О штанцформах
 Штанцформа, вырубной штамп (штанцевальная форма) представляет собой оборудование, использующееся в полиграфической промышленности (упаковочные материалы, полиграфическая, рекламная, POS-продукция) для вырубки из различных листовых материалов (бумаги, картона, полимеров и т.д.) серийных изделий различной формы например заготовок под упаковку. Работает штанцформа путем давления или по иному высечки.
Штанцформа, вырубной штамп (штанцевальная форма) представляет собой оборудование, использующееся в полиграфической промышленности (упаковочные материалы, полиграфическая, рекламная, POS-продукция) для вырубки из различных листовых материалов (бумаги, картона, полимеров и т.д.) серийных изделий различной формы например заготовок под упаковку. Работает штанцформа путем давления или по иному высечки.
Штанцформа — это система, состоящая из фанерной основы (из твердых пород деревьев — бука, дуба, клена, березы) пригодной для лазерной резки или пластика с установленной на ней биговальными, режущими или перфорационными линейками и другой штанцевальной оснасткой.
— Режущие (резательные) линейки высекают, вырезают контур заготовки
— Перфорационные линейки используются для просечки линий отрыва
Вдоль контура режущих, перфорационных и других линеек, проникающих при штанцевании вглубь обрабатываемого материала, на рабочую (обращенную к обрабатываемому материалу) поверхность основания клеями специальных типов приклеиваются выталкивающие (эжекторные) материалы. Они могут иметь различный профиль сечения, быть изготовлены из различных материалов (резина, пробка, специальные материалы) с различными характеристиками твердости и временем релаксации. Применение конкретного эжекторного материала определяется характеристиками обрабатываемого материала, а также типом и производительностью штанцевального оборудования.
Штанцформы бывают ротационные и плоские.
Ротационные штанформы (вырубной штамп) представляет собой полумуфту определенного диаметра. Ротационная штанцформа используется для высокоскоростной высечки. Стоимость изготовления ротационного вырубного штампа выше, чем стоимость планшетных (плоских) штанцформ, поскольку их изготовление более трудоемко. Зато их достаточно высокая цена компенсируется высочайшей производительностью и способностью выдерживать до миллиона циклов. Плоская штанцформа состоит из плоского основания с прорезанными в нем пазами, в которые вставлены режущие, биговальные и другие специальные типы стальных линеек.
 Штанцевание может включать в себя процессы высечки, перфорирования, рицевания, бигования и тиснения, а также их различные комбинации.
Штанцевание может включать в себя процессы высечки, перфорирования, рицевания, бигования и тиснения, а также их различные комбинации.
Высечка – сквозное прорезание обрабатываемого материала режущей линейкой штанцформы по непрерывной линии.
Перфорирование – сквозное прорезание материала по прерывистой линии, характеризующееся чередованием прорезей и пробелов постоянной величины (шагом перфорации «пробел/рез»).
Рицевание – частичное прорезание материала режущей линейкой меньшей, чем в случае высечки, высоты. Такие линейки часто называют рицовочными.
Бигование – процесс формирования на обрабатываемом материале «П»-образного выступа (в сечении), предназначенного для создания линии сгиба высеченной заготовки.
Тиснение – формирование рельефа на материале. Оно может быть конгревным и блинтовым. В процессе блинтового тиснения рельеф формируется за счет вдавливания в толщу материала выступающими элементами клише, при этом оборотная сторона материала опирается на плоскую ровную поверхность и остается ровной и плоской. При конгревном тиснении материал выступами контрматрицы вдавливается во впадины матрицы. При этом толщина самого материала не изменяется, то есть не происходит сдавливания.
Сменный инструмент, изготовленный по оригинальной конфигурации, соответствующей конкретной работе по штанцеванию материала, принято называть штанцевальной оснасткой (оснасткой для штанцевания). Упомянутые штанцевые формы (далее «штанцформы») и биговальные контрматрицы (или каналы) являются лишь одним из компонентов комплекта штанцевальной оснастки, используемого на оборудовании, осуществляющем автоматическое штанцевание, удаление отходов и разделение высеченных заготовок.
