Изготовление штампованной коронки этапы изготовления
Штампованные коронки представляют собой один из распространенных вариантов реставраций для восстановления эстетики зубных рядов, функциональных характеристик. Это имитации естественной формы зуба в виде колпачка, который одевается на подготовленную культю, либо стандартный абатмент или индивидуальный.
Все этапы процесса изготовления и установки делят на клинический и лабораторный, предлагаем подробнее ознакомиться с каждым из них.

Изготовление коронок для зубов, препарирование
Под коронку необходимо подготовить единицу, для этого ее обтачивают до получения цилиндрической формы. Используют для этого стандартный алгоритм одонтопрепарирования твердых тканей, который задействует все 5 поверхностей компонента полости рта. С жевательной поверхности/режущей кромки удаляется слой в 0,28-0,3 мм – это толщина искусственной коронки, которая позволяет получить изделию достаточную прочность и при этом не затрагивать в процессе препарирования эмаль на большую глубину. С остальных трех поверхностей иссекается экватор, задача обеспечить свободную посадку коронки и плотный обхват шейки единицы.

Затем формируется два оттиска с верхней и нижней челюсти пациента:
В этом случае задействуются оттискные массы, альгинатные или полиэфирные. Процесс проходит по классической схеме с использованием ложек, в которые загружается состав, после чего вдавливается на челюсть и фиксируется до схватывания отпечатка. Готовые изделия оцениваются на предмет соответствия требованиям реставрации, дезинфицируются.
Изготовление коронок — чередование этапов
Далее начинается первый лабораторный этап – отливаются гипсовые модели челюстей, а так же формируются восковые базисы с окклюзионными валиками, которые позволяют выявить соотношения челюстей и единиц при естественных движениях. Валики используются не для всех операций.
Затем снова проводится клинический этап, который сводится к определению центральной окклюзии. Это основное отношение челюстей, которое необходимо для создания качественной реставрации.
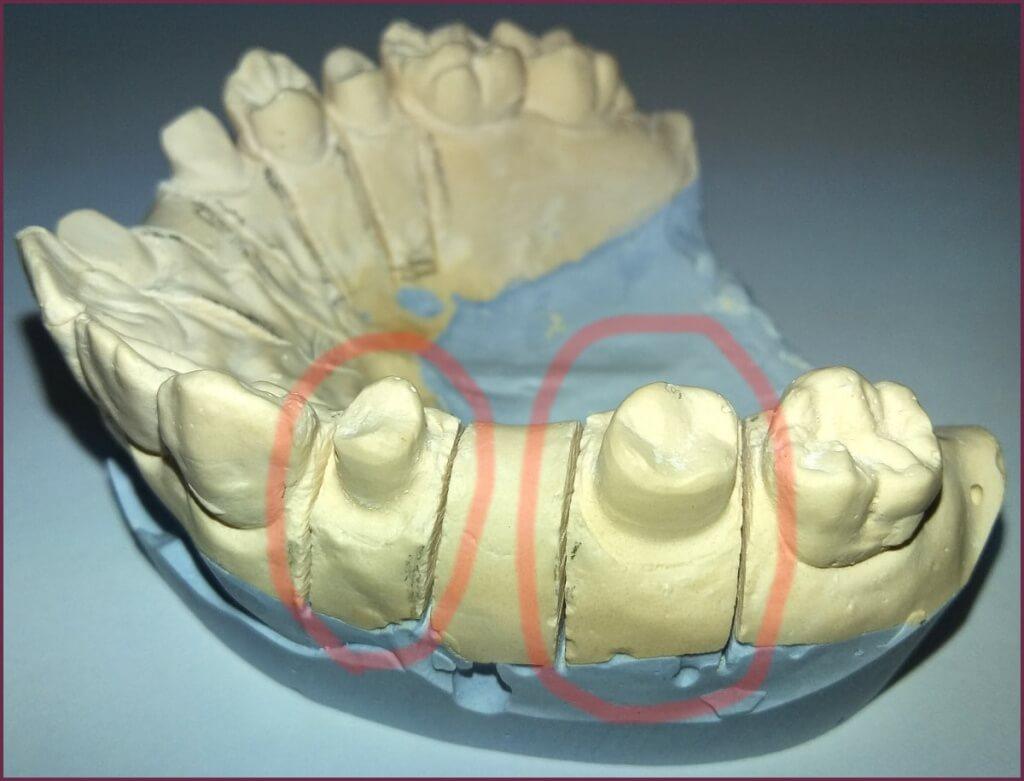
Снова лабораторный этап, подразумевающий подготовку придесневой части гипсовой единицы, это необходимо для изготовления штампованной коронки. В процессе происходит гравировка шейки скальпелем, придающая контуру четкость и выраженную ступеньку границы, шейка обозначается химическим карандашом.
Модели из гипса фиксируются в артикуляторе или окклюдаторе, осматриваются визуально на предмет явных отклонений, проверяется степень разобщения с антагонистами. Четкость контуров шейки повышается за счет снятия излишков или наплывов гипса, для этого задействуется глазной скальпель. Шейка обводится химическим карандашом, по апроксимальным сторонам штампа проводится сепарация.
Изготовление коронок — моделирование и штампы
Моделирование проводят при помощи специального одноименного воска, на гипсовую культю он укладывается слой за слоем до получения необходимого объема. Затем заготовка обрабатывается для передачи естественной геометрии и всех поверхностей коронковой части.

