Вакуумная инфузия в производстве композитов. Часть I. (теория, технология, материалы и компоненты).
![]()
Вакуумная инфузия — это следующий шаг в эволюции тех. процесса производства композитов после вакуумного мешка. В отличии от последнего, пропитка всех слоев армирующего материала (стеклоткань, стекломат и т.п.) связующим (смола) происходит без ручной работы кистью.

Принципиальная схема процесса выглядит так
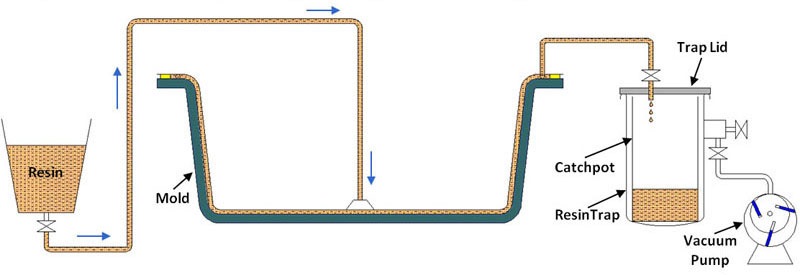
Инфузионная система состоит из нескольких элементов:
1. Матрица детали/изделия. Ее важнейшим элементом является обортовка. Это площадка шириной 7-10 см по периметру матрицы. Ее функциональное назначение – монтаж каналов: подачи связующего, вакуумного. К обортовке крепится вакуумная пленка.
2. Ловушка для смолы. Это герметичная емкость предназначенная для сбора излишков смолы, образующихся в результате неравномерности пропитки армирующих материалов. Ловушка защищает вакуумный насос от попадания в него смолы. Иногда ловушка совмещается с регулятором глубины вакуума.

3. Вакуумный насос. Создает разряжение в системе, обеспечивая равномерное прижатие материалов в матрице и эффект всасывания связующего.
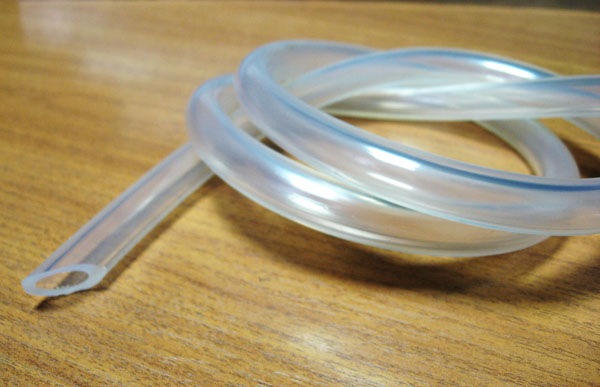
4. Арматура. Трубки и фитинги вакуумного канала и канала подачи связующего.



Набор материалов в матрице.
Материалы в матрице можно разделить на армирующие и вспомогательные.
Армирующие – лежат в основе будущего ламината и определяют его итоговые свойства.
Вспомогательные – необходимы для обеспечения проведения процесса инфузии, а по завершении удаляются с ламината/изделия.
В инфузионной системе весь набор армирующих и вспомогательных материалов укладывается в сухом виде и сразу!
Количество армирующих материалов определяется толщиной изделия которую нужно получить. Для точного набора материалов (количества слоев ткани с учетом их плотности), определения последовательности их расположения и скорости пропитки проводят тестовый инфузионный процесс заложив в систему наборы материала в разной конфигурации. По результатам выбирается оптимальный набор материалов, а также пропорция смолы и отвердителя с учетом ее жизнеспособности, так чтобы ее хватило на пропитку всего изделия.
Армирующие материалы можно разделить на группы:
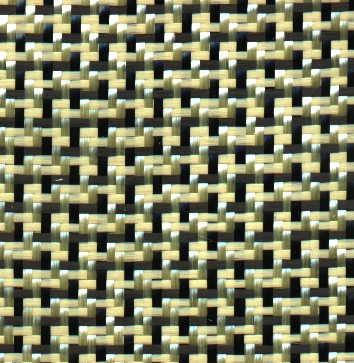
1.Стеклоткани, стеклоровинговые ткани, стекломаты, стекловуали и т.п.
2.Углеткани.
3.Арамиды (кевлар).
4.Базальтовые ткани.
5.Гибридные ткани. Арамидно-базальтовые. Арамидно – карбоновые миксы.

