Нагревательные элементы

На фото: электрический нагреватель с открытой спиралью. При нагревании спираль начинает светиться красным.
Производство тепла из электричества

На фото: крупный план скрученной вольфрамовой нити в лампе накаливания, которая излучает свет, выделяя большое количество тепла. Количество света, излучаемого нитью накала, напрямую зависит от ее длины: чем длиннее нить, тем больше света она излучает. Вот почему он скручен: катушка помещает больше длины (и света) в то же пространство.
Что такое нагревательный элемент?
Типичный нагревательный элемент обычно представляет собой катушку, ленту (прямую или гофрированную) или полоску проволоки, которая излучает тепло, как нить накала лампы. Когда через него протекает электрический ток, он накаляется докрасна и преобразует проходящую через него электрическую энергию в тепло, которое излучается во всех направлениях.
Нагревательные элементы обычно изготавливаются на основе никеля или железа. Сплавы на основе никеля обычно представляют собой нихром, сплав, состоящий примерно из 80 процентов никеля и 20 процентов хрома (доступны другие составы нихрома, но смесь 80–20 является наиболее предпочтительной). Нихром является наиболее популярным материалом для нагревательных элементов по разным причинам:
он имеет высокую температуру плавления (около 1400 ° C),
не окисляется (даже при высоких температурах),
не слишком расширяется при нагревании,
имеет разумное (не слишком низкое, не слишком высокое и достаточно постоянное) сопротивление (оно увеличивается только примерно на 10 процентов между комнатной температурой и максимальной рабочей температурой).
Сплав на основе железа называется фехраль. Это железо-хромо-алюминиевый сплав с незначительным включением никеля (примерно 0,6%). Он также часто используется в нагревательных элементах, потому как имеет ряд преимуществ перед нихромом:
Низкая стоимость (в несколько раз ниже, чем у нихрома)
Высокая температура плавления (около 1500° C)
Однако у фехрали есть и недостатки:
Меньшая прочность, повышенная хрупкость
Меньший срок службы нагревателей из этого материала
Типы нагревательных элементов
Есть много разных видов нагревательных элементов. Иногда спирали из нихрома или фехрали используется как таковой; в других случаях спирали встроены в керамический материал, чтобы сделать его более прочным и долговечным (керамика отлично справляется с высокими температурами и не боится большого нагрева и охлаждения), или изолированы в миканите и помещены в металлический корпус (к примеру, кольцевые и плоские нагреватели для экструдеров).
Размер и форма нагревательного элемента в значительной степени определяется размерами прибора, внутри которого он должен помещаться, и площадью, на которой он должен производить тепло. Щипцы для завивки волос имеют короткие спиральные элементы, потому что они должны выделять тепло через тонкую трубку, вокруг которой можно обернуть волосы. Электрические радиаторы имеют длинные стержневые элементы, потому что они должны рассеивать тепло через большую площадь комнаты. Электрические плиты имеют спиральные нагревательные элементы, подходящие по размеру для нагрева кастрюль и сковородок (часто элементы плиты покрыты металлическими, стеклянными или керамическими пластинами, чтобы их было легче чистить). Нагреватели нефтепродуктов для больших емкостей или цистерн представляют собой огромные металлические трубы с керамическими нагревательными элементами, потому что они должны производить мягкий нагрев на большой площади соприкосновения с легко воспламеняемыми жидкостями.