Последовательность следующая:
До линии шейки сохраняется небольшой отступ, буквально в 1-1,5 мм, в противном случае будет увеличен объем этого участка и не удастся добиться плотного обхвата основания искусственным изделием. Важно воссоздать компонент не полностью идентичный природному, а уменьшить его объем на толщину металла будущей коронки.

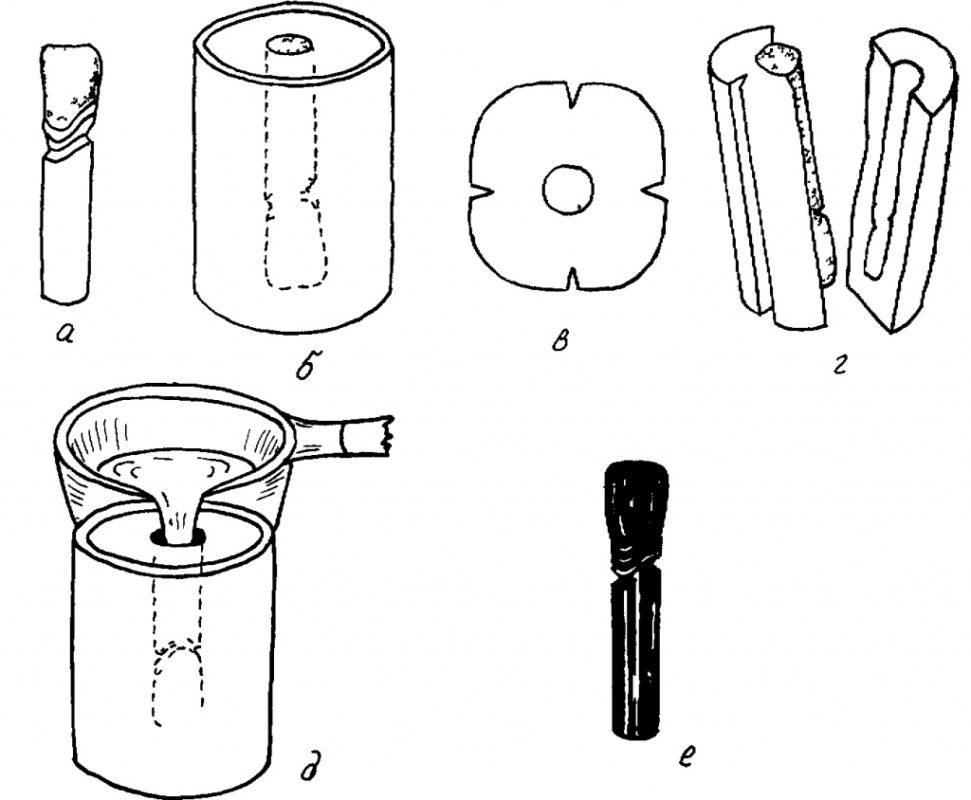
Затем формируется штамп из гипса – заготовка для металлического. Из гипса плоской пилочкой вырезается модель, диаметр нижней части которой равен диаметру шейки зуба. После выпиливания штамп опускается в холодную воду на 5-10 минут.
Более сложным и многоэтапным является изготовление штампа из металла.
Для этого создается форма из двух половин, которая создается на основе металлической рамки со следующими параметрами:
— борта высотой 20 мм;
— длина 150-200 мм, но может быть больше.