Биговальная контрматрица.
Биговальной контрматрицей называется специальное устройство, являющееся ответной частью биговальных линеек плоской штанцформы. Как правило, на каждую часть штанцформы, соответствующую одному высекаемому изделию (при многоместной штанцформе), изготавливается отдельная контрматрица. Таким образом, один комплект биговальных контрматриц составляет количество, равное числу расположенных на штанцформе изделий (мест) плюс некоторое количество запасных контрматриц. Заказчик может заказать несколько комплектов контрматриц. Биговальные контрматрицы изготавливаются фрезерованием из специального листового материала пертинакс, имеющего клеевой слой, защищенный силиконовой бумагой. Пертинакс представляет собой многослойный армированный специальной тканью пластик и может иметь различную толщину (от 0,3 до 1,0 мм) в зависимости от толщины материала, предназначаемого для бигования с помощью данной контрматрицы. Габаритные размеры и конфигурация контрматриц зависит от конструкции конкретного изделия, которое будет высечено с их помощью.
Биговальный канал представляет собой специальное устройство ленточного типа. Биговальный канал состоит из направляющего пластикового устройства, собственно биговальной канавки со скошенными внешними кромками, стального или тонкопленочного пластикового основания с клеевым слоем и защитной силиконовой бумаги. Бортики биговальной канавки могут изготавливаться из различных материалов: пластика, прессшпана. В зависимости от назначения биговальный канал может располагаться несимметрично относительно оси симметрии сечения биговальной линейки, а также быть сдвоенным (две параллельные биговальные канавки на одном основании).
Штанцформа-что это такое и для чего нужно?

Штанцформа… Что это за явление, и зачем оно необходимо? Штанцевальная форма (именно так «расшифровывается» термин) – это оборудование, которое активно используется в полиграфической промышленности для создания разных наименований:
Такие формы облегчают решение задач по вырубке серийных изделий с разной формой из разных материалов:
Функционирует штанцформа через давление для получения высечки.
Штанцформа: знакомство с устройством
Продолжаем знакомиться со штанцевальной формой: это система, которая состоит из фанерной основы. Основа, в свою очередь, всегда изготавливается из твердых пород дерева:
Форма пригодна для лазерной резки, и на ней устанавливаются биговальные линейки, перфорационные или режущие. Также может присутствовать другая штанцевальная оснастка, расширяющая спектр возможностей применения:
Разновидности вырубного штампа и решаемые задачи
Существует 3 основных разновидности штанцформ:
Операция штанцевания может включать в себя разные процессы:
То есть использование такого инструмента существенно расширяет полиграфические возможности.
ТОП преимуществ штанцформ
Можно выделить несколько объективных преимуществ такого способа вырубки, что и сделало их такими востребованными на рынке:
Огромный плюс в том, что можно заказать штанцформы для дальнейшей эксплуатации на любом оборудовании с изделиями любого размера, выполненными из разных материалов:
Можно создать штам вырубку индивидуально для решения любой задачи, даже самой нетрадиционной и сложной.
Штанцформы: материал и проектирование
Качество материалов, используемых при изготовлении штанцформы и профессионализм проектирования вырубной оснастки – составляющие эффективного производства картонных коробок.
Что делает картонную коробку отличной упаковкой – экономной, вместительной, эргономичной, привлекательной?
Этот вопрос всегда актуален и находится в центре внимания гофропроизводителей и отвечает за это грамотно сконструированная и эффективно произведенная вырубная оснастка.
А уникальная штанцформа, дополненная, например, перфорацией для отрывной ленты и окошками, может оживить любую картонную коробку.
С одной стороны, картонные коробки должны быть удобными для транспортировки и обладать необходимой степенью защиты содержимого.
С другой стороны, картон должен выдерживать большой вес и возможное неправильное обращение при погрузке/разгрузке/наполнении.
Для этого можно применить для изделия пятислойный картон, меняя высоту линеек в штанц-форме.
