Основные причины залипания электродов
Электроды при электросварке часто липнут к металлу, особенно эта проблема распространена среди начинающих сварщиков. Когда электрод липнет к свариваемой поверхности, то его практически невозможно оперативно удалить, что приводит к множеству проблем и может закончится перегрузкой бытовых электросетей. В этой статье мы расскажем, почему электрод прилипает при сварке, рассмотрим основные ошибки новичков и подскажем, как предотвратить залипание электрода.
Залипание электродов: причины проблемы
Чаще всего с этой проблемой сталкиваются сварщики, использующие в своей работе трансформаторы без возможности точно настроить режим работы, или новички, использующие инверторы. В дорогих моделях современных инверторных аппаратов есть функция, предотвращающая залипание электрода. Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.

Итак, почему прилипает электрод при сварке инвертором? Ниже мы описываем основные причины.
Причина №1: Повышенная влажность электрода
Поверхность электрода представляет собой специальную обмазку, которая подвержена накоплению влаги из окружающей среды. Если электроды оставить без упаковки, то со временем они отсыревают и теряют свои качественные характеристики, что впоследствии приводит к залипанию.
Причина №2: Плохое качество электродов
Прежде всего, важен правильный выбор электрода для сварки инвертором. Многие начинающие сварщики экономят на расходных материалах, покупая их у неизвестных кустарных производителей, не способных подтвердить качество своей продукции. У таких электродов лишь одно достоинство — низкая цена, в остальном же они лишь усложняют работу сварщика. Именно низкокачественные электроды могут являться причиной их прилипания к металлу.
Причина №3: Аппарат настроен неправильно
Это еще одна из частых причин прилипания электрода. Сварщик неправильно оценивает толщину деталей, выбирает неправильный диаметр электрода и устанавливает на инверторе избыточную или недостаточную мощность тока.
Причина №4: Поверхность детали не подготовлена
Причина №5: Дуга поджигается неправильно
Еще одна распространенная причина из-за неопытности сварщика. Сварщик неправильно поджигает дугу методом постукивания и слишком долго задерживает кончик электрода на свариваемой поверхности. Металл начинает быстро разогреваться и буквально припаивать электрод. Впоследствии электроды прилипают один за другим при каждой новой работе.
Как предотвратить прилипание электрода
Теперь, когда мы выяснили, почему залипает электрод при сварке инвертором, мы расскажем о простых методах предотвращения ошибок. Что может сделать каждый сварщик, чтобы не прилипал электрод? Решение нетрудно найти исходя из сути проблемы.
Решение №1: Подготовьте электроды и металл
Покупайте электроды в герметичной упаковке от проверенных производителей. Это могут быть отечественные стержни «Ротекс» или европейские «ESAB». Они соответствуют нормам качества и не должны прилипать, если вы правильно настраиваете аппарат и поджигаете дугу.
Также не забывайте о подготовке металла. Тщательно очистите поверхность деталей от загрязнений, ржавчины и краски.
Решение №2: Настройте оборудование правильно
Выставив правильные настройки для сварочного инвертора, вы не только предотвратите залипание электрода, но и улучшите качество сварочного шва. Ниже вы можете ознакомиться с рекомендуемыми параметрами, которые следует установить на своем аппарате.

Но учтите, что это приблизительные значения и нужно полагаться не только на учебные таблицы, но и приобретать собственный опыт. Мы рекомендуем всем новичкам начинать с низкого значения мощности тока и увеличить ее постепенно. Со временем вы начнете понимать, какие параметры необходимы в каждом отдельном случае.
Решение №3: Научитесь правильно поджигать дугу
Чтобы поджечь дугу многие сварщики используют метод постукивания кончиком электрода по металлу, но мы рекомендуем не постукивать, а чиркать (по аналогии со спичками).