В эту форму заливают замешанный гипс, который сглаживается шпателем. За это время (пока заполнялась и разглаживалась рамка) заготовки штампов пробыли в холодной воде достаточное время, их извлекают. В гипс компоненты погружаются апроксимальной стороной на половину, расстояние между заготовками 5 мм. Затвердевшую гипсовую форму извлекают из металлической рамки и выравнивают поверхность, по краям бруска формируют два углубления в виде конуса.
Брусок погружают в воду, холодную, выдерживают так 2-3 минуты и заливают 20-30 мм гипса, чтобы получить вторую половину формы. Выдерживается необходимое время для твердения, после чего форма раскрывается, заготовки удаляются, ложе расширяется у основания и обе половины совмещают по созданным ранее коническим выступам.
Заливается для штампов легкоплавкие металлы, которые расплавляются в специальной ложке, оснащенной деревянной ручкой. Для заливки используются отверстия в ложе, далее необходимо выждать время для застывания металла. Охлажденные половинки с штампами раскрывают, готовые компоненты удаляют и отправляют на дальнейшие этапы.
Изготовление коронок — гильза и предварительная штамповка
Гильза для выполнения следующего этапа используется стандартная, диаметр подбирается аналогичный диаметру шейки зуба. Если из существующего ассортимента ничего не подходит, можно подогнать под необходимые параметры стандартную гильзу, путем ее протяжки.
Для этого используются аппараты “Шарп”, “Самсон” или аналогичные по возможностям. Если деталь подготовлена правильно, то на штамп она натягивается плотно, с приличным усилием. После постановки ее обжигают.

Далее необходимо провести предварительную штамповку коронки, с этой целью гильза обрабатывается механически на наковальне, небольшим молотком, снова проводится обжиг. Теперь первый штамп используется, чтобы выбить в свинцовой пластинке углубление, идентичное жевательной поверхности и режущей кромке на штампе.
Гильза надевается на штамп и он вбивается в другую гильзу, которая помещена в углубление свинцовой пластины. Необходимо получить отпечаток поверхности зуба, после чего гильза повторно проходит этап температурной обработки (обжига).
Изготовление коронок — окончательная штамповка
Окончательная штамповка коронки проводится двумя методами:
В первом случае после описанной предварительной штамповки нужно получить контрштамп. Для этого второй штамп покрывается липким пластырем толщиной в пределах 0,25-0,28 мм. Кювету с конически сужающимся дном заливают легкоплавким сплавом и погружают в него полностью штамп коронковой частью вниз. После твердения сплава на кольце-подставке выбиваются контрштампы при помощи пестика.

Далее контрштампы раскалывают зубилом на две половины, пластырь с металлической детали удаляется, надевается отожженная гильза и вставляется в контрштамп на место ложа. Контрштампы помещаются в кювету, коронка штампуется молотком, необходимо наносить удары до того момента, пока контршатмп не дойдет до исходной позиции на дне кюветы.
Метод Паркера подразумевает использование одноименного аппарата, в нем происходит окончательная штамповка с использованием нового штампа.
Конструктивно аппарат Паркера – это массивная пустотелая основа и цилиндр, который в нее входит. Полость заполняется вулканизированным каучуком/мольдином, в этом веществе происходит окончательная штамповка за счет помещения в него гильзы коронковой частью внутрь и механического воздействия (ударами молотка по цилиндру). При необходимости используют пресс, развивающий давление в 2-3 атмосферы.
Готовая коронка снимается со штампа, очищается, кипятится в пробирке с соляной кислотой. Кромка обрезается коронковыми ножницами, необходимо точно соблюсти линию углубления. Если выпускается изделие из стали, то края обрабатываются карборундовыми камнями, если из золота – то достаточно использовать напильник для сглаживания.
Финальные клинико лабораторные этапы изготовления штампованной коронки
В финале изготовленная коронка примеряется в ротовой полости и все выявленные недостатки корректируются. Важно убедиться в отсутствии видимых повреждений и гладкости поверхности, все поверхности и края должны быть четко выражены.
Чем отличаются штампованные коронки для зубов от литых
Дорогие читатели, мы подготовили для вас интересну
Для коррекции дефектов зубов нередко применяют раз
Появление на зубах желтого налета всегда неприятно
Во время проведения операции по удалению (экстракц
Практически каждый хоть раз в своей жизни сталкива
Отбеливание зубов zoom 3 – на сегодняшний день счи