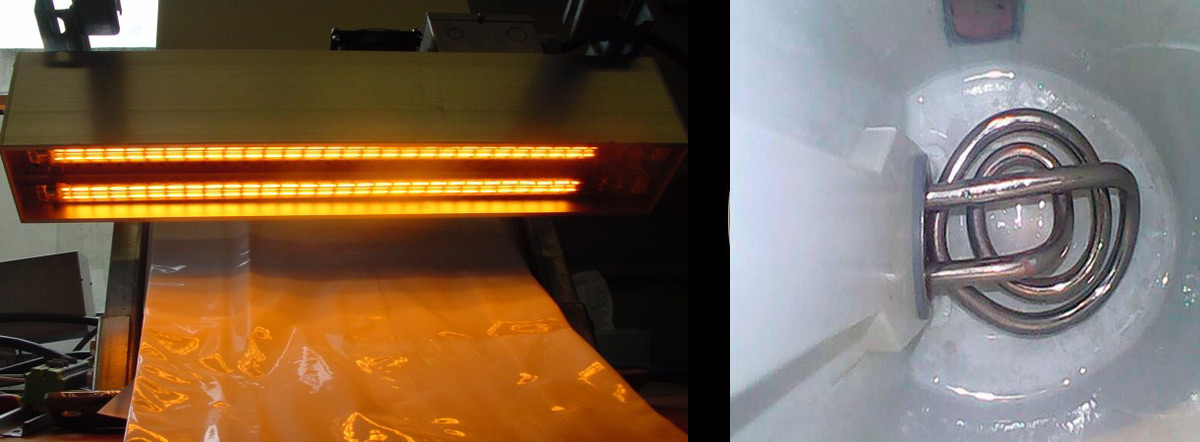
На фото: два вида нагревательных элементов. 1) Светящиеся нихромовые ленты внутри инфракрасного кварцевого нагревателя для сушки. 2) Вы можете четко видеть спиральный электрический ТЭН внизу чайника. Он никогда не накаляется докрасна так же, как провода ик обогревателя, потому что обычно он недостаточно нагревается. Однако, если вы достаточно глупы, чтобы включить чайник без воды внутри (как я однажды случайно сделал), вы обнаружите, что элемент чайника вполне может раскалиться докрасна. Этот опасный и катастрофический эпизод навсегда повредил мой чайник и мог поджечь мою кухню.
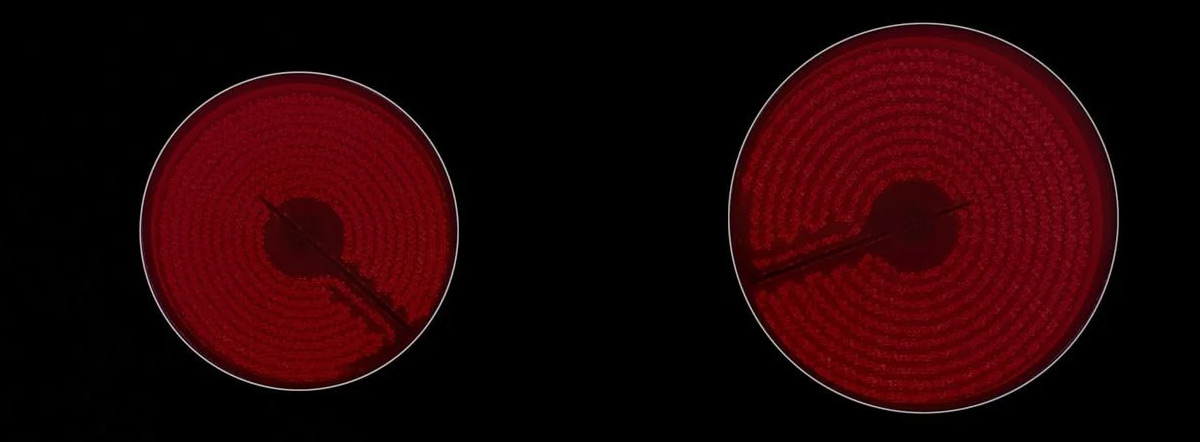
В некоторых приборах нагревательные элементы хорошо видны: в электрическом тостере легко заметить ленты из нихрома, встроенные в стенки тостера, потому что они раскалены докрасна. Электрические радиаторы выделяют тепло с помощью светящихся красных полос (по сути, просто спиральные, проволочные нагревательные элементы, которые выделяют тепло за счет излучения), в то время как электрические конвекторные нагреватели обычно имеют концентрические круглые нагревательные элементы, расположенные перед электрическими вентиляторами (поэтому они быстрее переносят тепло за счет конвекции).
У некоторых приборов есть видимые элементы, которые работают при более низких температурах и не светятся; электрические чайники, которым никогда не нужно работать выше точки кипения воды (100 ° C), являются хорошим примером. В других приборах нагревательные элементы полностью скрыты, как правило, из соображений безопасности. Электрический душ и щипцы для завивки волос имеют скрытые элементы, поэтому (надеюсь) нет риска поражения электрическим током.
Проектирование нагревательных элементов
Все это делает нагревательные элементы очень простыми и понятными, но на самом деле существует множество различных факторов, которые инженеры-электрики должны учитывать при их проектировании. В своей превосходной книге по этому вопросу Тор Хегбом перечисляет примерно 20–30 различных факторов, которые влияют на работу типичного нагревательного элемента, включая такие очевидные вещи, как напряжение и ток, длина и диаметр элемента, тип материала и рабочая температура. Есть также определенные факторы, которые необходимо учитывать для каждого типа элемента. Например, для витого элемента из круглой проволоки диаметр проволоки и форма витков (диаметр, длина, шаг, растяжение и т. д.) являются одними из факторов, которые критически влияют на производительность. С элементом ленты толщина и ширина ленты.