Сочетание в наборе армирующих материалов зависит от того какой по свойствам мы хотим получить в итоге ламинат.
Ткани имеют разные типы плетения. Плетение влияет на прочность. Например, имеем пластину из ткани А, если ее пытаться сломать по плетению потребуется приложить меньше усилий чем поперек плетения. С учетом таких особенностей, в наборе, ткани следует располагать плетением в разных направлениях (мультиаксиально) в целях обеспечения равномерной прочности готового ламината.
Для межслойной фиксации армирующих материалов применяют специальный клей в аэрозоле. Он растворим смолой.
Жертвенная ткань. Она не имеет адгезии к смолам и формирует ровную внутреннюю поверхность изделия. После отверждения, снимая с детали жертвенную ткань можно сразу убрать весь набор.

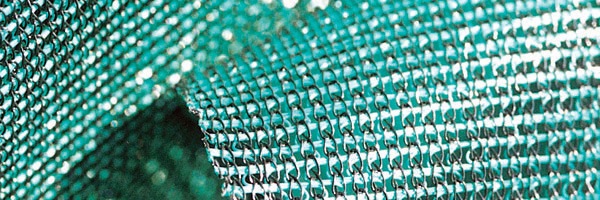
Проводящая сетка. Необходима для отвода воздуха и подвода смолы к армирующим материалам.


Предполагает расположение точек подачи смолы и вакуумного каналов в целях равномерного и полного пропитки армирующего материала. Для больших деталей стратегия диктует последовательность и время начала подачи связующего в каждую точку.

Основные схемы стратегий.
Параллельная. Противоположное расположение канала подачи связующего и вакуумного канала. Движение смолы от одной стороны к другой. Недостаток, возможно натекание воздуха по периметру матрицы.
Кольцевая. Вакуумный канал располагается по периметру матрицы, а точки подачи расположены внутри вакуумного кольца. Движение смолы от центра к периметру. Натекание воздуха исключается поскольку вакуумный канал замыкает систему в кольцо.
Инфузионный процесс предъявляет особые требования к связующему. Важнейшими являются низкая вязкость, низкий экзотермический пик и жизнеспособность.
Чем связующее менее вязкое, тем оно быстрее пропитывает набор армирующих материалов. Поэтому в инфузии применяют смолы с низкой вязкостью.
Как известно, отверждение смол сопровождается выделением тепла (экзотермическая реакция). К характеристикам смолы относят – экзотермический пик, т.е. максимальная температура достигаемая при отверждении. Поскольку смолой будет пропитываться сразу весь набор армирующих материалов толщина которых может достигать 10мм высокая температура экзотермического пика может разрушить матрицу, расплавить пластиковые трубки, пленку и вообще является пожароопасной, для инфузии разработаны специальные смолы с низким экзотермическим пиком.
Жизнеспособность особенно важна при пропитке больших изделий. Для них важно чтобы процесс был завершен до начала желатинизации. В инфузии применяют связующее с длительным временем полимеризации.
Технология вакуумной инфузии / vacuum infusion process

Технология вакуумной инфузии
ОПИСАНИЕ
Вакуумная инфузия это процесс пропитки армирующих материалов связующим с помощью разряжения, возникающего из за разницы давлений между окружающей средой и загерметизированной формой находящейся под вакуумом.
При использовании вакуумной инфузии можно получить изделия высокого качества. Сама же технология имеет следующие характеристики:
ИСПОЛЬЗУЕМЫЕ МАТЕРИАЛЫ
КОНСТРУКЦИЯ МЕШКА
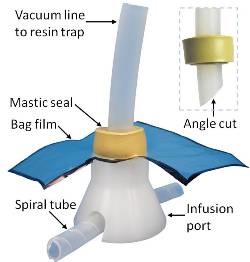
Это специальная, сплошная липкая лента для инфузии. Предназначена для фиксации полиэтиленовой спиральной трубки, которая обеспечивает циркуляцию воздуха под вакуумной плёнкой во время процесса инфузии смолы.
Жгут обеспечивает высокую прочность присоединения вакуумного мешка с поверхностью матрицы, шлангами и штуцерами выходящими из под вакуумного мешка.
Полиэтиленовая спиральная трубка – обеспечивает циркуляцию воздуха под вакуумной плёнкой. Через неё откачивается воздух и под создаваемым разрежением всасывается смола, заполняя армирующие материалы (как правило замыкается в кольцо).
Жертвенная ткань служит как разделительный слой между изделием и вспомогательными материалами инфузии. Без использования жертвенной ткани невозможно отделить от детали распределительную сетку и профиль для подачи смолы.
Сетка, разработана для быстрой и эффективной пропитки смолой армирующих материалов.
PE / PA / PE многослойная композитная пленка, абсолютно герметичная, бесцветная, прозрачная, многоразового использования, самоотделяющаяся. Вакуумная плёнка способна выдерживать достаточное разрежение необходимое для инфузии смолы
Правильный расчёт необходимого размера вакуумного мешка является критически важным фактором. Неправильный размер вакуумного мешка может привести к натяжениям, что может стать причиной разрыва плёнки в процессе пропитки либо отверждения.
ФОРМОВАНИЕ ИЗДЕЛИЯ
Процедура изготовления изделия ручным формованием проходит в несколько этапов.
Первый этап – подготовительный:

Поверхность оснастки будущего изделия очищают и наносят разделительный состав. После этого на оснастку наносится декоративный слой – гелькоут.
Гелькоут формирует наружную поверхность будущего изделия, задавая цвет, однородную фактуру и обеспечивая защиту от воздействия внешних факторов (ультрафиолет, вода, химические реагенты и пр.). Нанесение гелькоута не является обязательной процедурой. В некоторых случаях, формование изделия вполне возможно и без него. Например, при изготовлении карбоновых пластин, чаще всего, материал укладывается прямиком на поверхность оснастки.
При изготовлении карбоновых изделий сложной формы нанесение гелькоута желательно, т.к. это поможет сократить расходы при финишной обработке деталей.
Второй этап – после частичной полимеризации гелькоута (до состояния «на отлип») переходят ко второму этапу – укладке армирующих тканей.
В оснастку в слой за слоем укладывается предварительно раскроенный армирующий материал. При этом для того что бы ткань оставалась плотно прижатой применяют спрей клеи временной фиксации (AEROFIX, INFUTAC).
Критически важным моментом является качественное, равномерное прижатие ткани по всей поверхности оснастки. Особое внимание уделяется углам. Если слои армирующего материала не будут плотно прилегать к оснастке и друг к другу образуются пустоты, которые в лучшем случае будут заполнены связующим, что может привести к снижению прочности элемента а в худшем образуют полости – концентраторы напряжений.
Третий этап – укладка технологического слоя.
 Затем, укладывается технологический слой: жертвенная ткань, перфорированная пленка, проводящая сетка. Укладываются линии подачи связующего и вакуумные лини – линии эвакуации воздуха и излишков смолы.
Затем, укладывается технологический слой: жертвенная ткань, перфорированная пленка, проводящая сетка. Укладываются линии подачи связующего и вакуумные лини – линии эвакуации воздуха и излишков смолы.
Обычно линия эвакуации воздуха и излишков смолы – спиральная трубка, укладывается по периметру оснастки в виде кольца.Если в работе используется трубка MTI ®, то ее стараются выностить как можно дальше, на перефирию фланца, для отдаления момента падения разряжения при заполнении формы связующим.
Точно определить оптимальное расположение линий ввода смолы и эвакуации воздуха достаточно сложно. Опыт, тесты и запись – анализ предыдущих формований помогают минимизировать проблемы возникающие при работе с технологией вакуумной инфузии.
Четвертый этап – герметизация формы.
Далее укладывается вакуумная пленка и при помощи герметизирующего жгута форма герметизируется и вакуумируется. Важно иметь в вакуумной системе клапан регулировки степени разряжения, выставляя низкое разряжение на первоначальном этапе можно не торопясь, качественно распределить вакуумную пленку по поверхности формы.
Надо следить за тем что бы при вакуумировании формы не происходило натяжение пленки. Пленка должна лежать свободно и облегать без натяжения каждый сантиметр поверхности оснастки.
Затем завакумированную форму необходимо отключить от вакуумного насоса и оставить на время для проверки герметичности.
Мы рекомендуем замерять показания стрелки вакуометра в течении 45 минут. Обычно этого времени достаточно для контроля герметичности. Если же за указанное время стрелка поднялась на несколько делений, необходимо найти утечки. При этом форму “слушают” пытаясь по высокочастотному звуку обнаружить отверстие либо применяют специальный ультразвуковой прибор для обнаружения утечек вакуума. В любом случае, пока герметичность формы не подтверждена запускать связующее не рекомендуется.
Пятый этап – пропитка связующим.
Технология — вакуумная инфузия