Выбор зубных протезов сейчас достаточно велик, но при неполном разрушении зуба наиболее популярны зубные коронки, которые позволяют отказаться от удаления. Они изготавливаются разными способами, из разных материалов, и порой бывает трудно выбрать подходящий вариант.
Что такое коронка и зачем она нужна?
Коронкой называют вид несъемного зубного протеза. Внешне она повторяет форму зуба и при установке становится неотличима от здоровых зубов. Применяется при неполном разрушении зуба для восстановления его жевательных функций и эстетичного внешнего вида, а также для предотвращения дальнейшего разрушения. Коронки различают в зависимости от материала для их изготовления. Они бывают металлическими, металлокерамическими, пластмассовыми и керамическими. Металлические в современных клиниках используются редко, так как имеют неэстетичный внешний вид, и для протезирования передних зубов совершенно не подходят.
Керамические имеют натуральный внешний вид. Это самый дорогостоящий вид коронок, изготавливаются они из оксида циркония. Пластмассовые коронки используются в основном как временные протезы, так как не обладают долговечностью и износоустойчивостью, легко подвергаются механическим повреждениям и выходят из строя. Это самый дешевый вид. Металлокерамические коронки сочетают в себе красоту и прочность, пользуются наибольшей популярностью по сравнению с другими видами из-за своей практичности. Зубные коронки также различают по способу изготовления: бывает коронка штампованная и цельнолитая.
Штампованные коронки. Принципы изготовления
Изготовление штампованных коронок применяется уже на протяжении более сотни лет, многие стоматологи считают этот процесс пережитком прошлого, но, тем не менее, он все равно применяется, так как является весьма дешевым. Из нержавеющей стали делают цилиндрические заготовки разного диаметра, из которых штампуют на специальных станках металлические коронки. Такое изделие должно обладать некоторыми качествами для правильной их установки и комфортного ношения.
Коронка штампованная должна подходить четко по размеру зуба, плотно его охватывать, без зазоров и пустот. Иначе она будет провоцировать воспаление десны, в результате это может привести к атрофии. Для более плотного прилегания коронки к зубу и ее фиксации используют специальный стоматологический цемент. Коронка не должна глубоко входить в десну, это может вызвать болезни десен, например, пародонтит. Кроме того, она должна соответствовать форме здорового зуба, чтобы не нарушать целостность ряда, и иметь соответствующий размер во избежание травмирования. Изделие призвано восстанавливать функции зуба.
Этапы изготовления штампованной металлической коронки
Показания и противопоказания к применению штампованных коронок
Штампованные металлические коронки используют:

Имеются некоторые противопоказания к их применению:
Плюсы и минусы штампованных коронок
Преимущества штампованных коронок:

Недостатки штампованных коронок:
Цельнолитые коронки
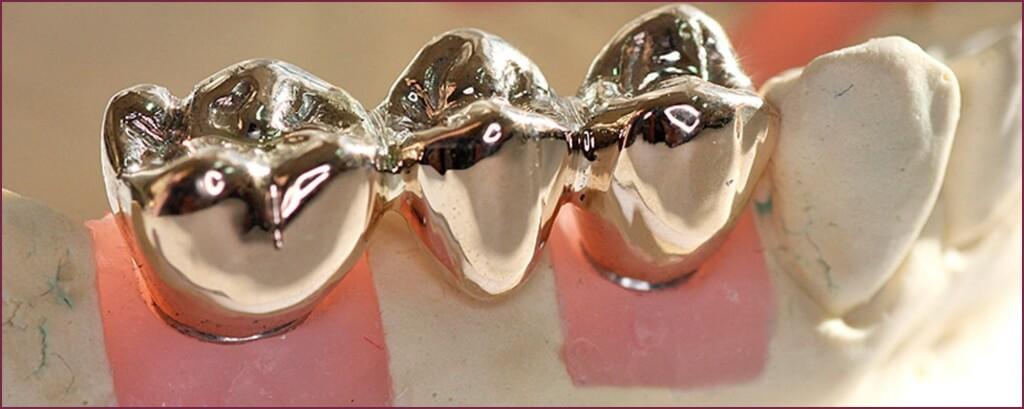
Современный способ литья позволил изготавливать высококачественные тонкостенные коронки. Цельнолитая коронка используется для восстановления формы поврежденного зуба, его сохранности, как опора для мостов и съемных протезов. Она отливается из кобальто-хромового сплава, в итоге получается цельное изделие без спаек. Даже при создании мостовидных протезов пайка элементов не требуется, конструкция выливается целиком. Такие коронки могут иметь различные варианты изготовления.