Если вы разрабатываете что-то вроде электрического камина с несколькими близко расположенными нагревательными элементами, что произойдет, когда они будут использоваться по отдельности или в комбинации? Если вы разрабатываете нагревательный элемент, через который проходит воздух (например, конвекторный обогреватель или фен), сможете ли вы создать достаточный поток воздуха, чтобы остановить его перегрев и значительно увеличить срок его службы? Все эти факторы должны быть сбалансированы, чтобы сделать продукт эффективным, экономичным, долговечным и безопасным.
Нужно ли нагревательному элементу высокое или низкое сопротивление?
Математически.
Несложно подсчитать, что сопротивление нити накаливания типичной лампы накаливания составляет несколько сотен Ом.
Нагреватели сопротивления?
Электрический нагрев сопротивлением в промышленных установках
1.1. Электрическое сопротивление и его физическая сущность
Согласно электронной теории у металлов, которые являются кристаллическими веществами, ядра атомов находятся в узлах кристаллических решеток, а пространство между ними заполнено электронами (электронный газ). Число свободных электронов в металле очень велико. Так, для меди оно составляет 10 29 м3.
В плазме наблюдаются оба вида проводимости, причем доля электронного и ионного токов зависит от давления, температуры и состава плазмы.
В нагревательных процессах используются оба вида проводников, причем их тепловая эффективность прямо пропорциональна электронной составляющей протекающего тока.
Электролизная ванна слабо разогревается протекающим по ней постоянным током большой силы, а электродный котел на переменном токе быстро нагревает до кипения слабоминерализованную воду.
1.2. Электрическое сопротивление металлических нагревательных элементов
Конструкции нагревательных элементов определяются как материалом, так и особенностями технологического процесса и конструкции установки. Применяемые для изготовления нагревательных элементов материалы должны обладать высоким удельным электрическим сопротивлением, малым температурным коэффициентом удельного сопротивления, неизменным электрическим сопротивлением нагревательного элемента в процессе длительного срока его службы. Для изготовления нагревателей с рабочей температурой до 1 500 К наиболее распространенными материалами являются нихромы (сплавы никеля и хрома), фехрали (железохромоалюминиевые сплавы), а также хромоникелевые жаропрочные сплавы.
Нагреватели из нихрома содержат 75-78 % никеля и около 25 % хрома. Увеличение содержания никеля в сплаве повышает его рабочую температуру. Добавка титана способствует увеличению механической прочности сплава. Хромоникелевые жаропрочные сплавы содержат 22-27 % хрома и 17-20 % никеля, их используют при изготовлении нагревательных элементов с рабочей температурой до 1 100 К.
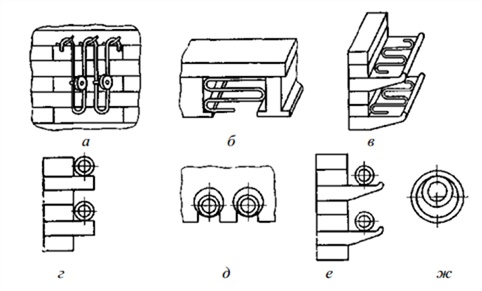
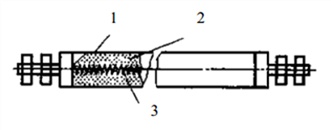
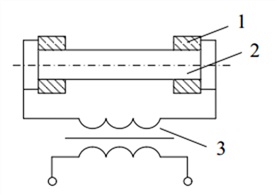
Нагреватели, изготовленные из нихромов и фехралей, могут быть открытыми или защищенными. В первом случае конструкция нагревателя должна быть довольно жесткой, поэтому его изготовляют из проволоки и ленты больших сечений. Открытые нагревательные элементы применяются в печах и бытовых нагревательных приборах, они могут быть проволочными зигзагообразными, проволочными спиральными и ленточными. Диаметр и шаг спирали, а также размеры зигзагов зависят от толщины проволоки и ленты, способа их крепления в нагревательной установке и позволяют в некоторых пределах регулировать температуру нагрева. В зависимости от конструкции нагревательного элемента выбирают способ его крепления на футеровке печи (рис. 1.1).
