбы принимают идентичными.
Американский стандарт на трубные конические резьбы следующий: ANSI/ASME B1.20.1. Резьбы такого типа обозначаются как NPT.
Размеры присоединительных штуцеров показывающих манометрических приборов строго нормированы и должны соответствовать в нашей стране ГОСТ2405-88/2-5/ и ТУ на приборы, в европейских странах соответственно европейским нормам EN 837/2-12,2-13/.
На рис. 2.20 приведены различные варианты изготовления приcоединительного штуцера c метрическими резьбами – от М10х1 до М20х1,5 (см.табл.2.1) по ГОСТ 2405-88/14/. При этом резьба М10х1 традиционно применяется на штуцерах манометров с диаметром корпуса 40мм, М12х1,5 – на манометрах 50 и 63 мм, манометры 100, 160 и 250 мм в большинстве изготавливаются с М20х1,5. Резьбы М16 используются как специальные в преобладающем большинстве для высоких давлений.

Рис. 2.20. Варианты изготовления присоединительного штуцера по ГОСТ 2405-88/2-5/:
а – сосковый; б – сосковый с дополнительной площадкой; в — широкоугольный; г – остроугольный с площадкой; д – остроугольный;

Наиболее широкое распространение получил сосковый присоединительный держатель (рис.2.20а). Наиболее прост в изготовлении, удовлетворяет основным требованиям монтажа. Проточка, изготавливаемая на торце штуцера, снижает требования к механическим усилиям по обеспечению герметичности уплотнения.
Сосковый держатель с дополнительной площадкой (рис.2.20б) предусматривает в ответной части строго лимитированное посадочное гнездо под уплотнительную прокладку, в которой исключается ее свободное перемещение.
Широкоугольный (рис.2.20в), остроугольный с площадкой (рис.2.20г), остроугольный (2.20д), конусный (2.20е) – виды присоединительного штуцера для уплотнения «конус по конусу» или «сфера по конусу» и изготавливаются у приборов, как правило, работающих при высоких и сверхвысоких (свыше 100 МПа) давлениях.
Европейские нормы EN 837-1 и EN 837-3/2-12,2-13/, по сравнению с немецким стандартом DIN 16 288, действовавшим до принятия этих норм, кроме цилиндрических допускают изготавливать штуцеры с коническими резьбами (табл.2.2). Класс допуска на изготовление трубных резьб также снижен, по сравнению с немецким стандартом, с категории А до В.
ГОСТ 23997-80
Штуцера под манометры. Технические требования
Купить ГОСТ 23997-80 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
Распространяется на штуцера для соединения показывающих манометров, изготавливаемых по ГОСТ 8625-77 со стандартными соединениями трубопроводов, применяемыми в различных жидкостных и газовых средах, в том числе и в агрессивных, в диапозоне температур от 223 до 333 К (от минус 50 до плюс 60°C) и давлений до 100 МПа (1000 кгс/см2) в зависимости от материала труб и их арматуры, а также видов соединений.
Отменен. Действует ОСТ 2 Г93-20-87 (ИУС 9-1990)
Оглавление
Приложение (рекомендуемое) Примеры соединения манометров с трубопроводами
| Дата введения | 01.01.1981 |
|---|---|
| Добавлен в базу | 21.05.2015 |
| Завершение срока действия | 01.01.1991 |
| Актуализация | 01.02.2020 |
Организации:
Fittings for connections of manometers. Technical requirement
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ШТУЦЕРА ПОД МАНОМЕТРЫ
КОНСТРУКЦИЯ И РАЗМЕРЫ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ГОСТ 23988-80-ГОСТ 23997-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ М в CKII
УДК 621.643 4.065:531.787:006.354 Группа Г18
[ОСУ Д АРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШТУЦЕРА ПОД МАНОМЕТРЫ
Fittings for connections of manometers. Technical requirement
Постановлением Государственного комитета СССР по стандартам от 18 февраля 1980 г. № 786 срок действия установлен
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на штуцера для соединения показывающих манометров, изготовляемых по ГОСТ 8625—77 со стандартными соединениями трубопроводов, применяемыми в различных жидкостных и газовых средах, в том числе и в агрессивных, в диапазоне температур от 223 до 333 К (от минус 50 до плюс 60°С) и давлений до 100 МПа (1000 кгс/см 2 ) в зависимости от материала труб и их арматуры, а также видов соединений.