Показания к использованию литых коронок:
Плюсы протезирования штампованными коронками
В наследие от старой зубопротезной школы нам остался такой вид исправления дефектов и восстановления зубного ряда, как штампованные коронки. Несмотря на устаревшую методику такого зубопротезирования, своих позиций они не сдают.

Экономический фактор
штампованные коронки используются в самом дешёвом виде зубопротезирования. Их изготавливают из массово выпускающихся промышленностью металлических колпачков усреднённой формы, из которых потом методом чеканки и штамповки делают коронку, имитирующую зуб.
Толщина стенок такого колпачка от 0,1 до 0,3 мм, так что, применяя соответствующий инструментарий, зубной техник быстро изготовит из него коронку. Но её есть смысл делать только в том случае, если остаток зуба, на который она наденется, сохранился в размерах хотя бы на 1/3 от первоначального.
Стоматолог, делая оттиск челюсти, всегда может воссоздать на модели форму отсутствующего или сильно повреждённого зуба. Зубной техник потом по сделанному слепку изготовит коронку из колпачка-заготовки, подобрав его по размеру.
Увы, современные методы зубопротезирования являются и самыми дорогими, недоступными для оплаты подавляющей части населения. Не протезировать же зубы нельзя. Любой, у кого не хватает даже одного зуба, не говоря уже о нескольких, подтвердит, что очень быстро возникают проблемы с пищеварением – из-за отсутствия возможности полноценно пережёвывать пищу.
Функции металлических коронок

Материалы
Изготавливают штампованные коронки из золота 900 пробы или особой нержавеющей стали (марка 1х18Н9Т), хорошо поддающейся плавке и ковке. Если же заводская штампованная гильза сделана из золота, то в силу мягкости этой его разновидности режущую кромку напаивают из металла другой пробы – более твёрдой 750-й.
Но обычно золотые коронки уже не ставят. А коронки жёлтого металла, изготавливаемые в современных зубопротезных мастерских, делаются методом напыления на стальные заготовки нитрида титана, имитирующим золото 900 пробы.
Кроме стальных и золотых, могут быть использованы заготовки из платины, сплава кобальта и хрома, серебряно-палладиевые и из титана.
Показания
Обычно штампованные коронки ставят когда естественные части зуба уже невозможно восстановить с помощью пломб или вкладок. Обычно это происходит, когда вместе с кариесом удаляется более 1/3 ткани.
Кроме случаев кариеса или ударной травмы, штампованные коронки могут устанавливаться как опоры для моста. Это позволяет не обтачивать чрезмерно здоровые зубы, или когда невозможна установка литой конструкции.
Иногда такие коронки могут ставиться даже детям на молочные зубы – для исправления прикуса.

«Плюсы» и «минусы»
Плюсы
Минусы

Как делают протезы
Дело в том, что гильзы выпускаются по усреднённым параметрам, и, чтобы подогнать заготавливаемый штамп точно по культе зуба, есть два пути: подобрать точно по размеру или уменьшить из имеющихся. Гильза надевается на второй штамп начинается работа по подгонке, которая включает в себя термическое и механическое воздействие на заготовку.
Окончательную проверку готовой коронки делают в клинике, где, после примерки, смотрят, насколько плотно она прилегает (без учёта будущего цементного слоя) к шейке зуба. Выявляются дефекты, затем наружную поверхность шлифуют. Если пациент изъявит желание, на стальную поверхность нанесут напыление нитрида титана.
На последнем этапе готовая коронка высушивается методом спиртовой обработки, разводят и вводят внутрь цемент с силой насаживают его на культю зуба. Для этого нужно просто крепко сжать челюсти. Выдавленные излишки цемента удаляются.