Нагреватели из дисилицида молибдена MoSi2 могут работать не только при высокой температуре (2 000 К), но и в окислительной среде.
Их изготавливают методом порошковой металлургии. В окислительной атмосфере при температуре выше 1 300 К на поверхности нагревательного элемента происходит образование защитной пленки из оксида кремния. Работа нагревателя при температуре 2 000 К и выше ведет к разрушению старого слоя из SiO2 и образованию нового. В результате уменьшается площадь поперечного сечения нагревателя и возрастает его сопротивление, поэтому эксплуатация таких нагревателей при температуре выше 1 900 К нежелательна.
Керамические электронагреватели используют свойства некоторых керамических материалов приобретать высокую электропроводность с повышением температуры. Таким материалом является, например, оксид циркония, содержащий 4 % оксида кальция или 6 % оксида иттрия. С помощью этих нагревателей можно достигать температур до 2 300 К.
Сверхвысокотемпературные установки (с рабочей температурой 2 300 К и выше) используют нагревательные элементы, изготовленные из тугоплавких металлов, графита и угля. Для изготовления нагревательных элементов из тугоплавких металлов применяют молибден, тантал, вольфрам в виде проволоки, ленты, стержней и листов. Такие нагревательные элементы работают лишь в атмосфере инертных газов: аргона, гелия, водорода, азота, а также в вакууме.
Электронагреватели из графита используются в установках с рабочей температурой 1 800-2 700 К, при этом их применение ограничено из-за интенсивного окисления на воздухе, начиная с температуры 800 К. Эти нагреватели изготавливают в виде стержней круглого или квадратного сечения, а также в виде труб длиной до 1 000-1 500 мм.
1.3. Электротермические установки электрообогрева
Электрокалорифер представляет собой электронагревательное устройство, состоящее из нагревательного элемента и вентилятора и предназначен для нагрева воздуха и различных газов в технологических процессах.
Электрокалориферы с вынужденной конвекцией, обеспечивающей интенсивный теплообмен, обладают в несколько раз меньшей поверхностью нагрева по сравнению с поверхностями электронагревательных устройств со свободноконвективным способом теплообмена. При невысоких температурах нагревательных элементов (500 К) в электрокалориферах применяется закрепленная на изоляторах открытая проволочная спираль [31].
В отопительных калориферах применяются как простые, так и оребренные трубчатые электронагреватели, имеющие большую поверхность нагрева. Такие калориферы предназначены для нагрева воздуха до 400 К в системах воздушного отопления, вентиляции, искусственного климата и в сушильных установках. Отопительный калорифер состоит из кожуха и трубчатых нагревательных элементов, температура выходящего воздуха поддерживается автоматически.
В различных отраслях промышленности и сельском хозяйстве широко используются радиационные нагреватели. Они передают тепловую энергию в окружающее пространство излучением. Проникновение излучения в глубь нагреваемого тела зависит от длины излучаемой волны и прозрачности тела.
Электрические отопительные устройства.
Существуют следующие способы электроотопления: отопление электрокалориферами с подогревом воздуха; отопление с помощью панельных нагревателей; отопление с использованием низкотемпературного лучистого обогрева.
При отоплении помещений используют теплоаккумулирующие устройства, которые в ночное время подключают к электрической сети. Они работают на обогрев помещений и одновременно запасают теплоту в теплоаккумуляторе для использования ее в дневное время (рис. 1.3).
Мощность теплоаккумулирующей способности установки определяют площадью отапливаемого помещения и климатическими условиями местности. Иногда в качестве теплоаккумулирующего элемента служат электрокотлы большой емкости, обеспечивающие значительное накопление тепловой энергии. Работа систем с теплоаккумуляторами положительно сказывается на работе электростанций, обеспечивающих электрической энергией данный район: при этом варианте электрообогрева повышается электрическая нагрузка станций в ночное время, что способствует выравниванию суточного графика нагрузки и более рациональному использованию мощности системы электроснабжения.
Иногда в качестве нагревающих поверхностей используют пол, потолок и стены помещения, в которые монтируются нагревательные элементы. Этот способ отопления, использующий низкотемпературный обогрев, позволяет уменьшить массу нагревательной установки, получить высокое распределение температуры в помещении, создать хорошие гигиенические условия и достичь выгодных экономических показателей. Такие отопительные системы бывают двух типов:
1) системы, в которых теплота выделяется в жестких или гибких встроенных нагревательных элементах, расположенных на относительно большой площади теплоизлучающей поверхности;
2) системы с нагревательными кабелями, вмонтированными в теплопроводящий строительный материал, который может перераспределять тепловой поток.