Вакуумная инфузия — надежный способ создания изделий из карбона
Вакуумная инфузия сегодня — это наиболее перспективная технология получения деталей из композитных материалов. Она имеет недлинный, но очень приятный список преимуществ, а также недостатки, которые можно расценивать лишь как нюансы производства, ведь никто из-за них от метода не отказался — скорее, наоборот. Но о преимуществах и недостатках поговорим позже. Сначала — о сути и этапах технологии, чтобы избавить достоинства от налета рекламной помпезности.
В чем суть технологии вакуумной инфузии
Этот способ создания изделий из композитных материалов заключается в их формовке с последующей пропиткой связующим веществом за счет создания разряжения и, соответственно, возникающей разницы давлений с окружающей средой.
В ходе процесса пустόты в материалах заполняются смолой (связующим веществом), которое подается в жидком виде. После отверждения получается монолитный «пирог» — вернее, деталь, в которой намертво соединены слои армирующего материала.
Иными словами, всё просто. Но это — с точки зрения теории. Ведь ключевым моментом является качественное удаление воздуха из всех микроскопических пространств, чтобы его место могла занять смола.
Армирующие ткани и связующие вещества
Наиболее используемыми армирующими материалами являются углеродные ткани и стеклоткани. А связующим веществом могут быть полиэфирные, эпоксидные, эпоксивинилэфирные и другие смолы. Какой именно состав связующего будет использован, зависит от его свойств: вязкости, времени полимеризации и других факторов.
Стадии производства
 Сразу хочется заметить, что перед началом процесса формования (особенно если это индивидуальный заказ) инженерами проводится математическое моделирование. Это необходимо, чтобы определить правильную стратегию инфузии, о которой будет сказано ниже, а также сделать оптимальный выбор материалов: связующего, оборудования (трубки, фитинги, зажимы и т.п.), расход ткани и тд.
Сразу хочется заметить, что перед началом процесса формования (особенно если это индивидуальный заказ) инженерами проводится математическое моделирование. Это необходимо, чтобы определить правильную стратегию инфузии, о которой будет сказано ниже, а также сделать оптимальный выбор материалов: связующего, оборудования (трубки, фитинги, зажимы и т.п.), расход ткани и тд.
1. Подготовка матрицы
Это первый и ответственный этап, от качества проведения которого будут зависеть свойства будущего изделия. Матрицу (или форму) производят из материалов, которые химически устойчивы к материалам соприкасающихся компонентов, а также способны выдержать необходимые технологические температуры.
Матрица должна быть целостной, без трещин, выбоин и пустот, которые не только способствуют образованию пузырьков в конечном изделии, но и снижению давления в процессе вакуумизации. А отсутствие целостности скажется на прочности и эстетическом несовершенстве.
На этапе подготовки поверхность матрицы чистят и покрывают разделительным агентом. Далее, если это предусмотрено проектом, наносят гелькоут для формирования внешней поверхности детали. Так получаются изделия с необходимым цветом и гладкой поверхностью, которая способна защитить это изделие от УФ-излучения и воды, а также от влияния химических сред.
Гелькоут чаще используется при производстве продуктов сложных форм, так как позволяет сэкономить на последующей обработке поверхности. И если техническим заданием предусмотрено использование гелькоута, то следующим этапом технологии будет его частичная полимеризация.
2. Укладка армирующих тканей
Предварительно раскроенные части укладывают слоями. Чтобы слои хорошо соприкасались друг с другом и не смещались, применяются клеевые спреи — так слои будут плотно прижаты друг к другу. Выкладка тканей ведется согласно техническому заданию для набора необходимой толщины изделия, также учитывается направления волокна для обеспечения жесткости и прочности деталей.
3. Создание технологического слоя (выкладка вспомогательных материалов)
Данный слой создается за несколько этапов.
Укладка слоя ткани со зловещим названием «жертвенная». Это — слой, разделяющий оснастку и армирующие ткани. Жертвенная ткань имеет устойчивую перед смолой пропитку и используется для разных целей: устранение неровностей на поверхности, подготовка их к окрашиванию или склейке, а также сохранение чистоту поверхности. Как правило, укладывается она в один слой, но должна полностью покрывать поверхность детали, поэтому по размеру должна быть немного больше ее. Жертвенная ткань потому так и называется, поскольку удаляется при завершении технологического процесса.
Укладка дренажной сетки для отвода воздуха и распределения смолы, поступающей по распределительным трубкам. Такая сетка тоже укладывается в один слой, если техническим заданием не предусмотрено иное, и имеет размеры будущей детали с расширением в местах расположения вакуумных соединителей и каналов распределения связующего.
Укладка каналов распределения смолы и вакуумных линий. В качестве каналов распределения смолы используются спиральные или экструдированные трубки. Вакуумные линии необходимы как для отвода воздуха, так и удаления излишков связующего вещества. Расположение этих каналов — задача непростая, зависит от многих начальных параметров, а также опыта и расчетов. Если всё сделано правильно, не возникнет никаких проблем.
4. Герметизация формы
Пленки должно хватать, чтобы распределить ее по всему контуру формы с учетом изгибов, поэтому ее площадь должна быть больше площади поверхности формы как минимум на 30 % (40 % — еще лучше). В местах, где вакуумный мешок не будет соприкасаться с формой, будут образовываться так называемые «мостики», где обычно скапливается смола. Как можно догадаться, готовая деталь в таких случаях не будет иметь однородную структуру, от чего пострадает и ее прочность.
Далее, подключив вакуумный насос, необходимо подвергнуть форму герметизации. Она выполняется с использованием герметизирующего жгута и требует внимания при укладке, чтобы не образовывалось участков с натяжением.
Несмотря на то, что вы можете быть уверены в качестве герметизации, не лишним будет в этом убедиться, отключив насос. Чем дольше вы выдержите форму в таком состоянии, тем точнее будут результаты, которые вы можете оценить по показаниям вакуумметра. Время проверки может варьироваться от 15 до 45 минут.