Сначала «вхолостую» потренируйтесь плавно проводить концом электрода по поверхности металла. Когда вы научитесь делать это быстро, то можете приступать к поджиганию дуги.
После поджигания дуги необходимо обеспечить ее достаточную длину. Важно научиться делать это быстро, в противном случае электроды залипают и портят всю работу.
Вместо заключения
Теперь вы знаете, как правильно варить электросваркой, чтобы электрод не прилипал к металлу и ваши труды не были напрасны. Кратко резюмируя, следите за выставленными параметрами тока на вашем инверторе, не экономьте на качественных электродах и учитесь правильно поджигать дугу. Поделитесь своим положительным опытом в комментариях, чтобы начинающие сварщики могли взять его на вооружение. Желаем удачи!
Почему прилипает электрод при сварке
Прилипание электрода при сварке к поверхности металла — очень частая проблема, особенно у начинающих сварщиков. Вследствие залипания электрода, портится не только внешний вид свариваемой заготовки, но и быстро осыпается электродная обмазка. Благо сварочные инверторы не создают при залипании электрода к металлу чрезмерной нагрузки на электросеть, однако для них, это все равно вредно.
Почему прилипает электрод при сварке? Как избежать данной проблемы и что нужно знать, чтобы электрод не залипал? На самом деле прилипание электрода не происходит само собой. Разумеется, к этому приводят некоторые ошибки при сварке или же данное явление обусловлено низким качеством расходных материалов. В данном случае речь идет про электроды, они могут быть подобраны не в соответствии с требованиями сварочного инвертора или быть попросту отсыревшими.
Рассмотрим в данной статье, из-за чего именно залипает электрод и как этого избежать.
Почему прилипает электрод при сварке инвертором
Чаще всего причина залипания электрода связана с тем, что используются отсыревшие и не прокаленные электроды, которые лежали без дела долгое время. Если вы уже далеко не начинающий сварщик, то просто прокалите электроды в электрической духовке, около 1-2 часов при температуре 100-300 градусов. Как правило, этого хватает для того, чтобы электроды достаточно просохли и стали варить хорошо.

Низкое качество электродов, также может стать причиной их прилипания при сварке. Стоит отдавать предпочтение только проверенным временем производителям, которые выпускают качественные электроды для сварки, уже не один год. Также, неправильно подобранные электроды для инвертора могут привести к проявлению данной проблемы. Сварочный инвертор выдаёт постоянный ток, поэтому и электроды должны быть подходящими.

Неочищенная и ржавая поверхность металла, вот еще одна из причин, которая приводит к залипанию электродов при сварке инвертором. Не забывайте о том, что нужно чистить заготовки для сварки от ржавчины, краски, битума и т. д. Тогда и проблем с залипанием электрода будет на одну меньше.
Ну и последняя причина, из-за которой может прилипать электрод, это неправильные регулировки инвертора. В данном случае речь идет о параметрах тока для сварки. Если ток выбран слишком маленького значения, то электрод станет липнуть к поверхности металла.

Чтобы избежать данной проблемы, нужно изначально оценивать толщину свариваемого металла, а уж затем подбирать электроды соответствующего диаметра и выставлять ток на инверторе, исходя от данного значения.
Как не допустить залипание электрода
Итак, следует подвести итоги и выделить основные моменты, чтобы не столкнуться с такой проблемой, как прилипание электрода при сварке.

Что мы, в конце концов, имеем:
Все вышеперечисленные советы должны помочь начинающим электросварщикам в их непростом деле.
Почему электрод прилипает при сварке инвертором: причины залипания