Для производства штанцформ в ООО «Комупак» используются ножи европейского качества, позволяющие производить как высококачественные партии упаковки на плосковысечных автоматических прессах (плоские штанц-формы), так и большие тиражи на ротационных вырубных машинах (ротационные штанц-формы).
Используются ножи с разными видами заточки в зависимости от элемента упаковки: центральной, односторонней и фасетной. Также во главе угла стоит качество металла самих ножей. В ротационных штанцформах используют зубчатые ножи для быстрой резки, которая необходима для качественной эксплуатации в процессе ротационной высечки.
В ООО «Комупак» применяются ножи, произведенные в Европе, для плоских штанцформ, реже используются ножи, произведенные в США, они применяются в основном для изготовления ротационных штанцформ.
Высококачественная стальная линейка предотвращает притупление материала, чтобы облегчить надрез гофрокартона при серийном производстве коробок.
Одна из основных проблем, возникающих при изготовлении ротационной матрицы, связана с определением допусков. По существу вопроса, проблема заключается в окружности. Окружность штанцформы на кончике лезвия больше, чем в точке, где лезвие установлено, и, где это необходимо, должны быть сделаны допуски.
Рассчитать точные значения таких допусков, с точностью до десятых миллиметра, под силу специалистам ООО «Комупак». Расчет производится автоматически в ПО autoCAD программе, где опытный конструктор может дифференцировать разные виды линеек, определяя в каких именно местах на штанцформе, они должны использоваться.

Проектирование штанцформы является важным этапом в разработке макета картонной коробки для серийного производства. Развертки изделий из картона или других высекаемых материалов чертят в CAD программах.
Нагрузки на дно и стенки закладываются конструктором на этапе проектирования упаковки в соответствии с техническим заданием, который определил сам заказчик исходя из продукции, которую он планирует упаковывать. На основе готового образца создается штанцформа, обеспечивающая соответствующее, согласованное качество конечной упаковки.
Коммерчески эффективное штанцевое оборудование «Комупак» обеспечивает работу гофропроизводителей без производственного брака, высококачественные стальные линейки создают великолепно детализированные картонные коробки, а так же большие тиражи.
Эти факторы имеют большое значение для повышения конкурентоспособности гофропроизводителей.
Компью А рт
Ничего не поделаешь, но в немецко-русских словарях твердое слово Stanze (штамп) стоит между глаголом stänkern (вонять) и существительным der Stapel (куча). А теперь поиграем в слова, соединяя их по смыслу. Итак, курильщик, доставая из пачки последнюю сигарету и закуривая ее, дымит на весь коридор, а из выброшенных пачек на свалках крупных мегаполисов образуются огромные кучи. Чем не сюжет для социальной рекламы?
О сигаретах мы вспомнили неслучайно, ведь, по словам генерального директора фирмы «Растр-технология» Евгения Кульбацкого, именно крупные производители табачных изделий определяют сегодня требования к штампованной продукции с точки зрения дизайна и защиты от контрафакта. И главную роль в этом должен играть высокий технологический уровень изготовления штанцевальных форм.
Можно предположить, что по уровню сложности за упаковкой сигарет идет упаковка духов, колготок и, конечно, бело-черно-красная упаковка останкинских пельменей.

КомпьюАрт: Выгодно ли сегодня в России заниматься производством вырубных форм для изготовления упаковки?
Евгений Кульбацкий: Емкость российского рынка бумажнокартонной упаковки в настоящее время оценивается примерно в 1,1 млн долл. в год с постоянной тенденцией к росту.
Вырубные, а правильнее говорить — штанцевальные, формы можно, конечно, делать и «на коленке», используя молоток, пассатижи и лобзик. Так и происходит в типографиях, имеющих ремонтные цеха. В них прос-тое оборудование позволяет сделать штанцформу для не претендующего на качество заказчика. Но для работы с серьезными или точными заказами необходимо высокое качество штанцформы, которое достигается большими инвестициями в развитие производства.