Препарирование под коронку
Потребность замены коронок может возникнуть уже через 2-4 года. Потому что как бы тщательно не наносили цементный слой, в пространство между культей зуба и коронкой рано или поздно начнут проникать агрессивные среды из пищи и слюны, микроорганизмы, образующиеся во рту за ночь токсины.
Сам цемент под воздействием многих факторов постепенно разрушается, растворяется и вымывается из-под коронки. Образуется щель, куда забиваются частички пищи. Всё это начинает постепенно разрушать зуб, или вызывая кариес, или деминерализируя его, делая хрупким.

Уход за установленными штампованными коронками
Так как в процессе использования таких зубных протезов рано или поздно изменяется краевое прилегание образуется щель между шейкой зуба, десной и коронкой, требуются особые меры ухода на ними. Среди гигиенических правил ухода можно выделить следующие:
Заключение
Ведущие как мировые, так и отечественные клиники уже не практикуют изготовление протезов при помощи штампованных коронок. Последними прибежищем этих технологий становятся, таким образом, провинциальные клиники. Но они и ориентируются (совершенно справедливо) на платёжеспособность своих клиентов. Поэтому они будут, видимо, в ходу на протяжении ещё не одного десятилетия.
Штампованные протезы или литые — сравнение
Литые и штампованные протезы в стоматологической практике являются широко распространенными, достигается это благодаря сочетанию нескольких аспектов:
— возможность моделирования изделий с высокой точностью;
— восстановление функциональных и визуальных параметров зубов;
— технология отработана, что позволяет реализовать потенциал используемого оборудования и материала в полной мере.
Основные и вспомогательные материалы в ортопедической стоматологии включают ряд составов, которые отличаются упрощенной обработкой, но не используются постоянно.
Основные характеристики

Для сравнения двух вариантов восстановления утраченных единиц и функций зубных рядов стоит оценивать конструкции в схожих условиях.
В частности, в обоих случаях фиксация проводится с применением фосфат цемента, сравниваться будут компоненты на всех этапах создания протеза:
— гравировки уступов и шейки.
Для анализа применяется метод наружной штамповки. При подборе компонентов учитываются виды имплантатов и особенности различных имплантационных систем.
Стоит отметить, что сравнительные анализы различных типов стоматологических конструкций проводятся постоянно и имеют важную цель: они позволяют сделать труд техника более эффективным и оценить/пересмотреть основные аспекты ценообразования.
Цельнолитые системы являются перспективным направлением деятельности, но специалисты при их реализации сталкиваются с рядом трудностей. В частности, до сих пор нет простых и дешевых решений для компенсации усадки металлов и сплавов, применяемых в стоматологии.
Металлы используются далеко не всегда, значительную долю реставраций составляют полимеры, как выжигаемые абатменты, которые формируются на основе пластика, выгорающего без зольного остатка. Технология изготовления цельнолитых коронок обеспечивает структуре однородность.

Штамповка
Используются штампованные коронки при серьезном разрушении единицы вследствие кариеса, травм и прочих причин. Обычно это весь список проблем, которые не получается устранить при помощи вкладки или пломбирования. Часто применяется метод для изменения формы единиц, в том числе при подготовке опоры для кламмеров.
На базе изделий формируют опорные компоненты для мостовидных структур, при патологической стираемости, аномальных эстетических аспектах (форма, цвет), для установки ортодонтических и челюстно-лицевых аппаратов различной природы, шинирования, удержания лекарств. Добиться можно и высоких эстетических результатов, но для этого уже используется облицовка.

Штампованная коронка должна соответствовать ряду требований, в частности:
— полностью восстанавливать анатомические параметры зубов;
— погружаться в ткань десны (зубодесневую бороздку) на глубину 0,2-3 мм;
— восстанавливать точки контакта с антагонистами и соседствующими единицами.
Штамповка при фиксации на цементе обладает следующими слабыми сторонами:
— связующее вещество (цемент) постепенно рассасывается, однако, этот недостаток имеется и у цельнолитых компонентов. Частично нивелировать эффект позволяет качественное прилегание коронки к шейке единицы;
— если прилегание не плотное, то постепенно под искусственную деталь будет попадать пища, что всегда провоцирует кариозные процессы в районе шейки;
— в случае продолжительного ношения начинается стирание поверхности, особенно заметно оно в случае ошибок техника на этапах моделировки, препарирования и на всех этапах подготовки изделия;
— функции могут быть восстановлены не полностью, в частности при малом опыте техника, но может нивелироваться за счет выбора технологии штампования.