2. Штуцера под манометры должны быть изготовлены в соответствии с требованиями настоящего стандарта и ГОСТ 23988-80—ГОСТ 23996-80 по технической документации, утвержденной в установленном порядке.
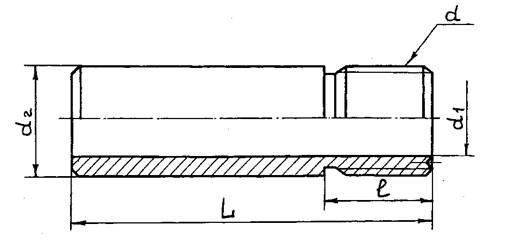
3. Штуцера под манометры должны изготавливаться двух исполнений:
удлиненное — скреплением на перегородке;
укороченное — без крепления.
4. Штуцера под манометры должны быть изготовлены из следующих материалов:
калиброванная шестигранная сталь, термически обработанная, марки 45 по ГОСТ 1050-74, 5-го класса точности по ГОСТ 8560-78, твердостью НВ 240. 270;
калиброванная шестигранная сталь марки 12Х18Н10Т по ГОСТ 5949-75. Качество поверхности калиброванной стали — группа Б или В по ГОСТ 1051-73.
Допускается применять другие материалы, обладающие твер-
Издаиие официальное Перепечатка воспрещена
достью и устойчивостью в рабочих средах не ниже перечисленных.
5. Неуказанные предельные отклонения размеров должны соответствовать:
диаметров —по hi2 и Н12 до нанесения покрытий; диаметров зарезьбовых канавок — по Н14;
линейных размеров, фасок и размеров под контровочное от-IT16
Неуказанные предельные отклонения угловых размеров—по 10-й степени точности по ГОСТ 8908-58.
По согласованию с потребителем допускается изготовлять штуцера без контровочных отверстий.
6. Радиальное биение уплотнительных поверхностей трубопроводных соединений относительно средних диаметров соответствующих резьб, а также диаметра D\ относительно d <не должно быть более 0,1 мм. Отклонение от перпендикулярности торца под прокладку относительно среднего диаметра соответствующей резьбы— не более 0,05 мм.
Плотность прилегания конусных поверхностей штуцеров следует контролировать с помощью специальных калибров по отпечатку краски, который должен быть кольцевым, без разрывов.
7. Смещение оси штуцера манометра относительно шестигранника не должно быть более половины допуска на размер «под ключ».
8. Метрическую резьбу штуцеров следует выполнять с полями допуска для наружной резьбы из углеродистой стали — бе, для нержавеющей стали — 6g, для внутренней резьбы — 6Н по ГОСТ 16093—70. Коническую резьбу следует выполнять по ГОСТ 6111—52, коническую трубную—по ГОСТ 6211-69, цилиндрическую трубную —по ГОСТ 6357-73.
9. Размеры проточек узкие, недорезы, сбеги и фаски резьбы, не
установленные ГОСТ 23988-80, ГОСТ 23989—80, ГОСТ
10. Параметры шероховатости поверхности резьбы должны быть Rг 20 мкм для уплотнительных поверхностей торцев гнезда под манометр, а трубчатых соединений штуцеров — Ra 1,25 мкм. Не допускаются на уплотняемых поверхностях радиальные риски и дефекты материала.
При изготовлении накатной резьбы допускается занижать диаметр на выходе резьбы и выполнять заходные фаски с углом 30° вместо 45°. Резьба должна быть чистой, без заусенцев и сорванных ниток.
И. Штуцера под манометры и детали соединений не должны иметь забоин, заусенцев, трещин, расслоений и следов коррозии.
12. Штуцера под манометры должны иметь антикоррозионные покрытия:
из нержавеющих сталей — Хим.Пас;
из углеродистых сталей — Ц9.Хим.Окс.Фос.гфж. или Кд9.Хим. Окс.Фос.гфж.
Допускается при изготовлении штуцера заменять цинковое покрытие кадмиевым.
В условном обозначении штуцера из углеродистых сталей вводят соответственно буквы Ц или Кд.
13. Вид покрытия и его толщину следует выбирать в зависимости от группы условий эксплуатации по ГОСТ 14623-69 и ГОСТ 9.073-77.