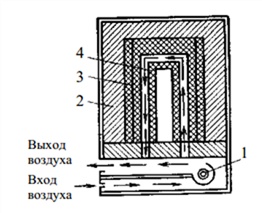
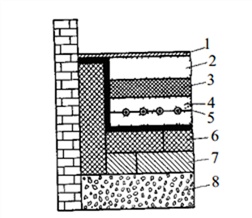
Рис. 1.4. Схема обогрева помещения: 1 — настил пола; 2, 4 — мастика; 3 — теплораспределяющий слой; 5 — плоский тепловыделяющий проводник; 6 — водозащитный слой; 7 — стекловолокнистая прокладка; 8 — бетон
График работы нагревательных установок регулируется в зависимости от температуры в помещении. Обогрев помещений может выполняться и путем укладки в пол специальных тепловыделяющих элементов, как показано на рис. 1.4.
Установки для прогрева бетона и грунта.
По способу размещения электродов различают: внутренние электроды, закладываемые в тело бетона; нашивные, прикрепляемые к поверхности опалубки или щитам со стороны, примыкающей к бетону; плавающие, укладываемые на открытую поверхность бетона. Рациональнее групповой способ размещения электродов, когда в каждую фазу питающей сети включают не один, а группу электродов, обеспечивая при этом более равномерный прогрев массы.
Когда возникает необходимость оттаивать грунт на всю глубину его промерзания, применяют вертикальные глубинные электроды. Их забивают в грунт сквозь толщу мерзлого слоя на 15-20 см в слой талого грунта. В начале прогрева электрический ток, проходящий в талом слое, нагревает его и оттаивает расположенную над ним часть мерзлого слоя.
Для оттаивания грунта применяют электроды диаметром 12-20 мм, после забивания в грунт их соединяют в три группы для подключения к трехфазной сети. Длина электродов должна превышать глубину промерзания грунта к моменту начала оттаивания на 0,2-0,3 м. Продолжительность нагрева зависит от толщины оттаиваемого слоя и влажности грунта.
В городском электроснабжении применяется электрический обогрев дорожных покрытий на перекрестках, пешеходных тротуаров, взлетно-посадочных полос в аэропортах с целью предотвращения образования гололедицы.
1.4. Электрические печи сопротивления
В настоящее время электрические печи сопротивления (ЭПС) применяются для технологических операций в различных отраслях народного хозяйства: машиностроении, металлургии, легкой и химической промышленности, строительстве, коммунальном и сельском хозяйстве. Перечень материалов, обрабатываемых в ЭПС, и видов технологических процессов, проводимых в ЭПС, необычайно широк, что привело к большому разнообразию конструкций ЭПС, выпуску их и массовым тиражом, и малыми сериями, и даже в штучных вариантах.
Технологические процессы, проводимые в ЭПС, осуществляют нагрев главным образом посредством электричества, и лишь в ряде случаев используется возможность нагрева в вакууме или защитных газах. Поэтому общие принципы построения печных установок можно свести к следующему.
По рабочим температурам ЭПС их классифицируют как низкотемпературные (900-1 000 К), среднетемпературные (1 000-1 600 К) и высокотемпературные (выше 1 600 К). Исходя из достигаемых рабочих температур ЭПС, применяются различные материалы для изготовления нагревательных элементов, огнеупорные и теплоизоляционные материалы.
Все названные ЭПС отличаются друг от друга способом и механизмом помещения нагреваемых тел в рабочее пространство печи. Размеры и мощности печей различны: они определяются необходимой производительностью, уровнем нагрева и теплофизическими характеристиками нагреваемого материала или изделий [29, 30, 32].
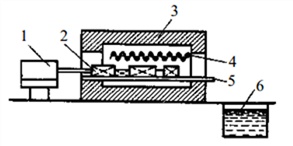
Электропечи сопротивления непрерывного действия (методические печи).
При отработанном технологическом процессе термообработки заготовок с целью увеличения производительности часто применяют непрерывно действующие печи. Согласно требованиям технологического процесса в таких печах кроме нагрева изделий до заданных температур можно производить их выдержку при этой температуре, а также их охлаждение. В этих случаях печи выполняют состоящими из нескольких зон, протяженность которых зависит от заданных условий проведения технологических операций.