Самым сложным является изготовление штампа для сигаретной упаковки. Для организации такого уровня производства требуется порядка 2 млн евро инвестиций. Если же делать элитную упаковку, то эту сумму нужно удвоить. Например, лазерная установка для раскроя неметаллических заготовок стоит около 500 тыс. евро, а водорезка для эжекторной резины —150 тыс. евро. Теперь серьезному заказчику также нужно предъявить сертификат ISO 9001/2008. При таком подходе достигается гарантированная точность высечки и тиражестойкость штанцформы от миллиона циклов.

КА: Давайте дадим определение штанцевальной формы с точки зрения ее изготовления.
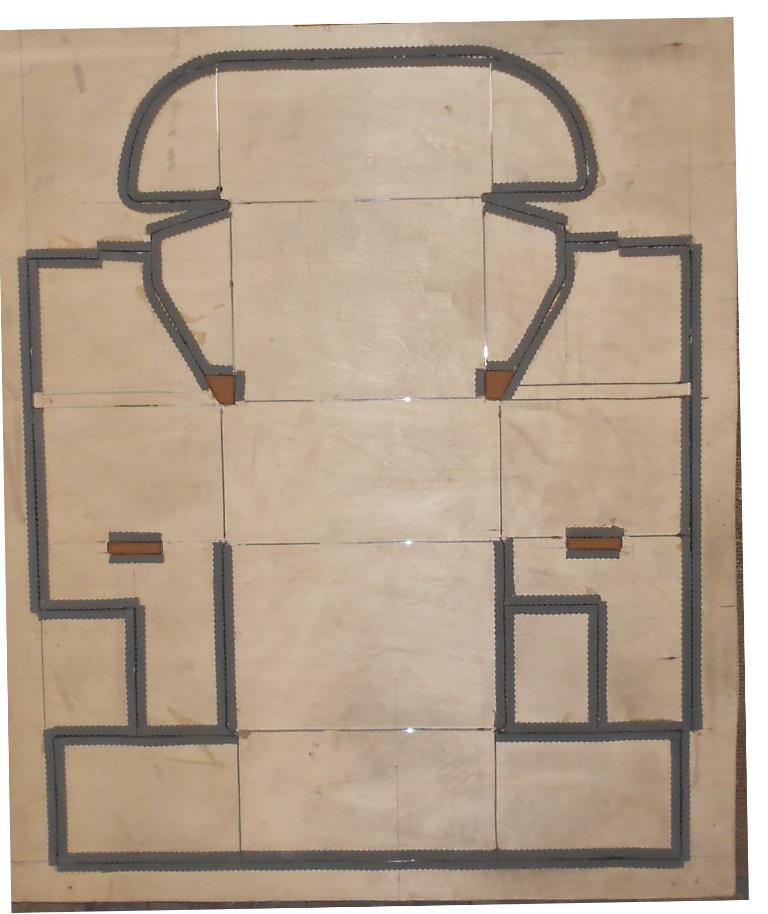
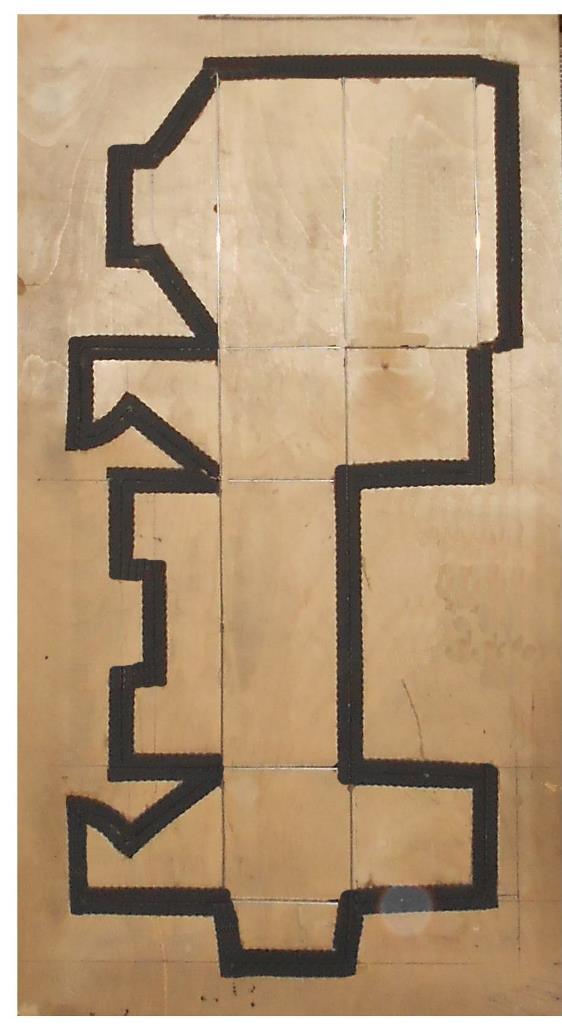
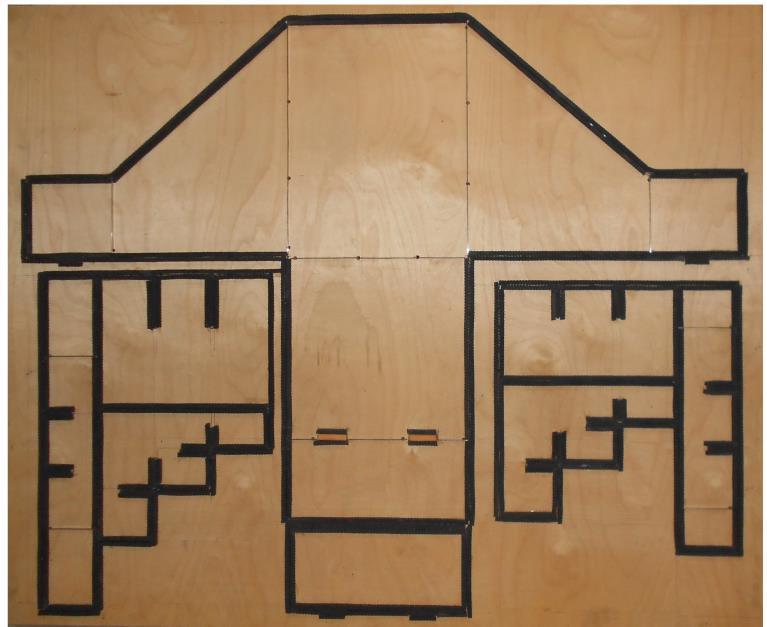
Е.К.: Под штанцевальными подразумевают формы, изготовленные из стальных линеек, носителями для которых являются фанера, пластик, а также другие композиционные материалы. Формы подразделяются на плоские (рис. 1) и ротационные (рис. 2). У ротационных большая скорость работы по сравнению с плоскими, но зато плоские формы дают более сложный крой, биговку, тиснение (йогуртовые или пивные лотки и уже упоминавшаяся сигаретная упаковка).