14. Прокладки для торцевых уплотнений штуцеров с манометрами, в зависимости от свойств и параметров среды, следует изготовлять из материалов:
медь марок М2 и М3 по ГОСТ 859-78;
алюминий марок А, АО, АД0, АД00 по ГОСТ 21631-76.
Медные прокладки перед сборкой следует отжечь.
15. Уплотнительные поверхности прокладок (торцы) не должны иметь радиальных рисок, вздутий и других дефектов материала.
16. Штуцера под манометры должны иметь клеймо ОТК, маркировку условного прохода, а также маркировку на бирке, содержащую:
значения диаметров резьб присоединительных элементов;
обозначение марки материала;
Клеймо ОТК и маркировку условного прохода следует выполнять ударным способом на шестиграннике штуцера до нанесения покрытия.
17. Твердость материала штуцера следует проверять по ГОСТ 9012—59.
18. При длительном хранении штуцера под манометры должны быть законсервированы по ГОСТ 9.014-78 на срок не менее двух лет, завернуты в промасленную бумагу по ГОСТ 8828-75 и уложены в ящики по ГОСТ 2991-76, выложенные изнутри влагонепроницаемым материалом.
19. Условия хранения и эксплуатации штуцеров под манометры— по ГОСТ 15150-69, категория размещения 2, группа Ж1.
Транспортирование — транспортом всех видов.
20. Примеры соединения манометров по ГОСТ 8625-77 с трубопроводами систем следует выполнять в соответствии с рекомендуемым приложением.
ПРИЛОЖЕНИЕ
Рекомендуемое
ПРИМЕРЫ СОЕДИНЕНИЯ МАНОМЕТРОВ С ТРУБОПРОВОДАМИ
Соединение манометра с трубопроводом по наружному конусу и креплением на перегородке
Соединение манометра с трубопроводом по наружному конусу без крепления
/—манометр по ГОСТ 8625-77; 2—прокладка по ГОСТ 23990-80; 3— переходной штуцер по ГОСТ 23992-80: 4—перегородка; 5-гайка по ГОСТ 13958-74; 5-накид-ная гайка по ГОСТ 13957-74: 7-ниппель по ГОСТ 13956-74
Соединение манометра с трубопроводом по внутреннему конусу и с креплением на перегородке
Соединение манометра со штуцерно-торцевым трубопроводом с креплением на перегородке
/—манометр по ГОСТ 8625-77; 2—прокладка по ГОСТ 23990-80: 3— переходной штуцер по ГОСТ 23993-80: 4— перегородка; 5—гайка по ГОСТ 13958-74; о—накидная гайка по ГОСТ 16046-70; 7—ниппель по ГОСТ 16042-70
/—манометр по ГОСТ 8625-77; 2—прокладка по ГОСТ 23990-80; J—переходной штуцер по ГОСТ 23994-80; 4— перегородка; 5—гайка по ГОСТ 13958-74; 5-на-
кидная гайка по ГОСТ 5890-78: 7—прокладка по ГОСТ 5890-78; 8—ниппель по ГОСТ 5890-78
Соединение манометра с трубопроводом с врезающимся кольцом и креплением на перегородке
Соединение манометра с трубопроводом с шаровым ниппелем и с креплением на перегородке
/—манометр по ГОСТ 8625-77: 2— прокладка по ГОСТ 23990-80; 3— переходной штуцер по ГОСТ 23995-80: 4— перегородка; 5—гайка по ГОСТ 15803-76; б—накидная гайка по ГОСТ 23353-78: 7—кольцо
/—манометр по ГОСТ 8625-77: 2—про* кладка по ГОСТ 23990-80: 3— переходной штуцер по ГОСТ 23995-80: 4— перегородка: 5-гайка по ГОСТ 15803-76; «-накидная гайка по ГОСТ 23353-78: 7-ниппель по ГОСТ 23355-78
Соединение манометра с ниппельным наружным соединением трубопроводов и креплением на перегородке
Соединение манометра со штуцерами с конической ввертной резьбой
/—манометр по ГОСТ 8625-77; 2—прокладка по ГОСТ 23990— 80; 3—переходной штуцер по ГОСТ 23991-80
Соединение манометров с фланцевым соединением трубопроводов с линзовым уплотнением н креплением на перегородке
I маномегр во ГОСТ ШЬ- 77; >-прокладка по ГОСТ 25900—40. J яереХОДПоД штуцер по |