Иногда печи непрерывного действия объединяют в один полностью механизированный и автоматизированный комплекс, состоящий из нескольких печей. Такая линия может включать в себя закалочную и отпускную печи с последующей заключительной обработкой. Печи непрерывного действия различаются механизмами перемещения нагреваемых изделий в рабочей зоне печи.
Лента конвейера размещается целиком в камере печи и не остывает, валы же конвейера находятся в очень тяжелых температурных условиях и требуют водяного охлаждения. По этой причине концы конвейера, как правило, выносят за пределы печи, из-за чего возрастают потери теплоты в связи с остыванием конвейера у разгрузочных и загрузочных окон. Нагревательные элементы в конвейерных печах чаще всего размещаются на своде или в поду (под верхней частью ленты конвейера), иногда на боковых стенках печи.
Конвейерные нагревательные печи, как правило, применяются для нагрева мелких деталей до температуры 1 000-1 200 К. При работе с высокими температурами (выше 1 400 К) применяются печи непрерывного действия с перемещением изделий проталкиванием вдоль рабочего пространства. Такие печи называют толкательными (рис. 1.6). Они применяются для нагрева как мелких, так и крупных деталей. На поду таких печей укладывают направляющие в виде труб, рельсов или роликового пода, изготовленных из жароупорного материала, и по ним в специальных поддонах перемещают нагреваемые изделия. Поддоны могут быть сварные или литые.
Загруженные поддоны перемещают электромеханическими или гидравлическими толкающими устройствами. Преимуществом таких печей перед другими типами методических печей является отсутствие необходимости применения сложных деталей из жароупорных материалов.
Недостатком этих печей является наличие поддонов, что ведет к увеличению тепловых потерь и к повышенному расходу электрической энергии, ограниченный срок службы поддонов из-за выгорания металла.
Печи толкательного типа, предназначенные для нагрева крупных заготовок правильной формы, выполняют без поддонов. Водородные толкательные печи предназначены для различных технологических процессов, требующих нагрева в водороде или диссоциированном аммиаке. Они широко применяются при производстве металлокерамических деталей и твердых сплавов, для обжига и спекания керамики, для отжига и пайки металлических изделий.
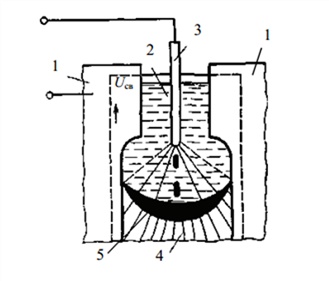
Электропечи сопротивления для плавки металлов.
В конструкциях печей этого типа производится выплавка цветных металлов и сплавов олова, свинца, цинка и различных сплавов, имеющих температуру плавления 600-800 К. Главным достоинством этих печей является простота конструкции, источников питания и технологического процесса, благодаря чему были созданы автоматизированные разливочные агрегаты с применением микропроцессоров и роботов-манипуляторов.
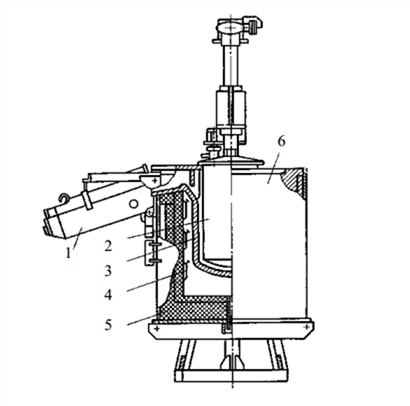
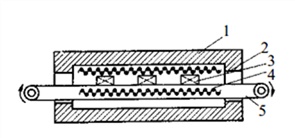
Рис. 1.7. Тигельная ЭПС: 1 — желоб; 2 — механический вытеснитель; 3 — тигель; 4 — нагреватель; 5 — футеровка; 6 — кожух
Представленная на рис. 1.7 тигельная ЭПС оборудована механическим дозатором и применяется в массовом производстве. Дозирование металла в промежуточный ковш робота-манипулятора или литейную форму производится с помощью механических, пневматических или электромагнитных устройств. В данной конструкции печи механический вытеснитель 2 размещен на каретке, движущейся вверх и вниз по направляющей колонке. В результате расплавления металла и доведения его температуры до необходимого уровня вытеснитель погружается в тигель и вытесняет порцию металла, которая по желобу 1 поступает в литейную машину.
Камерные печи по размерам больше тигельных печей, их применяют для переплавки алюминия в слитки.