Также существуют и технические штанцформы, которые сегодня переживают подъем. Они нужны для вырубки нетрадиционных материалов: пленки, резины, кожи, например для автомобильной промышленности. Но вернемся в полиграфию.
Рис. 1. Плоская штанцформа

Рис. 2. Ротационная штанцформа
КА: А в нашей стране больше применяется ротационная или плоская высечка, например при производстве гофротары?
Е.К.: В России, как и в Италии и Испании, наблюдается крен в сторону ротации. В Германии больше плоской высечки. Любопытно отметить, что в российских предприятиях по производству гофротары установлено оборудование для ротационной высечки от разных производителей. Для него требуются формы с разным диаметром цилиндров — всего порядка 60 диаметров. В то же время в США процесс высечки стандартизован — нужен всего один диаметр цилиндра.

Евгений Кульбацкий, канд. физ.-мат. наук, генеральный директор фирмы «Растр-технология»
КА: Технологу типографии, который составляет чертеж будущего изделия, и механику, меняющему ножи, не помешает напомнить конструкцию штанцевальной формы…
Е.К.: На схеме штанцформа показана в разрезе вместе с ответной поверхностью и обрабатываемым материалом (рис. 3). Здесь важно пояснить, что обычно штанцевальная форма поставляется в комплекте оснастки, в который также входит оснастка для секций удаления облоя и разделения заготовок.