Если вы заметите, что стрелка вакуумметра поднялась на 1-2 деления, ищите место утечки. Это может оказаться трудной задачей, особенно если деталь имеет большие размеры и сложную геометрию. Помочь в этом может специальное ультразвуковое устройство. Хотя иногда, чтобы повысить уровень герметизации, просто используют двойной вакуумный мешок.
Главное правило, которого желательно придерживаться на данном этапе: пока форма не будет загерметизирована полностью, переходить к запуску связующего не рекомендуется, поскольку существует опасность образования пор в армирующем материале, что чревато падением механических характеристик детали. Для сравнения: 1 % пор на ≈ 10 % снижает межслоевую прочность.
5. Пропитка смолой
 Благодаря создаваемой вакуумом разнице давлений с окружающей средой, связующее будет буквально всасываться внутрь, заполняя собой все имеющиеся пустоты между пленкой (мембраной) и оснасткой. Армирующий материал, жертвенная ткань и дренажная сетка — всё будет пропитываться смолой, не оставляя пустотам никакого шанса.
Благодаря создаваемой вакуумом разнице давлений с окружающей средой, связующее будет буквально всасываться внутрь, заполняя собой все имеющиеся пустоты между пленкой (мембраной) и оснасткой. Армирующий материал, жертвенная ткань и дренажная сетка — всё будет пропитываться смолой, не оставляя пустотам никакого шанса.
По завершении пропитки подача смолы прекращается и запускается процесс отверждения (полимеризация).
Далее снимается вакуумный пакет (мешок) и вообще весь технологический слой. Готовую деталь вынимают и подвергают дальнейшей обработке.
Примечание: учитывая, что практически все виды смол в процессе полимеризации «любят» тепло, для придания изделию максимальных прочностных характеристик, прогревайте их в специальных печах. Постотверждение рекомендуется проводить в заневоленном состоянии.
Еще несколько слов о выборе связующего вещества
Несмотря на то, что состав связующего выбирают, опираясь на задачи заказчика, а также назначения будущего изделия, процесс инфузии диктует свои жесткие требования.
Низкая вязкость. Влияет на скорость пропитки армирующих материалов. Чем меньше вязкость, тем выше скорость пропитки. В некоторых случаях для придания связующему низкой вязкости, его подогревают.
Низкий экзотермический пик. Дело в том, что при отверждении связующего происходит выделение тепла, то есть экзотермическая реакция. Экзотермический пик — это максимальное значение температуры при отверждении. Если это не учитывать, слой одновременно пропитываемых материалов (особенно если он имеет большую толщину), потенциально может разрушить не только матрицу, но также пленку и пластиковые трубки.
Время полимеризации. Этот параметр важен при изготовлении предметов с большими размерами, поскольку процесс инфузии должен быть полностью завершен до момента, когда начнется полимеризация.
Стратегии инфузии
Под стратегией понимается схема размещения точек подачи связующего материала и вакуумных каналов. Этому необходимо уделять особое внимание, чтобы добиться равномерной пропитки армирующих материалов.
Когда речь идет о деталях больших размеров, помимо расположения, учитывается время и последовательность подачи смолы по точкам расположения. Чаще используются параллельная или кольцевая схема.
Параллельная схема («фронтальная пропитка») подразумевает противоположное позиционирование подающего и вакуумного канала. Другими словами, связующее вещество движется от одной стороны к другой. К недостатку такой схемы относят потенциально возможное скапливание воздуха по периметру формы.
При кольцевой схеме вакуумный канал проходит по периметру формы. При этом места подачи находятся внутри такого кольца. Связующее вещество движется от центральной точки по направлению к периметру. При такой схеме не будет натекания воздуха, так как система замыкается в кольцо (отсюда и название) вакуумным каналом.
Недостатки технологии и ее преимущества
 Самым, пожалуй, большим недостатком является сложность разработки стратегии инфузии для изготовления крупногабаритных деталей и большая номенклатура требуемых материалов. Это ведет к удорожанию себестоимости, хотя другие технологии, где используется автоклав, например, тоже пока нельзя назвать дешевыми. Также предъявляются высокие требования к квалификации персонала.
Самым, пожалуй, большим недостатком является сложность разработки стратегии инфузии для изготовления крупногабаритных деталей и большая номенклатура требуемых материалов. Это ведет к удорожанию себестоимости, хотя другие технологии, где используется автоклав, например, тоже пока нельзя назвать дешевыми. Также предъявляются высокие требования к квалификации персонала.
Зато преимущества пока делают ее безальтернативной, поскольку:
она дает возможность получать большие изделия с заданными характеристиками прочности без необходимости делить их на составные части;
она обеспечивает высокое качество и однородность пропитки материалов, снижая требуемые объемы связующего;
получающиеся изделия обладают самым оптимальным соотношением волокно-связующее, что позволяет им иметь меньший вес при повышенной прочности (тонкостенные прочные детали);
появляется возможность поучать идеально гладкие поверхности, независимо от объемов и сложности форм;
безопасность для здоровья человека достигается путем минимального взаимодействия с вредными химическими составами.
Жертвенная ткань что это
Технология вакуумной инфузии
Вакуумная инфузия – процесс, при котором с применением вакуумной пленки (мешка) создается разряжение в рабочей полости формы и за счет разницы в давлении происходит всасывание смолы и пропитка армирующих материалов.
— Лучшее соотношение смолы и волокон (повышенная прочность, экономия смол)
— Снижение содержание воздуха в ламинате (повышенная прочность)
— Экономия смолы
— Уменьшение эмиссии вредных веществ
— Конструкции типа “сэндвич” могут изготавливаться в один прием.
— Экономия времени производства деталей.
Теперь детальнее рассмотрим используемые материалы и порядок их применения в изготовлении тюнинга методом вакуумной инфузии.