Удельный расход электроэнергии в ЭПС ванного типа составляет 600—650 кВт • ч/кг, КПД — 60—65 %. Во всех типах ЭПС возможны два способа обогрева — внутренний и внешний. При внутреннем обогреве ТЭНы размещаются в расплавленном металле и обеспечивают рабочую температуру 800—850 К. При внешнем расположении открытые высокотемпературные нагреватели обеспечивают рабочую температуру печи 1 100—1 200 К.
Установки прямого (контактного) нагрева.
Данная установка прямого нагрева имеет следующие основные узлы:
1) силовой понижающий трансформатор с обмоткой, охлаждаемой водой, и несколькими ступенями напряжения 5-25 В, позволяющей осуществлять нагрев тел, имеющих разное сопротивление;
2) токопровод от обмотки низкого напряжения трансформатора до водоохлаждаемых зажимов;
3) водоохлаждаемые зажимы, обеспечивающие надежное крепление нагреваемого изделия;
4) привод контактной системы;
5) контрольно-измерительные приборы и блок автоматического регулирования процесса нагрева.
Печи прямого нагрева применяют также для графитизации угольных изделий, получения карборунда и других материалов. Графитировочные печи выполняют однофазными, прямоугольной формы с разъемными стенками. Технологический процесс в них идет при температуре 2 600-3 100 К в вакууме или нейтральной среде. Регулирование вторичного напряжения осуществляется в пределах 100-250 В, потребляемая мощность таких печей составляет 5-15 тыс. кВт • А.
1.5. Электрооборудование печей сопротивления
Современные электропечи сопротивления имеют мощность от долей киловатта до нескольких мегаватт. Печи мощностью более 20 кВт, как правило, выполняют трехфазными и подключают к сетям напряжением 220, 380, 660 В напрямую или через печные трансформаторы. Коэффициент полезного действия ЭПС близок к единице, распределение нагрузки по фазам в печах равномерное.
Электрическое оборудование в ЭПС подразделяется на силовое оборудование, аппаратуру управления, измерительную и пирометрическую аппаратуру.
Силовое оборудование включает: трансформаторы; понижающие и регулировочные автотрансформаторы; блоки питания, приводящие в действие механизмы электроприводов; силовую коммутационную и защитную аппаратуру (рубильники, контакторы, магнитные пускатели, выключатели и предохранители).
Основную массу печей изготавливают на напряжение питающей сети, поэтому они не нуждаются в трансформаторах и автотрансформаторах. Применение понижающих печных трансформаторов увеличивает рабочие токи, что повышает прочность и надежность трансформаторов.
Регулировочные трансформаторы и автотрансформаторы целесообразно применять, когда печь оснащается нагревателями, меняющими свое сопротивление в зависимости от температуры (вольфрамовые, графитовые, молибденовые), а также для питания соляных ванн и установок прямого нагрева.
Как правило, промышленные ЭПС работают в режиме автоматического регулирования температуры, т.е. поддерживается соответствие мощности печи требуемому температурному режиму, что ведет к снижению удельного расхода электроэнергии.
Мощность печи регулируется следующими тремя способами:
1) периодическое подключение и отключение печи к питающей сети (двухпозиционное регулирование);
2) переключение нагревателей печи со схемы «звезда» на схему «треугольник»;
3) переключение последовательного соединения на параллельное (трехпозиционное регулирование).
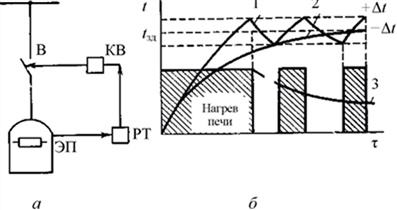
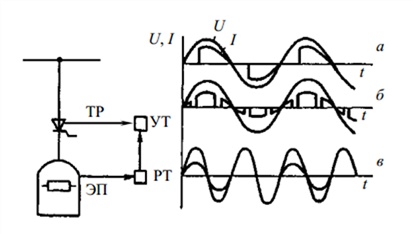
Двухпозиционное регулирование температуры в рабочем пространстве ЭПС предусматривает контроль термопарами, термометрами
сопротивления, фотоэлементами. Блок-схема включения печи и график изменения температуры и мощности при таком способе регулирования показаны на рис. 1.9.
Вследствие поглощения теплоты нагреваемым изделием и потерь в окружающую среду уровень температуры снижается, после чего регулятор температуры вновь дает команду на подключение печи к сети. Диапазон колебания температуры зависит от чувствительности регулятора температуры, инерционности печи и чувствительности датчика температуры.