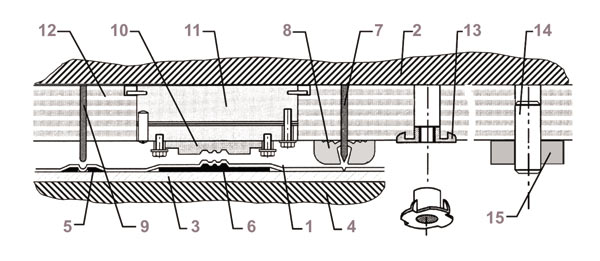
Рис. 3. Схема штанцформы
Лист картона 1 подается между штанцевальной формой, опирающейся на несущую металлическую плиту 2, и ответной металлической контрпластиной 3, закрепленной на поверхности ответной плиты 4. На поверхности контрпластины 3 закреплены ответные элементы штанцформы 5 и 6.
При взаимном перемещении плит пресса происходит соприкосновение штанцформы и контрпластины по кромкам режущих линеек (ножей) 7, которые высекают внешний контур кроя заготовки. Для выталкивания картона с лезвия ножей применяется эжекторный материал (резина) 8. Одновременно с высечкой происходят также процессы бигования и рельефного тиснения картона: биговальная линейка 9 формирует профиль биговки посредством вдавливания картона в канал биговальной матрицы 5, а клише (матрица) 10, закрепленное на специальной вставке 11 в основании штанцевальной формы 12, формирует на картоне рельеф при контакте с контрклише (матрицей) 6.
Кроме перечисленных деталей, в основание штанцформы могут быть вмонтированы и другие детали, например так называемые T-образные гайки 13 для крепления штанцформы или цилиндрические штифты 14 с резиновыми кольцами 15, предназначенные для позиционирования при монтаже контрбиговальных матриц.
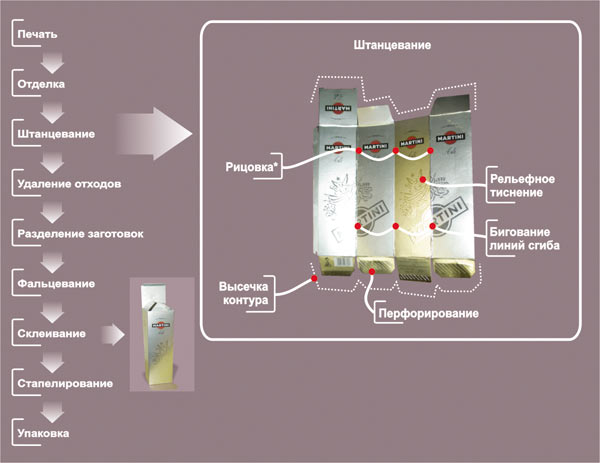
Процесс заказа комплекта оснастки показан на рис. 4.

Рис. 4. Заказ комплекта оснастки
КА: На каком оборудовании в типографиях происходит высечка изделий, и каков уровень автоматизации этого процесса?
Е.К.: Начну с автоматизации. Несколько технологических операций — от печати до склеивания — в принципе, могут объединяться для выполнения в одной автоматической линии. Аппараты подобного типа принято называть inline. Такое построение операций в автоматическую поточную линию характерно для производства картонных коробок в промышленных масштабах большими тиражами (например, табачная упаковка). В случае выпуска картонажными предприятиями большой номенклатуры различных коробок при сравнительно больших тиражах более целесообразным является использование машин, выполняющих отдельные операции: печать, отделку (например, горячее тиснение фольгой), штанцевание с удалением отходов и разделением заготовок, фальцевание со склеиванием и т.д. Такие машины принято называть offline. Штанцевание, совмещенное с автоматическим удалением отходов и разделением заготовок, чаще выполняют на offline штанцевальных автоматах, которые можно разделить на ротационные и плоско-высекальные.