Материалы для вакуумной инфузии
1. Липкая лента
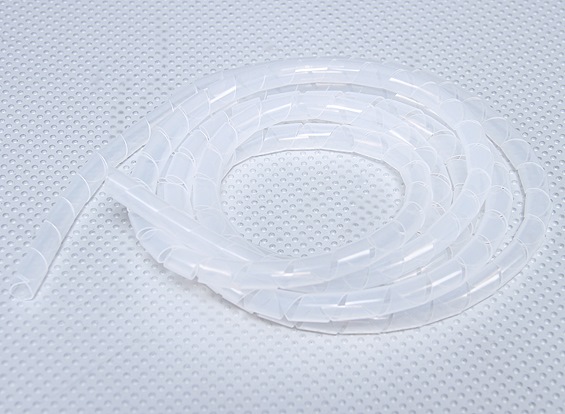
2. Спиральный шланг
3. Жертвенная ткань
4. Сетка для распределения смолы
5. Профиль для подачи связующего
6. Армирующие материалы
7. Вакуумная пленка (плёнка для вакуумных мешков)
8. Вакуумный резервуар
9. Герметизирующие жгуты
Рассмотрим каждый материал и сферу его применения.
Двусторонняя липкая лента.

Это специальная лента для инфузии с двусторонним липким слоем на основе резинового клея. Предназначена для фиксации полиэтиленовой спиральной трубки, которая обеспечивает циркуляцию воздуха под вакуумной плёнкой во время процесса инфузии смолы.