Соединение твердых материалов из металла, пластика, стекла, полипропилена, керамики и т.д. происходит во время плавильного процесса в результате действия межатомных сил. Изменение режима аппарата приводит к сплавлению объектов, имеющих различную толщину стенок и химический состав. Однако неопытный мастер часто допускает ошибки, когда на поверхности залипает сварной элемент, который впоследствии невозможно оторвать, дуга не зажигается, а это, в свою очередь, грозит перегрузкой электросети и неэффективностью работы. Давайте вместе с вами разбираться почему при сварке электрод прилипает к металлу и устанавливать причины этого недочета.
В чем состоит корень проблемы
Необходимо предупредить, что если вы настроены самостоятельно изучить процесс металлообработки, то стоит особое внимание уделить покупке сварочного аппарата. Квалифицированный специалист без проблем может работать с любым устройством, с трансформаторами, у которых нет функции настройки режимов, с недорогими моделями инвертора. Новичку в этом деле рекомендуется приобрести современную модель, более дорогую по стоимости, но предотвращающую залипания элемента.
Если нет финансовой возможности купить или вам по наследству досталась старинная модификация, то изучите причины залипания, описанные нами чуть ниже.
Отсыревшие электроды
Если дуга гаснет и происходит замыкание, то осмотрите поверхность элемента. При производстве металлический или неметаллический стержень покрывается по всему столбу специальной обмазкой толстым или тонким слоем. Другой вариант – сварочной проволокой, которая также является плавящейся частью. Химический состав смеси различен и каждая производящая компания создает свои пропорции по содержанию углерода, кремния и фосфора, так как на этот счет не существует жесткого регламента. Если состав не особо критичен для эффективности использования, то неправильное хранение рабочего органа может привести к потере качественных характеристик и как следствию залипанию. Производители уделяют особое внимание упаковке, используя бумажную тару и полиэтилен как дополнительную защиту от проникновения воды. В инструкции написано, что при нарушении целостности упаковочного материала, необходимо использовать расходники в самое короткое время. Иначе обмазка подвергнется накоплению излишней влагой.
Второй причиной прилипания электрода при электросварке (сварке) является плохая подготовленность поверхности заготовки
Неправильные настройки устройства для сварки деталей
Для исправного плавления необходимо подобрать режим силы тока. При недостаточной подаче происходит оплавление наконечника стержня, и он частично прихватывается к заготовке. При избыточном токе расходник просто разрушается.
Еще одной причиной, почему прилипает (козыряет) электрод при электросварке, является несоответствие толщины материала и диаметр рабочего элемента.
Мы предоставляем вам таблицу с приблизительными параметрами, которые стоит установить на оборудовании в зависимости от выполнения предполагаемой задачи.
Мощность электрического потока
Диаметр расходника в миллиметрах
Толщина металлического сплава (мм)
Стоит отметить, что особое влияние оказывает, в основном избыточность или недостаточность силы тока. Если вы правильно настроите свое оборудование, то качество сварки не изменится во время плавления металлических заготовок любых параметров.
Причины, почему прилипает электрод при сварке инвертором, являются плохие расходники
Вызывает удивление, что не так, если обмазка стержня сухая. Проблема кроется в низком качестве изделия. Это может быть только в одном случае – если продукция изготавливалась при нарушении технологии производства. На заводах обязательно сформирован отдел ОТК, в сферу деятельности которой входит осуществление независимого контроля соответствия, что является гарантом качества продукции, предлагаемой потребителю. Факт приемки обязательно отображается в соответствующих документах: сертификате, руководстве по применению, в техническом паспорте, этикетке и т.д.
Некачественные расходники, скорее всего, производятся кустарным методом в подпольных мастерских или гаражах. Не сертифицированная продукция имеет низкую стоимость, но не гарантирует успех дела. Поэтому не стоит сразу закупать изделия, проверьте один экземпляр таким способом: поднимите стержень выше своей головы и с размаху киньте его на твердую поверхность (бетон, асфальт). Если обмазка рассыпается, то лучше отказаться от покупки.
Неправильный поджог дуги
Новичок в данном процессе не имеет опыта, поэтому не знает, что операцию можно произвести двумя способами:
Рабочий элемент приближают вертикально к плоскости детали и после касания очень быстро отводят вверх на определенное расстояние длины столба.
Чиркают «вскользь» от поверхности материала.
Самую распространенную ошибку можно видеть, когда неопытный мастер долго постукивает и при этом оставляет продолжительное время кончик стержня на свариваемой глади. Из-за этого происходит чрезмерный нагрев заготовки, приводящий к залипанию.
Влияние силы электрического тока
Мы предоставили вам выше таблицу, по которой можно произвести расчет работы. Из-за боязни порчи заготовки прозжжением или допущения дефектов (недостаточность или избыточность слоя шва, прерывание геометрии) молодой специалист не придерживается допустимых параметров, а снижает мощность устройства. Это приводит к тому, что дело заканчивается еще не начавшись, так как силы тока абсолютно не хватает для устойчивого соприкосновения с поверхностью. Если у вас маловато опыта, то действуйте методом постепенного наращивания мощности по мере необходимости, таким образом вы подберете правильный режим. Только проводите эксперимент на дефектной детали, которую не жалко выбросить после проведения пробных работ.
Как влияет питающая сеть
Неочищенный металл
Многие граждане, не имеющие специальных знаний и не обладающие профессиональным уровнем мастерства, ошибочно думают, что качество сварного шва не пострадает, если материал заранее не подвергать очистке. Мы опровергаем это мнение.
Зачистку необходимо произвести заблаговременно перед сборкой узла. В предполагаемом месте сварки с элемента удаляются различные загрязнения: ржавчина, окалины, масляные отложения, вода и прочее, так как их присутствие грозит образованием микропор и других дефектов. Помимо этого стоит обратить особое внимание на зазоры промеж кромок. Если уже произошло соединение, то немного загрязнившуюся точку следует обдуть сжатым воздухом большого давления или использовать метод выжигания с помощью газовой горелки.
Воспользуйтесь наиболее удобным для вас способом очистки:
Пескоструйным или гидропескоструйным аппаратом.
Механической проволочной щеткой.
Трением абразивными частицами.
Травлением растворами кислоты или щелочи.
Промывкой разными растворителями.
В зависимости от состава и формы сварного материала поверхности стоит тщательно очищать от формовочной земли, а остатки литейной пленки удалять снятием наждачным камнем в местах соединения.
Недостаток опыта мастера
Молодой специалист во время процесса часто спрашивают у «бывалых» сварщиков, как зажечь и варить электрод, чтобы он не прилипал.
Помимо вышеперечисленных нами причин, существует довольно-таки серьезное основание для осуществления эффективного действия. Ошибка заключается в неправильно рассчитанном расстоянии от аппарата до зоны спаивания. Слишком короткий воздушный промежуток грозит затуханию дуги, «новичок», стараясь спасти ситуацию, закапывает себя все глубже и глубже, подводит кончик стержня еще ближе и тем самым провоцирует попадание его в ванну, где и происходит само залипание.
В таком случае не стоит отчаиваться, придется потратить немного времени на обучение работы на инверторном устройстве. А материал необходимо подобрать, сделанный из простой конструкционной стали. Только набив руку на экспериментальной заготовке, можно переходить к более серьезному сырью, как нержавейка или легированное железо.
Почему залипает электрод при сварке на инверторе и что делать для предотвращения негативного процесса
Для профессионала с приобретением опыта такой вопрос не встает на повестку дня. Он прекрасно знает, как исключить момент залипания. Перед началом дела он осматривает оборудование на наличие неисправностей, удаляет загрязнения заготовок, проверяет допустимые параметры силы тока и оценивает качество расходников. Для новичков мы расскажем, как произвести каждое действие, затратив на это минимум сил и времени.
Подготавливаем материалы
Элементы, которые хранились в сухом помещении с хорошей системой вентиляции, не нуждаются в дальнейшей обработке, тем более, если взялась партия в заводской упаковке. При попадании влаги на поверхность необходима тщательная просушка.
Поговорим о применяемых методах в домашних условиях, если произошло отсыревание комплекта.
Предлагаем «народные» средства для осуществления термообработки:
При помощи электрической духовки – газовая не подойдет, так как нагрев не рекомендуется проводить на открытом огне. Для этого нужно поднять температуру до 200 градусов, поместить внутрь техники пучок стержней, прожарить в течение 2 часов и оставить там до полного остывания.
Прогревание строительным феном, где на моделях существует функционал выставления температурного режима. Подбирается емкость, диаметр которой сопоставим с отверстием инструмента. Туда помещаются электроды и затем на них направляется горячий воздух.
Построение печи занимает больше времени, но для людей, собирающихся работать со сваркой на постоянной основе, это дает гарантию результативности. Мы не будем затрагивать процесс стройки, так как на расшифровку данной темы потребуется написать новую статью.
Для осуществления электросварки неответственных узлов вполне подойдут вышеперечисленные способы. Однако, если специалист хочет повысить свои навыки и имеет для этого финансовые возможности для достижения отличных результатов, мы рекомендуем приобрести специальное профессиональное оборудование, такое как термопенал или муфельную печь.
Приступаем к настройке оборудования
Эффективность мероприятия будет зависеть от того, как вы сможете соотнести толщину сварного материала, диаметр электрода и мощность тока. Все эти параметры отображены в таблице технического паспорта аппарата. Стоит внимательно их изучить, но в то же время и понимать, что это базовые данные и отклонения от нормы вполне допустимы при условии, что специалист имеет большой опыт и содержит устройство в полном порядке. Для каждого сырья прописаны свои параметры тока, например, для пластин, толщиной в 3 мм необходимо установить 100/120 А. Не все аппараты имеют в своей комплектации трансформатор с регулировкой. Тем, кто пользуется старыми моделями, важно переместить подключение кабеля до уровня, когда ток перестает прожигать сварную точку.
Важно знать! Во избежание прожога (образование дырок) на конструкции, сделанной из тонкостенного материала или при работе с кузовами автомашин следует набраться опыта. Для этого возьмите ненужную деталь и начните сварку, где методом проб и ошибок вы подберете необходимый режим мощности аппарата, постепенно повышая силу тока.
Кроме того перед началом работы стоит проверить специальным тестером напряжение в сети. Убедившись, что линия не перегружена, вы сможете приступить к реализации плана. В противном случае стоит дождаться стабилизации проблемы. Если скачки повторяются раз от раза, то приобретите стабилизатор, он поможет вам бесперебойно и спокойно осуществлять поставленную задачу.
Немаловажное значение имеет правильное сочетание кабеля массы и держателя:
Шестнадцатижильный медный провод с наружным диаметром в 11,5 миллиметров подходит для материала с тонкой стенкой.
Для сваривания более толстого образца подойдет 25-ти жильный кабель с отверстием 13,5 мм.
Учимся правильно создавать плазменный ствол
Если вы новичок в деле, то мы предлагаем вам простой способ, освоив который вам легко будет перейти к профессиональному методу розжига.
Для этого ведите электродом, как спичкой по коробку, у вас получится чирканье. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует расходник наклонить назад под углом в 15 градусов и быстрыми движениями вести шов по намеченной линии. Главное условие – непрерывность в работе, так как остановка даже на короткое время грозит срывом горения.
Мы предоставляем вам наглядное пособие, посмотрев которое вы поймете, почему липнут электроды при сварке на инверторе и что необходимо сделать для предотвращения этого:
Что делать, если электрод все время липнет к металлу
Прилипание электрода к металлу — достаточно распространённое явление, даже у квалифицированных сварщиков, не говоря уже о начинающих. Данная проблема может загнать в тупик, поскольку не знаешь, что может быть не так, и в порядке ли сварочный аппарат.
Однако существует ряд самых распространённых причин, из-за которых электрод прилипает к поверхности металла. Ну а чем чревата данная проблема, не стоит и говорить. При залипании электрода сильно страдает обмазка, она осыпается. Чрезмерной нагрузке подвергается и сам аппарат для сварки, а также, электросеть в которую он подключён.
Причины, из-за которых прилипает электрод при сварке
Вот основные причины, которые приводят к тому, что электрод прилипает к металлу:

Итак, чтобы разобраться с проблемой прилипания электрода при сварке, нужно разобраться с каждой из вышеперечисленных причин.
Сырые электроды или низкого качества
В электродах отсыревает обмазка. После долгого хранения или вследствие воздействия влаги, обмазка подвергается изменениям. В результате этого электроды будут плохо гореть, увеличится разбрызгивание металла, а стержень все время будет липнуть к поверхности.

Для того чтобы решить данную проблему достаточно будет прокалить электроды в духовке. Также, частично решить проблему способна сушка электродов на батарее отопления. При этом главным правилом является надлежащее хранение электродов. Хранить электроды для сварки нужно в сухом помещении.

Также, причиной залипания электрода может быть продукция низкого качества. В интернете можно найти немалое количество отзывов и всевозможные рейтинги электродов. Так получится определить наиболее качественную и хорошую продукцию.
Неправильные регулировки сварочного аппарата
В данном случае речь идёт о сварочном токе. Если параметры сварочного тока подобраны неверно, то электроды будут все время прилипать к металлу.
Низкий сварочный ток приводит к тому, что сварочная дуга нестабильная, она все время обрывается, а это приводит к залипанию электродного стержня. Чтобы определиться с параметрами сварочного тока, можно воспользоваться нижеприведённой таблицей.
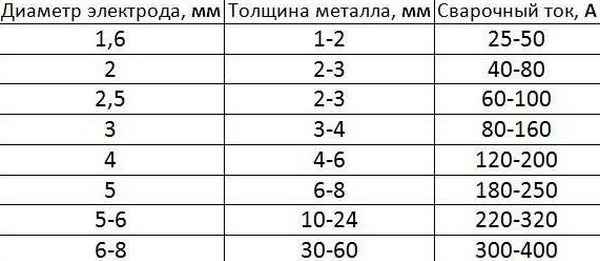
В ней указаны значения сварочного тока для каждого диаметра электродов, в зависимости от толщины свариваемого металла.
Плохо подготовленный металл
Наличие толстого слоя ржавчины и загрязнений на поверхности металла, также приводят к возникновению данной проблемы. Отсутствие хорошего контакта, это верный шаг к залипанию электрода.

Поэтому перед сваркой, нужно тщательно подготовить металл — удалить с него ржавчину, масляные пятна, участки с краской. Есть марки электродов, которые менее чувствительны к ржавому металлу, а есть, наоборот, которые не терпят загрязнений и все время прилипают из-за этого.