Для плоской высечки наибольшее применение получили тигельные машины, как самые универсальные. Напомню, что тигелем принято называть подвижную металлическую плиту, несущую обрабатываемый материал, а талером соответственно — неподвижную плиту, несущую штанцевальную форму. По этому принципу построено большинство тигельных штанцавтоматов, в которых штанцформа закреплена на неподвижном талере. Однако есть и машины, в которых движется плита, несущая штанцформу, либо движутся обе несущие поверхности. Но объединяющим для всех подобных аппаратов является принцип действия: контакт плоской штанцформы с плоской контрплитой одновременно по всей поверхности. Замечу, что в плане изготавливаемого под конкретный тираж штанцевального инструмента inline- и offline-машины имеют принципиально различающиеся секции тигельной высечки. Так, в первом случае владелец машины заказывает в специализированной компании только штанцевую форму и контрбиговальные элементы (матрицы или пластину). Последующие операции удаления отходов и разделения заготовок выполняются в такой машине с помощью машинной перенастраиваемой оснастки. В случае же листовых offline-машин, имея в своем распоряжении набор машинной оснастки для всех секций машины (кроме штанцевальной), оператор пресса, в принципе, может воспользоваться им, если конфигурация внешней границы высекаемого кроя упаковки достаточно проста (как правило, прямоугольной формы). В противном случае возникает необходимость в услугах специалистов по изготовлению штанцевальной оснастки.
Схожие процессы происходят и при штанцевании на ротационных машинах. Ротационная, так же как и плоская, форма состоит из основания (фанерные полуцилиндры), вставленных в прорезанные в нем пазы стальных линеек различного типа и приклеенных на поверхность основания эжекторных материалов.
КА: Давайте на примере конкретной упаковки продемонстрируем возможности технологии штанцевания.
Е.К.: Процесс производства складных коробок из картона и гофрокартона представляет собой совокупность выполняемых в строго определенной последовательности наиболее распространенных в полиграфии технологических операций (рис. 5): печать изображения и текста, отделка внешней запечатанной поверхности, штанцевание, удаление технологических излишков материала (отходов, облоя), отделение друг от друга индивидуальных заготовок коробок (раскроя), фальцевание, склеивание швов, стапелирование и упаковка заготовок коробок.
КА: Теперь поговорим о качестве. Что такое качественная высечка, и какие материалы лучше использовать при изготовлении штанцформ?
Е.К.: В понятие «качество» по отношению к штанцформам и ответным частям вкладывается совокупность их свойств и параметров, позволяющих потребителю получить упаковку с такими заданными характеристиками, как:
И всё это при максимально возможной производительности штанцевального оборудования. Кроме того, обязательным компонентом качества нужно считать применение при изготовлении штанцформы и ответной части материалов и технологий, оптимальным образом удовлетворяющих требуемой точности их изготовления, а также необходимой тиражестойкости. Хороший производитель оснастки должен предложить клиенту оптимальный вариант ее исполнения, минимизирующий издержки.

Установка TwinLas 2115-R DC (Marbach) для раскроя неметаллических заготовок стоимостью 500 тыс. евро
Сегодня на мировом рынке предлагаются разнообразные хайтек материалы и технологии, гарантирующие превосходное качество получаемой упаковки, длительный срок ее службы и максимальную производительность штанцевального оборудования (рис. 6).
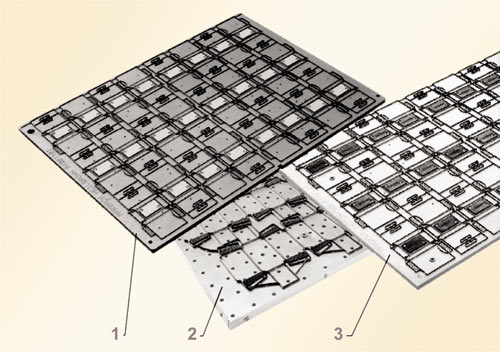
Рис. 6. Штанцевальные формы с различными основаниями: 1 — фанера, 2 — сталь (Sandwich), 3 — многослойная стеклоткань с наполнителем (Duramar)
Наиболее распространенным материалом для основания штанцформ является фанера твердых пород дерева (береза, клен, бук). Она получила широкое распространение благодаря дешевизне, хорошей обрабатываемости (механическим или лазерным излучением) и экологической безопасности. Сегодня ведущие российские производители штанцформ применяют лазерную технологию обработки фанеры.