полиэтиленовой спиральной трубки, которая обеспечивает циркуляцию воздуха под вакуумной плёнкой. Через него откачивается воздух и под создаваемым разрежением всасывается специальная смола низкой вязкости, заполняя армирующие материалы. Шланг прокладывается по периметру матрицы, для равномерной откачки воздуха и инжекции смолы. Спиральный шланг в основном замыкается кольцом через тройник, к одному из концов тройника крепится обычный вакуумный шланг который, через вакуумный резервуар идёт к насосу. Через него откачивается воздух и под создаваемым разрежением всасывается специальная смола низкой вязкости, заполняя армирующие материалы.

Жертвенная ткань служит как разделительный слой для армирующих материалов и остальной оснастки. Жертвенная ткань пропитана различными веществами, на которые не воздействует смола (силикон, тефлон, и т.д.). После изготовления жертвенная ткань удаляется, после которой остается след от фактурного теснения. Без использования этой ткани было бы невозможным отделить от детали распределительную сетку и профиль для подачи смолы.
Сетка для распределения смолы.

Сетка, разработана для эффективного распределения смолы с небольшими отходами по причине низкого и плотного профиля сетки. Сетка может использоваться с полиэфирными, винилэфирными и эпоксидными связующими.

Эти жгуты обеспечивает высокую прочность присоединения вакуумного мешка с поверхностью матрицы, шлангами и штуцерами выходящими из под вакуумного мешка. Жгуты могут применяться в процессах при различных температурах, что позволяет их использовать в автоклавах.
Нейлоновая плёнка для вакуумных мешков.

Вакуумная плёнка специально разработана для формования методом инфузии. Плёнка способна выдерживать достаточное разрежение необходимое для инфузии смолы
Правильный расчёт необходимого размера вакуумного мешка является критически важным фактором. Слишком маленький вакуумный мешок может привести к натяжению вакуумной плёнки (к так называемым „мостам“) что может стать причиной разрыва плёнки в процессе отверждения. Учет приблизительно дополнительных 30% – 40% вакуумной пленки – хорошее начало для высчитывания размера вакуумного мешка сложных форм.
Профиль для подачи связующего.

Профили для подачи связующего предназначены для использования под одинарными и двойными мешками в процессах вакуумной инфузии, заменяя спиральные полиэтиленовые трубки на более стабильные профили. Также в место них часто используются спиральные трубки.
Многоразовые изделия, изготовленные из прозрачной винильной резины. Преимущество таких профилей в том что они практически не оставляют отпечатка на изготавливаемой детали, если используются вместе с сеткой для распределения смолы и жертвенными тканями.

В основном вакуумный резервуар служит для отбора излишков молы, которые могут попасть в насос, что вызовет его поломку. Резервуар оборудован полипропиленовым ведёрком для улавливания смолы, которое можно извлечь разобрав резервуар. Вакуумный резервуар может комплектоваться регулятором вакуума и вакуумметром для поддержания постоянного разряжения не ниже минус 0.7 bar, при более низком давлении смола закипает.

Применяются только те материалы, которые можно выложить на матрице и они будут сохранять правильную форму, которую им предали, в основном это плетёные материалы, такие как стеклоткань, стеклорогожка, мульаксиальная ткань, углеткань (карбон). Стоит заметить, что при данном способе не используют стекломат и стекловуали. Для выкладки первого слоя часто используют специальный клей, который распадается под действием стирола содержащегося в смолах.
Формовочное оборудование для вакуумной инфузии
Формовочное оборудование с автоматической подачей эпоксидной смолы


Напоминаю! Что за любое противоправное и противозаконное использование материалов, опубликованных в энциклопедии, редакция ответственности не несет.
Составитель. Патлах В.В.
http://patlah.ru
© «Энциклопедия Технологий и Методик» Патлах В.В. 1993-2007 гг.