При трехпозиционном регулировании подводимая к печи мощность изменяется путем переключения нагревателей со схемы «звезда» на схему «треугольник». Регулирование температуры данным способом снижает мощность, потребляемую из сети, что ведет к экономии электроэнергии. Такой метод регулирования весьма эффективен, так как он не оказывает негативного влияния на питающую сеть. Регулирование мощности печи путем изменения питающего напряжения возможно несколькими способами:
а) применение регулировочных трансформаторов и автотрансформаторов с плавным бесконтактным регулированием под нагрузкой;
б) применение потенциалов-регуляторов;
в) включение дополнительных сопротивлений в виде дросселей и реостатов в цепь нагревателей;
г) импульсное регулирование при помощи тиристорных регуляторов.
Применение трансформаторов с плавным бесконтактным регулированием под нагрузкой, автотрансформаторов и потенциалов- регуляторов требует значительных энергетических затрат, дополнительных потерь и потребления реактивной мощности. В связи с этим такое регулирование температуры применяется в редких случаях.
Импульсное регулирование с применением тиристорных элементов осуществляется с помощью управляемых полупроводниковых вентилей, периодичность работы которых рассчитывают в зависимости от тепловой инерционности электропечи. На практике рассматривают три главных способа импульсного регулирования потребляемой мощности от сети (рис. 1.10):
2) регулирование при помощи импульсов с повышенной частотой коммутации: fk > fc (рис. 1.10, б);
3) регулирование при коммутации с пониженной частотой, когда fk Таблица 1.1 Параметры печей ЭШП
Мощность источника питания, кВ * А
Максимальный ток, А
Такой вариант электроснабжения обеспечивает высокие техникоэкономические показатели вследствие сокращения протяженности токопроводов и существенного уменьшения производственной площади, занимаемой печью ЭШП. Главные параметры печей ЭШП представлены в табл. 1.1.
Промышленность выпускает две модификации печей ЭШП. Одна из них осуществляет переплав в неподвижном глухом кристаллизаторе. По другой же схеме кристаллизатор перемещается в процессе переплава относительно переплавляемого слитка или слиток перемещается относительно неподвижного кристаллизатора. В отечественных конструкциях предпочтение отдается печам с перемещаемым кристаллизатором, что облегчает воздействие на шлаковую и металлическую ванны и слиток, обеспечивая тем самым более эффективную эксплуатацию таких печей.
С учетом технологических особенностей работы установок ЭШП они могут снабжаться следующими четырьмя приводами:
привод перемещения электродов обеспечивает непрерывную или периодическую подачу электродов в шлаковую ванну;
привод поддона. Поддоны предназначены для охлаждения торца слитка или для подвода электрического тока к слитку. Конструктивно они состоят из медной плиты и стального корпуса, к которому подводится вода для его охлаждения. Медная плита имеет контактный болт для подсоединения токопровода;
привод тележки поддона для выгрузки готового слитка из кристаллизатора.
Печи ЭШП питаются от специальных печных трансформаторов, отличающихся высоким коэффициентом трансформации и различным числом ступеней напряжения, переключение которых возможно под нагрузкой. Токопровод печи состоит из короткой электрической сети и электродов. К данной сети относятся шинопровод из медных шин, верхняя и нижняя кабельные гирлянды и трубошины для подведения к электродам электрического тока.
Технологический процесс переплавки в печах ЭШП делится на вспомогательный, подготовительный и основной циклы.
Во время вспомогательного цикла печь готовят к плавке следующими технологическими операциями: охлаждение слитка в кристаллизаторе после предыдущей плавки; выгрузка слитка и застывшего шлака из печи; снятие огарков электрода и установка новых электродов в элек- трододержатель; чистка кристаллизатора и поддона; окончательная сборка и подготовка печи к следующему циклу.
Электрошлаковая сварка (ЭШС) широко используется для соединения металлов большой толщины из стали, чугуна, меди, алюминия, титана и их сплавов. В качестве тепловыделяющего элемента в этой технологии используют расплавленные шлаки, нагретые до заданной температуры при протекании по ним переменного тока.
Принципиальная схема ЭШС показана на рис. 1.14. Электрод 3 и части свариваемого изделия 1 включают в электрическую цепь через шлак 2, нагреваемый при помощи электрического тока выше температуры плавления свариваемого и электродного металлов. Таким образом электродный и свариваемый металлы расплавляются и стекают на дно сварочной ванны 5, заполняя шов 4. Боковые стороны шва закрываются ползунами, охлаждаемыми с помощью воды.