Но фанера как материал обладает рядом серьезных недостатков:
Перечисленные дефекты фанеры заставляли специалистов искать альтернативные материалы с того момента, как стали применяться лазеры (начало 70-х годов прошлого века).
Технико-экономические характеристики штанцевальных форм с основанием из различных материалов
основания
штанцформы
Примерная
стоимость, евро (для сравнения)
Тираже-
стойкость,
млн ударов
Относительная стоимость замены линеек после 1 млн ударов, %
Возможное число замен линеек
Технологии изготовления штанцформ
Сегодня на производстве упаковочной тары используют штанцформы для картона. Они позволяют увеличить скорость выпуска продукции, сократить затраты и улучшить качество товара.
Что такое штанцевание и вырубной штамп
Штанцевание — процесс высекания фигурного контура на бумажном материале при помощи острых ножей. Для этого потребуется штанцформа — специальное оборудование, предназначенное для массового производства упаковки из бумаги, картона, гофрокартона и микрогофрокартона. Ее основу составляет фанера из твердых пород дерева, так как подходит для лазерной резки. Вырубной штамп для картона — инструмент, используемый в прессах для вырубки. Штамп вырубка помогает превратить обычный лист в готовое изделие в развертке для последующей сборки. Станки работают по принципу давления. При нажатии на картон получается изделие. Для создания линий разного назначения, устанавливают штанцевальные линейки:
На фанере делают пропилы лазером. Высокоточность лазерной установки позволяет получить точные по длине и толщине прорези. В эти прорези вставляют штанцлинейки, которые спроектированы по форме будущего изделия. Данная процедура проводится вручную или с использованием роботов-автоматов.
Этапы изготовления штанцевальных форм
В самом начале нужно разработать макет. Этим занимается дизайнер. Он делает макет высечки с припусками в 2-3 мм. На рисунке отмечают места биговки, перфорации, надсечек. Готовый макет распечатывают и пробуют собрать. Это позволяет исключить брак при изготовлении реальной упаковки.
Проектирование — важный этап. От него зависит качество и эргономичность будущего изделия. Даже небольшой просчет приводит к снижению параметров по надежности и прочности тары. Поэтому данному этапу уделяют достаточное количество времени и внимания. После получения и согласования макета переходят к самой процедуре получения заготовки.
Процесс штанцевания бывает двух видов:
Оба способа создают красивые и плавные очертания. Подходят для обычного и гофрированного картона, разного типа бумаги, пластика. Позволяют воплотить любые дизайнерские задумки.
Технология штанцевания сложна и требует учета многих аспектов:
Где применяется данная технология
Есть определенные сферы деятельности, которым не обойтись без изготовления штанцформ. Особенно это актуально в полиграфии для создания открыток, рекламных материалов, подарочных коробок. Также для производителей продуктов и техники, которым нужно упаковывать свой товар в оригинальную тару. Штанц формы необходимы для точного воспроизведения изгибов и контуров спроектированного макета.
Где можно заказать вырубную оснастку
Чтобы получить упаковку высокого качества, нужно приобрести хорошее технологичное оборудование. От техники зависит точность размеров и формы, аккуратность и надежность сборки. Стоит оно не дешево. К тому же, изготовление вырубных штампов — сложный технологический процесс. Он требует определенных знаний, навыков и опыта. Перед началом работ нужно составить проект, правильно выставить все ножи и линейки.
Сейчас нет необходимости заниматься закупкой, установкой и работой за оборудованием. Многие производственные компании предлагают услуги по изготовлению штанцформ для вырубки. Одна из таких компаний, которая представлена на рынке уже очень давно — «Кристалл». Здесь выполнят проект любой сложности и объемов. Работы ведут на станках ведущих зарубежных производителей с ножами высшей марки стали.
Заказывайте вырубную оснастку у профессионалов. Это сэкономит ваш бюджет и время. А в результате за не большие деньги вы получите готовое изделие хорошего качества.