Плюсы штампованных изделий в возможности минимально обтачивать сохранившуюся ткань, достаточно 0,25 мм слоя. Готовые компоненты подойдут для работы на участке жевательных зубов, где необходима высокая надежность и прочность. Доступность метода – его главное преимущество.
Для выпуска используется нержавеющая сталь, в частности марки 1Х18Н9Т. В заводских условиях на их базе формируют гильзы-цилиндры толщиной от 0,25 до 0,27 мм. Лабораторные технические средства позволяют подогнать показатели заготовки под требуемые условия. Золото используется 900 пробы за счет оптимальной мягкости, припой для заливки изнутри задействуется 750 пробы. Для ряда модифицированных структур используются пластики и композиты. Для детей применяют никель-хромовый сплав. Если проводится изготовление цельнолитой коронки лабораторные этапы чередуются с клиническими для лучших результатов.
Цены на изделия стартуют примерно с тысячи рублей и достигают 2,5-3 в зависимости от региона и политики выпускающей фирмы.
Литье
По данной методике выпускаются в основном компоненты для мостовидных структур, процесс занимает несколько этапов:
— после анестезии начинается препарирование единиц, нужно добиться строгой параллельности;
— затем формируется круговая обвязка всех опорных элементов, получают общий и уточненный слепок;
— после этого выполняется ряд манипуляций со слепками, которые позволяют получить точную заготовку;
— в подготовленную форму заливается расплавленный металл, после его застывания проводится обработка, подгонка, корректировка по необходимости.

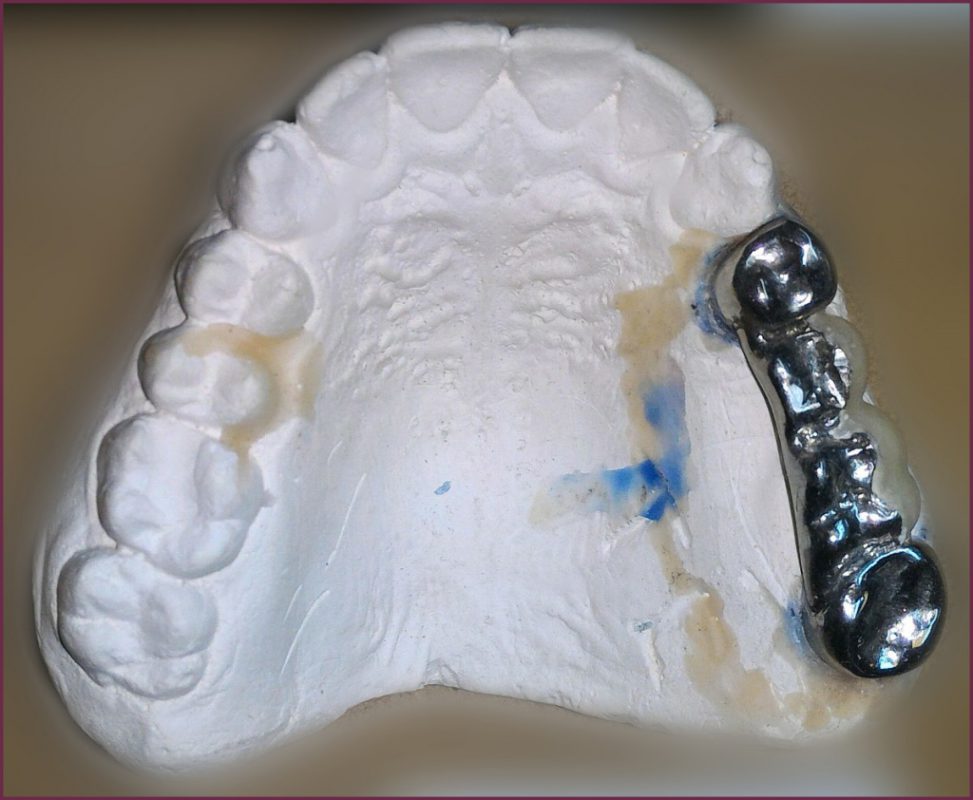
Мостовидный протез задействует искусственные единицы в качестве опоры, промежуточная часть между опорами располагается так, чтобы не ослаблять структуру. При опоре на естественные единицы нагрузки при эксплуатации равномерно передаются на пародонт. Система в виде моста чаще всего применяется для реставрации отдельных передних единиц.
Важной частью процессы выпуска моста является необходимость спайки его составных. От качества проведения процесса зависит функциональность и надежность конечной конструкции, комфорт ее эксплуатации и скорость привыкания.
Показания и противопоказания для протезирования литыми структурами в первую очередь требуют анализа состояния зубных рядов и отдельных компонентов. Важно оценить протяженность дефекта, подходит метод для средних и малых дефектов, а так же на концевых участках рядов. В последнем случае мостовидная структура имеет только одностороннюю опору. Классификация материалов в ортопедической стоматологии позволяет подобрать оптимальный вариант для определенной ситуации.
Учитывать нужно следующие аспекты:

— состояние пародонта опорных элементов, которые расположены по краям от дефектной области;
— зубы должны быть устойчивыми, что обычно означает, что пародонт здоров. Если компоненты подвижны, значит ткани пострадали, изменения происходят глубоко в структуре, потому нужно их тщательно оценить и проанализировать;
— даже устойчивость единиц не свидетельствует о состоянии пародонта. Может потребоваться дополнительное рентгенологическое обследование в случае наличия ряда признаков: обнажение шеек, патологические костные и десневые карманы, гингивит;
— если пломбы, коронки, установленные ранее, имеют повреждения, дефекты, стерлись, изменили эстетические показатели, то причины и возможные последствия так же следует подробнее оценить, при необходимости удалить или заменить структуры.
Проводить работы описанного уровня хорошо помогает диагностическая модель, она же необходима для оценки окклюзионных положений. Особого внимания требуют мосты с односторонней опорой, так как пародонт может серьезно пострадать при задействовании описываемых структур на жевательном участке.
Актуально применять односторонние системы в случаях, когда нет возможности установить съемные аппараты, но в этом случае антагонистами протезной системы должны быть единицы съемного протеза.

Качественная структура этого класса будет получена только при задействовании двух зубов в форме опоры, искусственные компоненты не должны быть больше премоляров.
Окклюзионные отношения тщательно оцениваются и выравниваются для получения надлежащего результата. Тело структуры должно иметь не меньше одной искусственной единицы.
Противопоказания для литых конструкций следующие:
— если дефекты задействуют слишком много зубов, а ограничиваются компонентами с различным направлением волокон периодонта;
— опорные компоненты подвижны, коронки слишком низкие;
— если коронки опорных элементов слишком высоки, а корни уходят неглубоко. В этом случае зубам просто может не хватить прочности закрепления в тканях, чтобы выдержать нагрузки.
Цены мостовидных структур варьируются аналогичным образом, что и любые протезные системы. Цена может сильно измениться, если необходимо создавать опорные элементы или при сложных случаях. К примеру, за один имплантат стоимость начинается от 20 тысяч.
Подведем итоги

Исходя из основных аспектов, перечисленных выше, выведем несколько тезисов, которые позволят объективно оценить параметры и перспективы развития рассмотренных методик реставрации зубных рядов:
— литые компоненты демонстрируют меньший риск возникновения электрохимических реакций. В этом случае структура сплава однородна, потому не появляется привкус металла во рту, нет неприятных ощущений, изменений цвета и состояния тканей;
— литье точнее, шейка зуба схватывается надежно и не происходит травмирования мягких тканей. Дефекты возмещаются наиболее полно, сокращается время привыкания и дискомфорт на всех этапах использования;
— зубные протезы допускается облицовывать пластиком или керамикой. В этом случае достигается лучший эстетический результат, а так же повышается устойчивость основы к коррозийным процессам, воздействию активных сред. Результатом становится увеличение сроков службы реставрации;

— литьевые технологии при внедрении в практику стоматологов и лабораторий позволяет упростить работу, сократить ряд этапов выпуска и обработки, что касается как клинических, так и лабораторных работ. Это приводит к существенному удешевлению и повышению качества готовых изделий, однако, значительная часть аспектов зависит от умения и оснащенности техника;
— цельнолитые протезы не требуют в процессе выпуска использования активных и потенциально опасных веществ, как кислоты и щелочи. Это значительно упрощает работу техников, исключает риски и вред для здоровья персонала, контактирующего с материалами.



